工艺参数对AE44雷达外壳压铸件组织及力学性能的影响
2019-01-07陆良宇
胡 南,苏 勇,陆良宇
合肥工业大学材料科学与工程学院,安徽 合肥 230009
十九世纪以来,随着科学技术的高速发展,金属材料的消耗与日俱增,传统金属矿产资源的日益枯竭及世界能源与环境等问题的日益突出,因此对材料的使用提出了更高的要求.镁合金因在轻量性、比强度、比刚度、导热导电性、阻尼减震性、加工成型性、电磁屏蔽性及可回收性等方面具有独特的优势,受到了越来越多的关注,而广泛应用于航空、军事、交通及3C领域中[1-3].由于雷达外壳在整个雷达系统中占有重要位置,其质量的好坏直接影响着信号探测的灵敏度.选用AE44稀土镁合金做雷达外壳材料,在起到轻量化作用的同时,其优异的强度和韧性可满足雷达外壳的工作要求.
1 试验部分
1.1 试 样
试样为雷达外壳,其原料为AE44镁合金,成分列于表1.

表1 AE44合金的化学成分
用3550 t大型镁合金热室压铸设备,浇注AE44镁合金雷达外壳压铸件.雷达外壳为八边形复杂薄壁件,边长为330 mm,凸起圆台最大外缘直径720 mm,最大壁厚5 mm,最小壁厚3 mm,表面凸起圆台和加强筋较多,零件三维模型如图1所示.
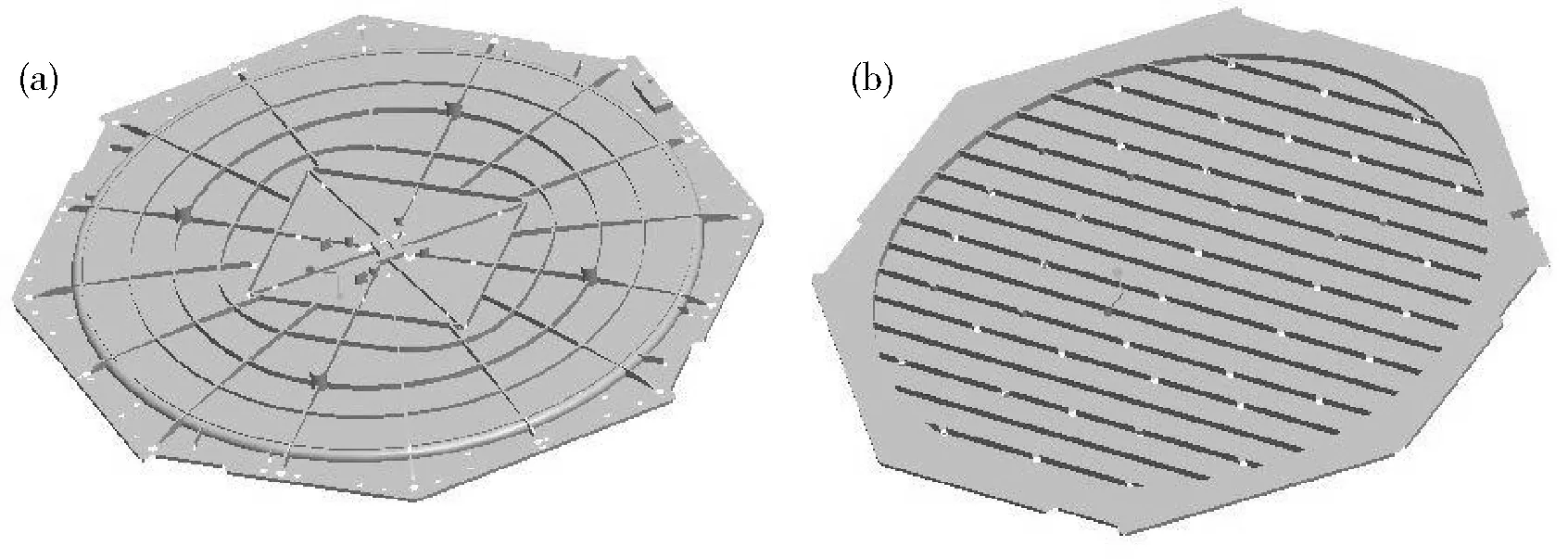
图1 雷达外壳三维模型(a)上表面;(b)下表面Fig.1 Radar shell 3D model(a) upper surface;(b)under surface
1.2 试验方案
由于铸件结构较复杂,生产工艺参数若把握不精确,会造成铸件表面缺陷较多,主要出现浇注不足、裂纹和变形等缺陷.缺陷主要出现在铸件加强筋处,通过切取铸件缺陷易产生的同一部位本体试样,来研究工艺参数对其组织和性能的影响.
采用正交试验研究浇注温度、模具温度及压射速率三个工艺参数对AE44镁合金雷达外壳压铸件力学性能的影响,因素和水平的选取如表2所示.

