数控机床安全加工网络监控技术研究
2019-01-05梁毅峰
梁毅峰
(淮北职业技术学院,安徽 淮北 235000)
校园数控机床实习实训因机床转速高、对操作者技术要求高等原因,安全事故频发,并且对于机床出现的故障不能及时排除。针对校园数控机床实习实训安全加工实际情况,采用串行通信与网络通讯并联的模式,创建数控机床组的安全加工通信与管理监控系统。监控系统能够对数控机床的状态、参数、摄像画面等信息采集与管理,实现总控制计算机与数控机床组之间的正常加工控制、紧急控制和远程维护。
1 监控网络的基本结构
1.1 RS232-C和以太网通讯接口
RS232- C接口是由EIA(美国电子工业协会)制定的一种国际通用的串行硬件接口,传输程序准确度高,目前广泛的应用于机床的加工程序和机床参数的传输。利用数据传送线将计算机主机后端的com1或com2接口连接到数控机床的RS232-C串行接口, 可以应用机床的线加工功能,把较大的加工程序分段传送给数控系统,机床运行完一部分程序后, 会清空之前程序所占内存,请求计算机再发送一部分,直至整个大程序加工完成。
机床以太网接口与计算机连接方式灵活,可直接用电缆与外部计算机连接,也可以先连接到集线器,再由集线器连接到局域网,机床可以通过局域网再连接到其他计算机上。RS232-C及以太网通讯接口连接如图1所示。

图1 RS232-C及以太网通讯接口连接图
1.2 RS232-C通讯接口参数设置
目前Mastercam、UG、Pro- E和Caxa等国内使用的主流 CAD/ CAM(计算机辅助设计、制造)软件都带有后处理功能模块,通过参数设置可实现与 RS232- C通讯接口的连接。以Mastercam X3为例,设置连接RS232-C通讯接口参数如图2所示。
1.3 安全加工网络监控原理
