6061铝合金水冷板扩散焊工艺及其焊接性能*
2019-01-07刘凤美秦红波戴宗倍
李 琪,刘凤美,侯 斌,秦红波,戴宗倍
广东省焊接技术研究所(广东省中乌研究院) 广东省现代焊接技术重点实验室,广东 广州510650
散热器作为提高能源利用率的主要设备之一,被广泛用于汽车、雷达、集中供暖、机械等领域[1].铝合金高效水冷板是一种单流体散热器,散热系数高,可高效冷却功率器件、印制板组装件及电子机箱等,在电子设备热控制技术中的应用得到了诸多关注[2].复杂的腔体结构使其在传统焊接过程中极易产生微小的通道堵塞、变形等问题[3-4].因此,其焊接方法的选择与研究对强化电子设备热控制技术、提高能源利用率具有重要意义[5].
扩散焊是指在一定温度和压力下,被焊的两个工件原子之间的电子相互作用并相互迁移,形成相应的共价键、离子键或金属键,最终形成较为牢固的焊接接头的过程.扩散焊具有焊接质量好、零件变形小、可焊接大面积接头等优点,目前已经广泛应用于同种或异种金属之间的焊接,如Al/Al,Al/Mg,Ti/钢等[6-8].
本文讨论了真空扩散焊接工艺参数(焊接温度、焊接压力和保温时间)对焊接接头性能的影响,研究了6061铝合金扩散焊接工艺与性能之间的关系,并在最优工艺参数下实现了6061铝合金水冷板的可靠性连接.
1 试验材料与方法
试验材料为6061铝合金,通过线切割将铝合金棒材切割成Φ15 mm×40 mm的圆棒.在焊接前将铝合金试样依次用800号、1000号、1200号、2000号SiC砂纸打磨,以去除铝合金表面氧化膜.然后用酒精或丙酮超声清洗10 min,再用无尘布擦干铝合金表面.最后将其置于真空扩散炉中,在一定的焊接温度、焊接压力和保温时间下进行真空扩散焊接.本试验的焊接工艺为:焊接温度490~540 ℃,保温时间3~9 h,焊接压力0.5~4.5 MPa.
通过万能试验机(GP-TS2000)测试焊后铝合金对焊样品的拉伸强度,拉伸试样为Φ15 mm×40 mm棒材对焊件.焊后试样经切割、镶嵌、抛光,并用化学腐蚀液腐蚀后,制备成所需金相试样.腐蚀液配方为:V(HF)∶V(HCl)∶V(HNO3)∶V(H2O3)=2∶3∶5∶10.使用光学显微镜观察焊接接头的金相组织.
2 试验结果及讨论
2.1 焊接温度对接头抗拉强度的影响
在保温时间为7 h、焊接压力为3.5 MPa的条件下,焊接温度对铝合金焊接接头抗拉强度的影响如图1所示.由图1可知,随着焊接温度的升高,铝合金扩散焊接头的抗拉强度先增大后减小.当焊接温度为530 ℃时,焊接接头的抗拉强度达最高值137.3 MPa.当焊接温度较低时,6061铝合金母材的塑性变形能力较差,母材中的元素相互扩散能力较弱,界面处未能形成良好的微观接触,此时焊缝区域的相互接触面积较小,焊缝处存在大量未焊合区域,导致焊接接头的抗拉强度较低.随着焊接温度的升高,母材的塑性变形能力增大,对焊母材间元素相互扩散能力迅速增强.扩散接合界面附近的Al原子随温度升高,其获得的能量更高,在界面附近的元素扩散地更充分,形成了良好的扩散键,使焊接接头的抗拉强度提高.进一步提高焊接温度,焊接接头的抗拉强度反而有所下降.这是因为虽然温度的提高能使元素间的互扩散加快,形成良好的对焊接头,但是焊接接头处,因温度升高,界面处晶粒长大,焊接区域接头界面处附近的组织也逐渐粗大,过大的晶粒尺寸反而导致扩散焊界面处的抗拉强度降低[6,8].

图1 焊接温度对焊接接头抗拉强度的影响Fig.1 The effect of bonding temperature on the tensile strength of welded joints
2.2 焊接压力对接头抗拉强度的影响
在焊接温度为530 ℃和保温时间为7 h的条件下,铝合金扩散焊接头的抗拉强度与焊接压力之间的关系曲线如图2所示.由图2可知,当焊接压力为0.5 MPa时,扩散焊接头的抗拉强度仅为42.3 MPa.随着焊接压力的增加,焊接接头的抗拉强度提高.当焊接压力低于3.5 MPa时,抗拉强度提高幅度较大.当焊接压力从3.5 MPa增加到4.5 MPa时,焊接接头的抗拉强度提高幅度不大,仅提高4.5 MPa.在焊接温度530 ℃、保温时间7 h和焊接压力4.5 MPa的条件下,铝合金的变形量为7%~8%.在保证焊接接头变形不大的前提下,选择最佳焊接压力为3.5 MPa.施加一定的焊接压力能使焊接母材的表面产生微观变形, 破坏母材表面的氧化膜,增加界面位错密度,促进焊缝界面原子间扩散,抑制界面孔隙的形成[6,9,10].但是当焊接压力增加到一定值后,继续增加焊接压力对改善焊接接头性能的作用不是非常明显,而且过大的焊接压力会增加焊接接头的变形,对焊件产生不利影响.