表2 因素和水平
1.3 仪 器
用型号为XRF-1800X的射线荧光光谱仪,对AE44雷达外壳本体试样进行元素定量分析;用型号为HB-3000B布氏硬度计,测试AE44雷达外壳的宏观硬度;用型号为CMT5105电子万能试验机,测试试样的拉伸性能;用型号为MR2000型金相显微镜,观察试样的显微组织;用型号为D/MAX2500V的X射线衍射仪,对试样的物相组成进行分析;用型号为JSM-6490LV扫描电子显微镜拍试样扫描照片,并且用与之匹配的INCA能谱仪对相应位置进行成分定性和定量分析.
2 结果与分析
2.1 正交试验结果
表3为试样力学性能正交试验结果.由表3可知:各因素影响顺序为浇注温度>压射速率>模具温度,其中浇注温度(所选温度范围内)对试验结果影响最大,模具温度(所选温度范围内)对试验结果影响最小;A2B1C2方案是最佳的工艺方案,即浇注温度为680 ℃、模具温度为180 ℃、压射速率为3.5 m/s,此时试样的力学性能最佳,抗拉强度达到235 MPa、延伸率达到5.25%、硬度为81.3 HBS.
表3 正交试验结果

续表3
2.2 工艺参数对雷达外壳压铸件组织及性能的影响
在正交试验优化的基础上,通过固定两个工艺参数在最佳水平,研究另一个参数对AE44镁合金雷达外壳组织和性能的影响.
2.2.1 浇注温度
在模具温度为180 ℃,压射速率在3.5 m/s的条件下,研究浇注温度对外壳的显微组织及力学性能的影响.
图2为不同浇注温度下雷达外壳试样的显微组织.从图2可见,当浇注温度处于660 ℃时,合金显微组织呈现较多的树枝晶,晶粒大小不均匀;当温度处于680 ℃时,树枝晶明显减少,晶粒变得细小、圆整,并且无组织缺陷;当温度达到700 ℃时,晶粒变得粗大,并且出现严重的缩孔.分析其原因,浇注温度过低不利于充型,易产生冷隔、充型不满等缺陷;而当浇注温度过高时,易产生飞溅、毛刺,以及在压铸件内形成严重的缩孔、疏松等缺陷.

图2 浇注温度对外壳显微组织的影响(a)660 ℃;(b)680 ℃;(c)700 ℃Fig.2 Effect of casting temperature on microstructure of the shell
图3为浇注温度对外壳力学性能的影响.从图3可见,当浇注温度为660~680 ℃时,随着浇注温度的升高,试样抗拉强度、表面硬度和伸长率均得到明显地提高;当浇注温度高于680 ℃时,其各项力学性能指标均降低.分析其原因,在保证压铸成形的浇注温度下,随着浇注温度的升高,合金的流动性增强,易于获得较好的力学性能;而当浇注温度过高时易出现缺陷,并且加重对压铸型的热冲击[4],从而降低了铸件的力学性能,使铸件质量恶化.综合考虑,雷达外壳压铸件浇注温度为680 ℃较为适宜.

