汽车高强钢辊压件的应用和其实现研究
2019-01-07邓济聪卢建伟汪守武
邓济聪 卢建伟 汪守武


摘 要:为了满足越来越严苛的碰撞安全要求和节能减排的趋势,高强钢辊压件在汽车上的应用越来越广泛,对研究高强钢辊压件的设计应用及其如何实现是有必要的。零件设计应用的合理性,对如何实现零件的生产,起到决定性因素。零件實现过程的策划设计合理性,对如何实现零件的生产,起到关键性因素。对于研究汽车高强钢辊压件的应用和其实现是值得研究讨论的。
关键词:高强钢;项目管理;过程策划;设备;工装
1 引言
目前汽车平台化已被各大主机厂重视,并有序推动实施。现在对高强钢辊压的应用因高强钢原材料的实现而逐渐被广泛应用。对高强钢辊压件在汽车上的应用和平台化研究,也被各大主机厂所推广。高强钢辊压件在汽车上可以起到满足强度要求下有足够的轻量化意义,平台化的研究在实现成本下探的可能性的同时也有效缩短开发周期。
2 汽车高强钢辊压应用
2.1 汽车辊压应用
2.1.1 汽车辊压件应用现状
辊压成型工艺是以若干辊轮为模具,并随着辊轮转动,将金属板材不断的向前进方向进行折弯,变成特定的连续断面的一种加工方法。国外主流汽车厂所开发的辊压型零件已占到60%,而国内轿车新型车型中的用量仅为6%,有非常大的应用空间。辊压成型工艺也因具有以下优点,而在汽车上得到广泛引用:
目前汽车上,白车身开发设计主要存在如下区域,采用辊压工艺,见表1。
2.1.2 汽车高强钢辊压件应用现状
2018版C-NCAP的实施,增加了汽车安全性的要求,为确保整车安全可以达成标准要求,高强钢材料在各汽车厂得到广泛应用。白车身正面碰撞吸能分为三个区:前吸能区,中吸能区,后吸能区,如图;各个区的原理:
前吸能区:吸收部分能量并将剩余能量分散传递;
中吸能区:通过沿轴线溃缩来吸收主要能量;
后吸能区:变形很小,主要维持后框架稳定,并防止驾驶室被侵入;
车身正面碰撞传递路径:
上层:吸收了部分从前部传来的碰撞能量,并把其余能量向A柱和前围及其加强梁进行分散传递。
中层:是主要的传力路径。保险杠缓冲梁和吸能盒将接受到的碰撞能量进行初步吸收后进行左右分流,前纵梁吸收大部分能量后再把其余能量往前纵梁延伸板、门槛、中央通道等分散传递。
下层:主要是前副车架组成,吸收了部分从前部传来的碰撞能量并把其余能量向前纵梁延伸板和门槛等分散传递。
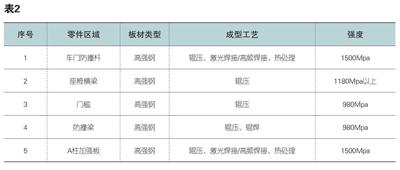
为满足各区吸能要求,辊压类的高强钢零件在汽车上的应用主要集中在如下,见表2:
2.1.3 汽车高强钢辊压件截面使用现状
为满足C-NCAP碰撞要求,高强钢辊压件在应用中,结合整车参数布局,产品结构等原因,确定辊压件的截面形式,不同区域的辊压件,采用适宜截面
高强钢辊压件的截面形式有如表3:
2.2 汽车高强钢辊压平台化应用
汽车产品平台化架构战略主要包括发动机舱、地板、悬架、制动、传动、发动机、变速箱、电子电器等。福特T型车是平台化最先实现的车型,通过,对动力,传动系统等悬挂与底盘车架上,在T型车上可实现安装三厢车,Coupe,面包车,小货车等。现在大家熟知的大众的MQB,MLB,MHB,以及现在开发的MEB平台,丰田汽车的TNGA平台,宝马的UKL平台,PSA的EMP2平台,吉利汽车发布的CMA,BMA,DMA,及SPA平台,这些平台化的应用,大大降低了研发、采购、制造、管理等成本,缩短了开发周期,加快了产品推出速度。丰田TNGA平台架构,可使零部件平台化20%~30%,最终目标可达成70%~80%,对企业节约成本和降低研发周期起到关键作用。
