煤化工全厂污水零排放工程运行总结
2019-01-07张广洋高献辉
龚 立, 张广洋, 高献辉
(1.徐州水处理研究所, 江苏徐州 221006; 2.河北田原化工集团有限公司, 河北曲阳 073100)
1 工艺选择
河北田原化工集团有限公司是保定市目前仅存的一家化肥企业,年生产250kt合成氨、300kt尿素、70kt甲醇及附属产品等,2018年公司正在新上年产100kt过氧化氢项目。2014年服从市里发展规划,公司搬迁到县化工园区,根据环境保护要求达到全厂污水零排放。经过多方考察筛选,最终选择徐州水处理研究所的全厂污水零排放新工艺。
煤化工污水中污染物一般为COD、氨氮、硫化物、氰化物、微量油、悬浮物。其中悬浮物、氰化物、硫化物,微量油经加药沉淀,大部分可除去,余少量进入生化池也易生化除去;COD含量一般在500~800mg/L,可作为反硝化的有机碳源;煤化工企业污水中的主要污染源是NH3-N,其处理相对较复杂,要经硝化和反硝化才能除去。无论从运行成熟稳定还是经济方面,A/SBR生化新工艺都是比较可行的。再配合吸附+RO中水回用工艺,最终达到了全厂污水零排放的工艺要求。
2 A/SBR生化+预处理+反渗透脱盐工艺流程设计
2.1 生化进出口水质
生化进出口水质情况见表1。
2.2 反渗透进出口水质
反渗透进出口水质情况见表2。
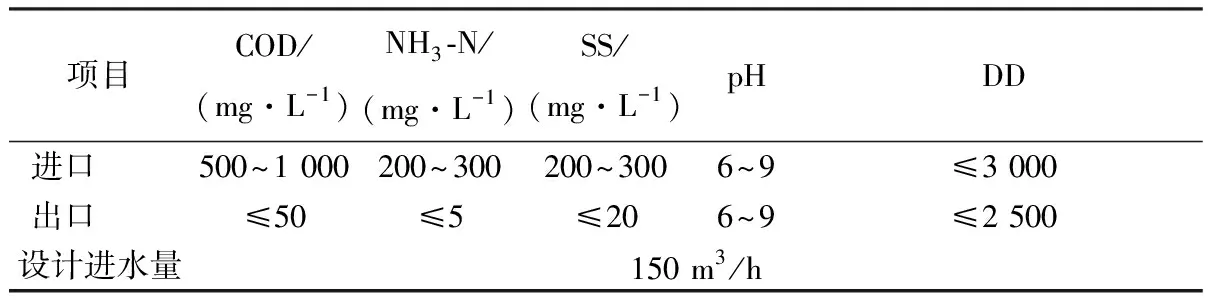
表1 生化进出口水质
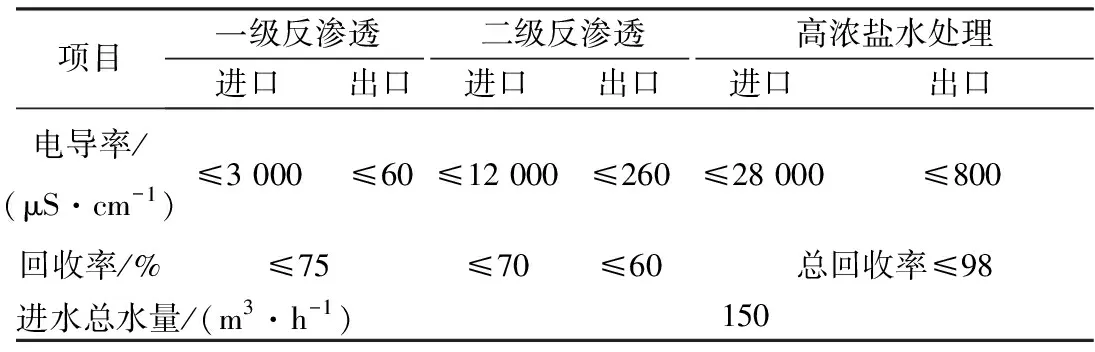
表2 反渗透进出口水质
2.3 工艺流程
反渗透脱盐工艺流程见图1。
全厂污水由地沟流入调节池,在调节池内设2台提升水泵,通过提升泵送到预处理反应器,在提升泵入口处投加药剂反应处理,经预处理器固液分离,预处理器出水进终端污水进行生化处理,污泥和沉渣排至污泥浓缩池,再经污泥带式压滤机压滤处理。生化系统通过生物菌作用,将污水中的氨氮、COD等污染物处理达标后排至清水池。清水池设2台水泵,把水送到中水池,在中水池内经过加药混凝沉淀处理,再由中水泵送到过滤器,过滤掉固体悬浮物等杂质,并在过滤器中投加杀菌灭藻剂,抑制水中微生物滋生繁殖,防止反渗透膜元件被微生物污染堵塞。