图3 浇注温度对外壳力学性能的影响(a)抗拉强度;(b)断后延伸率;(c)硬度Fig.3 Effect of casting temperature on mechanical properties of the shell
2.2.2 模具温度
在浇注温度为680 ℃、压射速率为3.5 m/s 条件下,研究模具温度对外壳的显微组织及力学性能的影响.图4为不同模具温度下雷达外壳试样的显微组织.从图4可见,当模具温度较低时,由于冷速过快,使压铸件表面快速凝固而形成激冷层,出现表面细晶区;温度达到200 ℃时,晶粒变得均匀细小、圆整;当模具温度达到220 ℃时,液态金属冷却变慢,使温度梯度变平缓而形成粗晶区[5].

图4 模具温度对外壳显微组织的影响(a)180 ℃ ;(b)200 ℃;(c)220 ℃Fig.4 Effect of mold temperature on microstructure of the shell
图5为模具温度对外壳的力学性能影响.从图5可见:当模具温度为180~200 ℃时,随着模具温度的升高,抗拉强度和伸长率明显得到提高,而硬度却下降;当模具温度超过200 ℃时,各项力学性能指标均开始下降.分析其原因,由于模具温度直接影响着模具的激冷能力,温度较低时会使压铸件表面冷速过快,形成薄层等轴晶粒区,故硬度较高;而当模具温度过高时,激冷效果度差,硬度下降,同时也增大铸件和模具之间的粘着力,难于脱模,易造成粘模拉伤,进而降低铸件力学性能.考虑试验规模及设备误差,在试验可选温度范围内选择模具温度为200 ℃较适宜.
2.2.3 压射速率
在浇注温度为680 ℃、模具温度为200 ℃条件下,研究压射速率对外壳的显微组织及力学性能的影响.
图6为不同压射速率下雷达外壳试样的显微组织.从图6可见:压射速率较高时,可以提高试样组织致密度、细化晶粒,使得晶粒均匀圆整;但压射速率过高时,则会使气孔率增加.

图5 模具温度对外壳力学性能的影响(a)抗拉强度;(b)断后延伸率;(c)硬度Fig.5 Effect of mold temperature on the mechanical properties of the shell
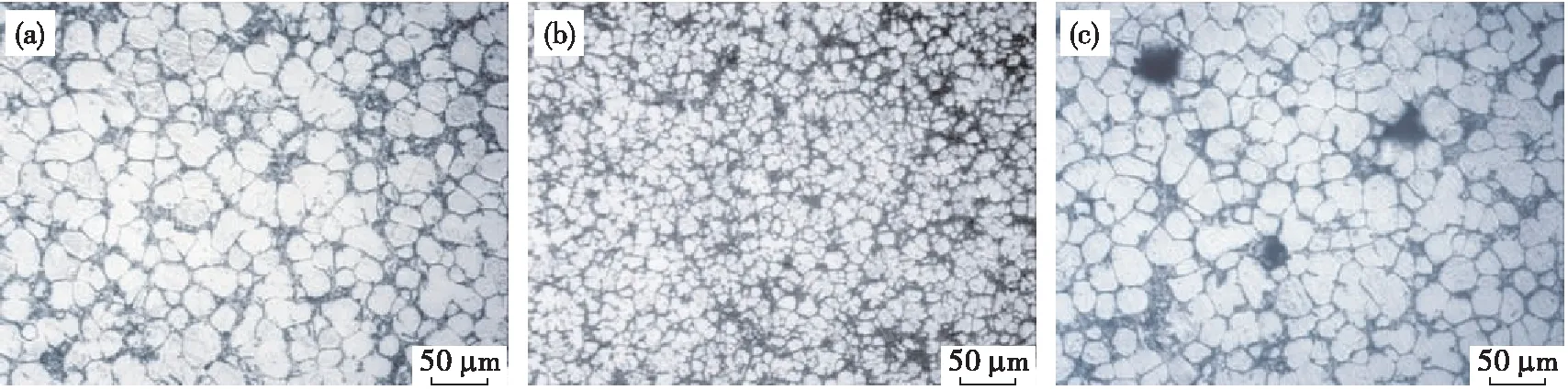
图6 压射速率对外壳组织性能的影响(a)3.0 m/s;(b)3.5 m/s;(c)4.0 m/sFig.6 Effect of injection speed on the microstructure of the shell structure
图7为浇注温度680 ℃、模具温度200 ℃时,压射速率对外壳力学性能的影响.从图7可见:压射速率由3.0 m/s升到3.5 m/s时,试样力学性能得到明显提高;压射速率超过3.5 m/s时,各力学性能指标突然下降.分析其原因,这是由于较高的压射速率可以消除铸件内部大量的缩松缩孔、气孔等缺陷,从而提高试样组织的致密度,进而使试样的力学性能提高;而压射速率过高时,则会导致压铸过程中卷气现象严重,使气孔率增加,从而降低了外壳压铸件的力学性能.综合考虑,雷达外壳压铸件的压射速率在3.5 m/s较为适宜.