汽车前防撞梁总成位于车身的最前端,在保险杠的后面,通过螺栓与纵梁相连。在低速碰撞时,通过其本身高强度的结构,将能量分散给吸能盒,通过吸能盒的压溃变形吸收能量,避免车身本体的变形受损,降低车辆的维修成本;在高速碰撞时,将碰撞能量传递给左右纵梁等主要承受部件,同时在碰撞中稳定纵梁的变形模式,主要考核其抗弯性能。
汽车公司在前期进行前防撞梁平台化策划时,从整车设计要求,轻量化,碰撞要求,成本,开发周期等进行了对比策划。
在满足同等设计条件下,热成形前横梁重量最轻,铝挤压前横梁次之,冲压钣金重量最重;热成形前横梁随造型不同需要重新开发,模具投资成本高,不适合平台化开发;铝挤压前横梁,挤压模成本低,但弯曲模成本高,导致单件成本增加;辊压前横梁根据造型不同,只需新开辊弯轮,成本低。
汽车公司在进行门槛平台化策划时,从整车设计要求,轻量化,碰撞要求,成本,开发周期等进行了对比策划,在满足同等设计条件下,辊压门槛和冲压门槛重量相近;造型不同,冲压门槛模具需要重新投资,模具成本高,辊压门槛只需增加冲孔模具和特征模具,费用低。
3 汽车高强钢辊压实现
3.1 高强钢辊压工艺策划
当零部件厂家已和汽车厂达成供货合作关系后,在接收到汽车厂合同及技术开发协议、产品图/数学模型、产品标准、样件和相关信息后进行高强钢辊压工艺策划。
第一:客供资料分析:识别材料信息,材料牌号,机械性能,厚度等,确认材料是否为市面可买材料。识别GD&T尺寸信息,哪些是关键尺寸,为后续进行工装设计提供输入。识别客户特殊要求,如特殊工艺要求。
材料信息的识别需要明确,材料牌号如HC820/1180DP,标准号Q/BQB418-2018,料厚t1.2mm,机械性能屈服强度 RP0.2 820~1130 MPa,抗拉强度Rm 不小于1180 MPa,断后伸长率 A80mm不小于3% 。材料采购周期是否能满足后续调试周期。
识别GD&T尺寸信息,明确产品基准信息,基准面,基准孔的设定是否满足321原则等,基准孔公差是否能保证,基准面的设置是在内弧面还是侧面。产品上附带的孔形位公差尺寸公差,是否能保证,孔的实际功能要求。产品上哪些是关键尺寸,哪些是按通用公差进行管控,参考标准是哪些,这些都要识别,并为后续工装设计提供输入。
识别客户特殊要求,识别图纸上的技术要求栏中的要求,哪些是客户特殊要求,识别图纸图示有无特别指示的公差要求,如移动公差,特殊要求需要编制特殊特性清单,用于后续工艺文件編制。
第二:针对截面进行辊压工艺分析,确认辊压可行性,有无无法实现的特征,如孔边缘是否在辊压成型圆弧上,导致辊压波浪;使用COPRA进行辊花初步设计,大致确认辊压成型需求的辊轮段数。
第三:针对从数据到产品的工艺策划,原材料开卷,在线冲孔,辊压成型,辊焊,辊弯,切断。
原材料开卷需将展开的材料尺寸确认好,结合辊压成型工艺的实际情况,确认原材料料带宽度公差。
在线冲孔工艺的编排是否合理会直接影响后续辊压成品后的孔特征的实际表现,如在产品数据上标注的圆孔,在线冲孔如未进行设计补偿,将直接导致成品上的圆孔变成异形孔,不满足要求。分析孔是否需要进行补偿,补偿精度达到什么程度。