过滤器出水送入超滤处理装置,超滤处理水送入水箱。超滤水箱设2台水泵,将水送入反渗透装置。反渗透装置采用一级二段处理,回收率达70%~75%,产生的淡水送入回用水箱,浓水排到浓水储存水箱。浓水储存水箱中的浓水经过反渗透处理装置再次进行浓缩处理,浓水反渗透处理装置回收率为65%~70%,产出淡水送到回用水箱,二级浓缩浓水送入高浓盐水装置再处理。高浓盐水反渗透处理装置回收率为50%~60%,产出淡水送到回用水箱,三级浓缩高盐水送高浓盐储水箱。最后剩余3 m3/h高浓盐水再送到煤灰增湿处理或蒸发处理,最终达到了全场污水零排放。
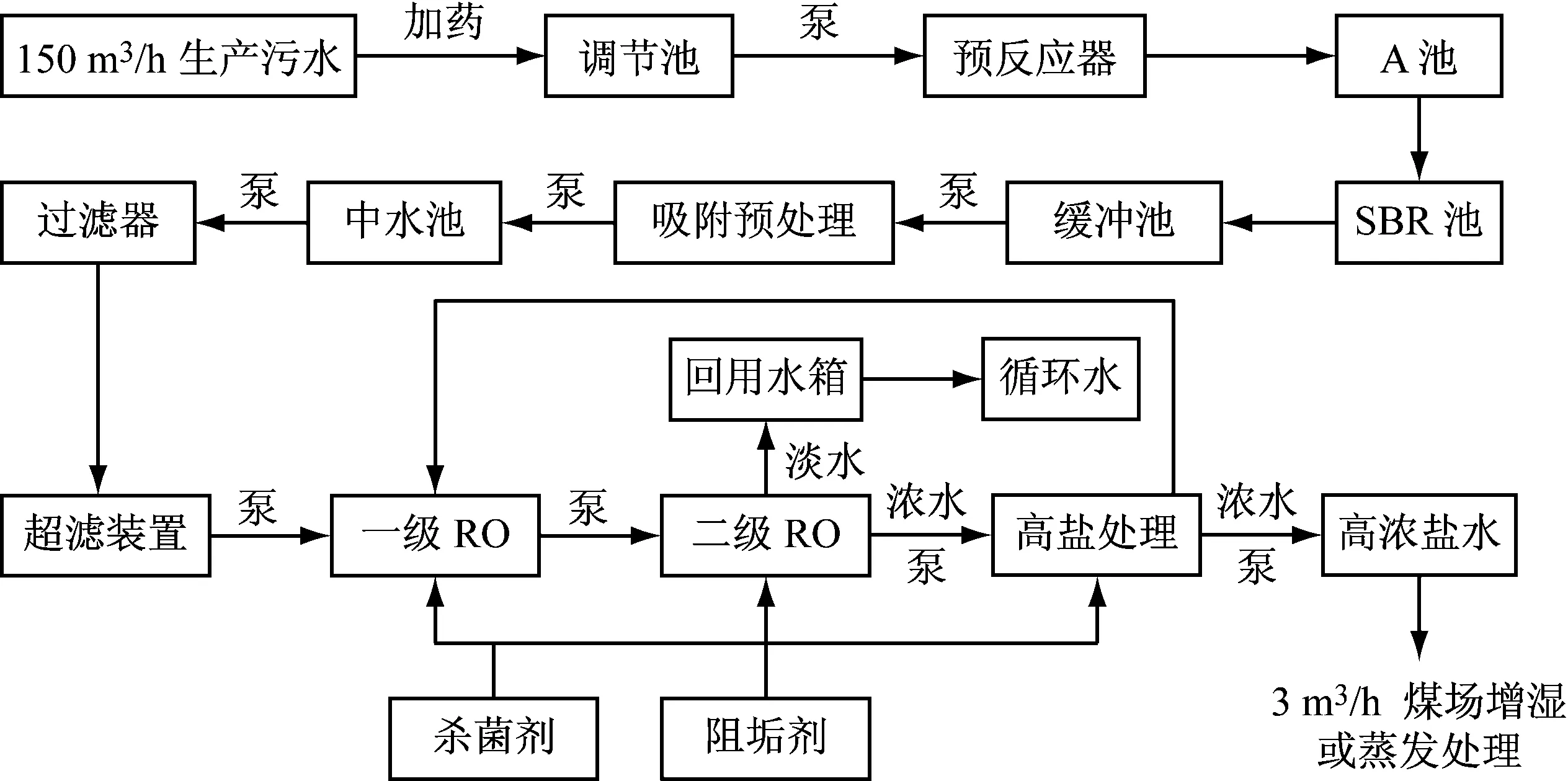
图1反渗透脱盐工艺流程
3 相关设备性能介绍
(1) 预处理澄清器
预处理澄清器能够高效去除污水中的悬浮物、胶体、暂时硬度等物质,功能为混合、吸附、絮凝、沉淀、分离、澄清等,是一种效果很好的水处理预处理装置。
(2) 过滤器装置
过滤器装置是反渗透系统重要的预处理装置。处理水中杂质比预处理澄清器精度更高,作用是去除原水中颗粒较小的悬浮物、铁及胶体物等杂质,同时降低水的浊度、色度,使污染指数降到合格范围内。
(3) 超滤装置
超滤是反渗透装置前过滤精度最高的处理装置,过滤孔径一般为0.02~2μm,由于孔径非常小,所以超滤设备不仅可以有效去除微生物、胶体、悬浮物颗粒,还可以除有机物、细菌等杂质。
(4) 反渗透装置
反渗透是系统中最重要的脱盐处理装置,经过预处理的合格水,被高压泵加压后送入系统,在多段膜中可脱除97%以上的各种盐类,并可去除绝大部分的胶体、有机物、微生物、色素等杂质,二级反渗透装置系统处理水回收率可达到70%~75%。
4 结语
装置通过三年多的运行,总结得出该工艺装置运行稳定,出水水质好,处理费用低,反渗透膜运行寿命长,自动化程度高,处理后废水产量少。比传统的高浓盐水处理工艺更实用、经济、节能、环保。达到了国家提倡的节能减排目标,最终实现了全厂污水零排放。每年节约水资源1 200 kt,节约水费用几百万元,在煤化工企业是值得推广的新工艺。