图7 压射速率对外壳力学性能的影响(a)抗拉强度;(b)断后延伸率;(c)硬度Fig.7 Effect of injection rate on the mechanical properties of the shell
综上所述,当浇注温度680 ℃、模具温度200 ℃、压射速率3.5 m/s时,AE44镁合金雷达外壳压铸件力学性能与组织最佳,其中σb为245 MPa,δ为5.48%,硬度值为79.6HBS.
2.3 物相分析
图8为最佳参数下制备的雷达外壳压铸件本体试样的XRD图.从图8可以看出, AE44镁合金由三个相组成,分别为α-Mg相、Al2RE相和Al11RE3相,其中Al11RE3相出现的峰最少,表明在组织中其含量较低.
图9为最佳参数下制备的雷达外壳压铸件不同位置本体试样的扫描照片.从图9可见,通过能谱分析,合金组织析出相主要是Al2RE相和Al11RE3相,其中亮白色颗粒和亮白色棒状颗粒为Al2RE相,而且含量较多,亮白色针状颗粒为Al11RE3相[6-7].XRD分析结果与能谱分析结果相一致,这些铝稀土相具有熔点高、硬度大的特点,可有效地阻碍晶界滑动与裂纹扩展,大大地提高了合金力学性能.

图8 最佳参数下所制备试样的XRD图Fig.8 XRD pattern of the sample prepared under the optimal parameters
3 结 论
(1)浇注温度在660~680 ℃时,随着浇注温度的升高,树枝晶减少,晶粒变得均匀圆整,各力学性能指标均得到提高;浇注温度高于680 ℃时,晶粒逐渐变得粗大,出现严重缩孔,力学性能也随之下降.雷达外壳压铸件最佳的浇注温度为680 ℃.
(2)模具温度在180~200 ℃时,模具温度较低,靠近模具壁的薄层金属液产生极大的过冷度,使压铸件表面快速凝固,形成薄层等轴晶粒区,试样力学性能较好;模具温度超过200 ℃时,激冷效果降低,硬度下降幅度增大,试样的力学性能随之下降.雷达外壳压铸件最佳的模具温度为200 ℃.
(3)压射速率在3.0~3.5 m/s时,随着压射速率的提高,铸件内缩松缩孔、气孔等缺陷大大减少,从而提高了组织致密度和力学性能;压射速率超过3.5 m/s时,压铸过程中卷气现象严重,增加了气孔率,降低了铸件质量.雷达外壳压铸件最佳压射速率为3.5 m/s.
(4)AE44合金组织主要由α-Mg和Al2RE相、Al11RE3相组成,其中亮白色颗粒与亮白色棒状颗粒为Al2RE相,亮白色针状颗粒为Al11RE3相,铝稀土相的存在能有效阻碍晶界滑动与裂纹扩展,从而提高合金的力学性能.