图2 焊接压力对焊接接头抗拉强度的影响Fig.2 The effect of bonding pressure on the tensile strength of welded joints
从再结晶成核和生长阶段的能量理论来看,当焊接压力较小时,成核所需的能量大于晶粒生长所需的能量,导致再结晶发生时形核的数量并不多,而此时晶粒却快速长大,进而形成较大的再结晶晶粒.当焊接压力较大时,成核所需的能量小于晶粒生长所需的能量,此时更容易成核,并且成核数目较多时,晶粒只需在较小幅度长大,便会发生相互间阻碍, 使得再结晶晶粒变小[11-12].因此,在其他工艺条件恒定的情况下,焊接压力的增加导致再结晶晶粒变小.
2.3 保温时间对接头抗拉强度的影响
在焊接温度530 ℃和焊接压力3.5 MPa的条件下,保温时间对铝合金扩散焊接头抗拉强度的影响如图3所示.从图3可知,当保温时间为3 h时,焊接接头的抗拉强度为56.7 MPa.随着保温时间延长,焊接接头的抗拉强度先增加后减小.在保温时间为7 h时,接头抗拉强度达到最大值137.3 MPa.在扩散焊接的过程中,延长保温时间可使界面元素充分地扩散, 有利于焊接接头组织与成分的均匀化.保温时间较短时,界面原子间扩散不充分,不能形成广泛的原子间结合,因此接头的剪切强度较低.但保温时间过长会导致晶粒长大,使接头的抗拉强度降低.
2.4 焊接接头的显微结构
图4为6061铝合金扩散焊接接头的金相组织照片.从图4(a)-4(c)可看出,当焊接温度较低或焊接压力较小、保温时间较短时,在焊接区域均存在一条相对明显的焊缝,此时没有共有晶粒,表明两个被焊试样之间的原子扩散并不充分.随着焊接温度、焊接压力、保温时间的增加,焊接接头的焊缝明显变细甚至部分区域消失.从图4(d)可以看出,两个焊件之间的焊缝已经不明显,焊缝的大部分区域已经消失,焊缝区域类似于基体晶界,而且没有孔洞,存在大量的共有晶粒,结合良好.
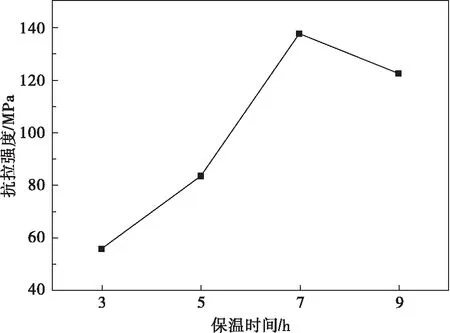
图3 保温时间对焊接接头抗拉强度的影响Fig.3 The effect of holding time on the tensile strength of welded joints