第四:内部资料分析:识别类似产品的工艺策划,类似产品过往问题清单,类似产品特殊特性清单,PFMEA等。
3.2 高强钢辊压工装设备投入策划
当高强钢辊压工艺已完成策划后,需要对工装设备投入进行策划。
工装的策划原则是:①满足零件成型要求;②满足零件精度要求;③满足人机工程;④满足节拍要求;⑤满足精益生产要求等。
设备的策划原则是:①工艺要求;②满足成型要求;③满足零件精度要求;④满足公司场内布局规划;⑤满足节拍要求;⑥满足人机工程;⑦满足精益生产要求等。
3.4 高强钢辊压质量控制策划
结合3.1高强钢辊压工艺策划的客供资料分析内容及法律法规,识别出产品/过程特殊特性初始清单和相关信息,同时组织相关负责人识别顾客要求, 对顾客要求进行评审,分析、交流、确认,形成《产品和过程特殊特性明细表》。并就以下内容与所开发产品要求进行差距分析,采用多方论证的方法解决问题。
(a)现有技术和顾客要求的差距;
(b)现有质量管理体系;
(c)公司设施平面图;
(d)生产工艺装备;
(e)检测和试验设备;
(f)质量能力。
特殊特性的开发与确定,需明确特殊特性的识别和过程特殊特性的定义。
过程特殊特性是基于影响产品特殊特性过程和因素,表现为人、机、料、法和环等各方面,一般识别来源与客户输入、PFMEA、产品图纸,类似项目的经验教训。在生产过程中进行重点控制,确保特殊特性满足顾客要求及过程的需要,应作好相应的检测记录,必要时应采取纠正或预防措施,实现特殊特性的改进完善。
失效模式及后果分析(PFMEA)的开发,零部件厂对形成产品的所有过程进行潜在失效模式及后果分析,特别是特殊特性。PFMEA核心小组应通过PFMEA 分析,确定产品或过程需重点控制的环节或工序及其质量特性。
核心小组根据生产工艺流程/顾客对产品要求收集分析并讨论PFMEA所需的各类信息,如潜在的失效模式、潜在的失效后果、严重度(S)、频度(O)、探测度(D)、潜在的失效起因/机理、现有预防过程控制、现有预防探测控制方法等。
控制计划的制订与评审控制计划应包括如下几个阶段:样件控制计划、试生产控制计划、生产控制计划。试生产控制计划是对尺寸测量、材料和功能试验的描述,目的是遏止初期生产运行过程中或之前的潜在不符合。
在过程设施、设备和工装策划中,采用相应的防错技术。需要时,对重大工装和非标准设备的设计进行设计方案评审和/或综合设计评审并记录。
试生产运行,对产品和过程进行设计验证,此过程是一个变动循环的过程,应根据样品的生产结果进行改进,当适合时,按实际情况增加所需内容。
在试生产之前,须评估控制计划中所有的新的测量系统,尤其是针对特殊特性,测量系统分析参照MSA工具书的要求,重点作好重复性、再现性分析。
在试生产阶段,进行初始能力研究,至少针对有特殊特性的所有工序能力。
批生产过程中,生产控制计划是评价产品和服务的基础。应对计量和计数型数据进行评价。持续改进、实施与验证,不断提高过程能力。
参考文献:
[1] 刘继英,李强.辊压成型在汽车轻量化中应用的关键技术及发展.北方工业大学机电工程研究所.北京.汽车工艺与材料. 2010年第2期 18-21页.
[2]李玲,董建雄,黄云飞.汽车车身轻量化的研究和应用现状.汽车与配件.2015 No.37 84页.
[3]刘文晶,程志雄,张朝辉,邱永建,闯超.前防撞梁平台化结构设计.宁波.315336.
[4]S.Thomas Foster著.何桢译.质量管理集成的方法.