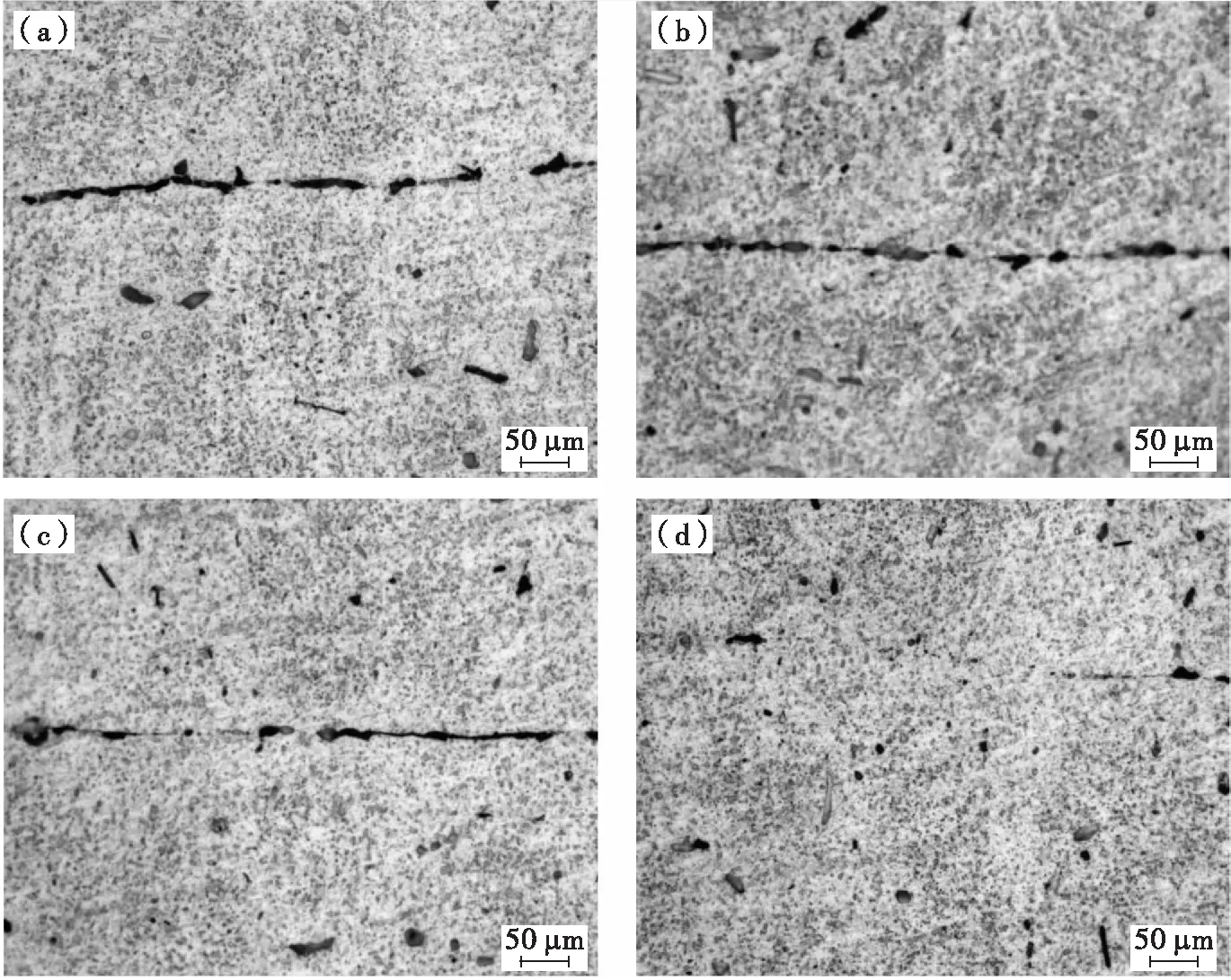
图4 6061铝合金扩散焊接头的组织(a)490 ℃×3.5 MPa×7 h;(b)530 ℃×0.5 MPa×7 h;(c)530 ℃×3.5 MPa×3 h;(d)530 ℃×3.5 MPa×7 h Fig.4 Microstructure of diffusion welded joint of 6061 aluminium alloy
3 水冷板扩散焊工艺
3.1 水冷板焊前处理及焊接工艺参数
水冷板试样是由6061铝合金制成,试验用夹具是由304不锈钢制成,焊前在水冷板试样与夹具的接触面涂覆一层氧化铝阻焊剂.
焊前水冷板需经以下处理:① 用丙酮清洗,以去除水冷板试样表面的污物;②依次用800号、1000号、1200号、2000号SiC砂纸水洗打磨;③ 用丙酮超声清洗10 min;④ 吹干,备用.扩散焊工艺参数为焊接温度530 ℃、保温时间7 h和焊接压力3.5 MPa.
3.2 水冷板焊后性能
图5为水冷板焊前与焊后的形貌图.对焊后水冷板试样的尺寸及保压性能进行测试,测试结果列于表1.

图5 水冷板焊接前后的形貌图(a)焊前;(b)焊后Fig.5 Pre-welding and post-welding morphology of water-cooled plate(a)pre-welding;(b)post-welding
图5(b)显示,经过真空扩散焊的6061铝合金水冷板,表面仍保持铝的金属光泽,无氧化;焊缝均匀致密,水冷板变形量不高于0.5%.经过2 MPa水压试验,无渗漏现象,耐压性能符合产品的设计要求.

表1 焊后水冷板的测试结果
4 结 论
(1)随着焊接温度升高或保温时间的延长,焊接接头的抗拉强度先增加后减小.焊接温度、保温时间及焊接压力的增加,有利于焊接接头的焊缝变薄,甚至一些焊缝区域消失,焊缝区域存在大量的共有晶粒.
(2)在焊接温度530 ℃、保温时间7 h和焊接压力3.5 MPa的条件下,扩散焊接头的抗拉强度达到最大值137.3 MPa;在扩散焊工艺参数相同的条件下,焊后水冷板经2 MPa、保压1 h的水压检测无泄漏,铝合金变形量不高于0.5%,满足产品的使用性能要求.