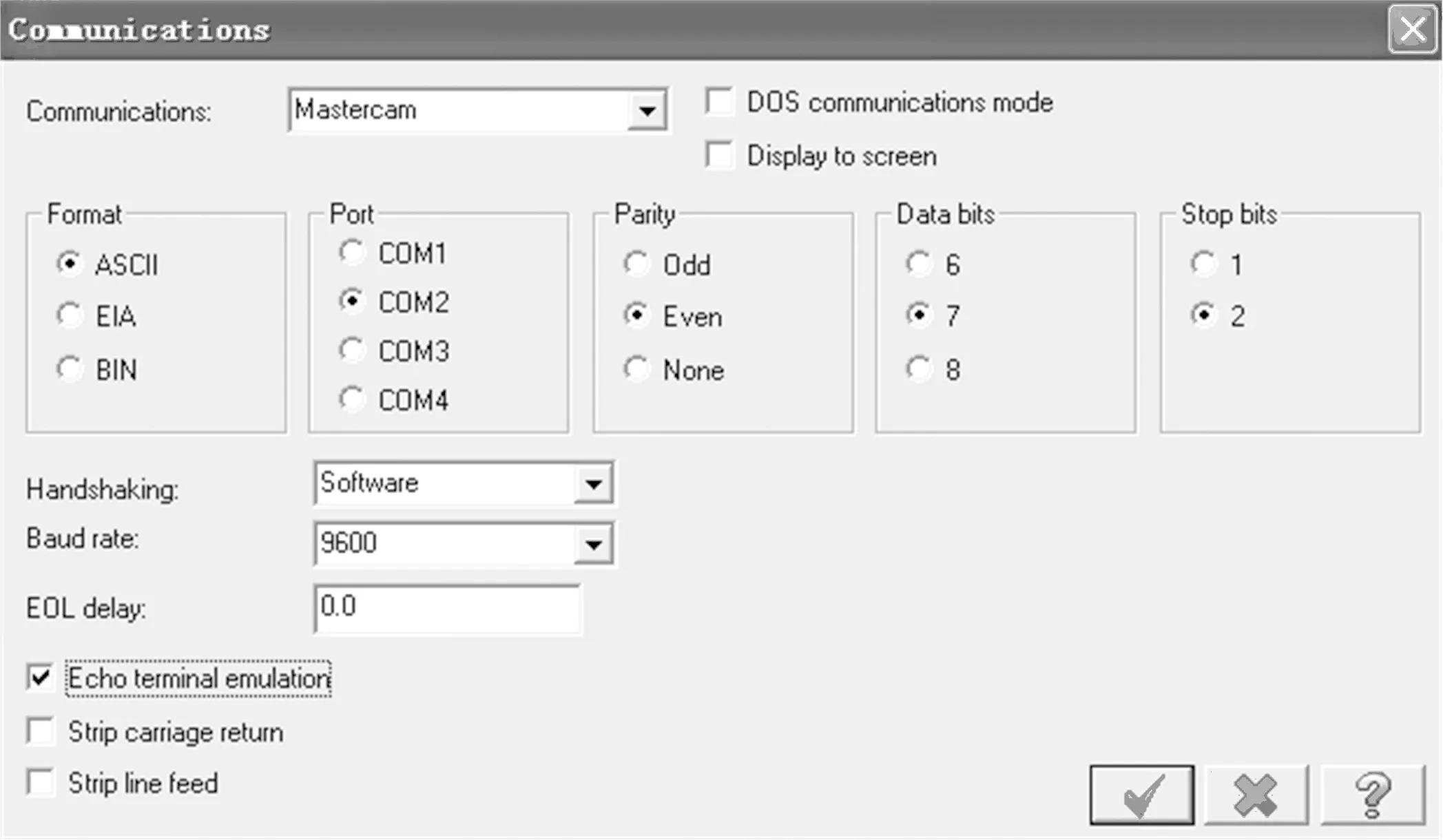
图2 Mastercam X3通讯参数设置
在总控计算机上运行网络控制系统软件,数控机床组和监控摄像头通过串行接口和以太网接口与总控机连接。总控机在连接状态下可以实时采集机床加工参数和运行情况图像,动态监视机床加工情况,能够接收和发送机床加工控制程序,控制机床安全运转。在数控机床工作组上安装高性能摄像头,发挥视频技术实时显示、监控作用,能够动态传输、比对及保存机床加工状态画面。通过机床组刀具周边安装的电压、速度、温度、液压、位移或激光传感器来检测数控机床的刀具磨损、切削力变化、切削位移情况,以及数控机床内机械或电气部件的运行状态,及时地发送数控机床异常报警信息到总控机[2]。通过比对监控摄像采集画面,总控机发送指令及时处理安全隐患或加工参数和系统参数的错误。如总控机发现加工异常,可立即发送控制切削速度、主轴转速和进给量的指令或紧急停止等指令[3]。
2 网络监控系统的设计
基于数控机床的安全加工网络监控系统设计需要满足可靠性、开放性、灵活性、集成性的要求,配置系统应具有友好的人机交互界面和优良的兼容性,能够畅通连接远程故障诊断专家系统数据库。系统的文件传输、端口监控和配置以及系统管理等操作要在一个简洁的界面中进行,人机界面友好、可靠性高、操作灵活、易于掌控。远程监控系统利用各类传感器和高清摄像头进行数据和图像采集,分析研判数控机床的工作状态信息,可以完成一系列如发送数控程序、机床控制指令,显示刀具位移轨迹等功能如图3。能够对多个车间的多个机床组的使用人员、机床使用的状态及毛坯加工情况进行及时的监控,能够紧急处理数控机床组可能发生的安全隐患,及时控制和妥善处理机床一般性故障[4]。

图3 数控机床安全加工网络监控技术硬件结构图
在监控系统中监控刀具状态是重要环节,刀具的状态情况能够基本反映机床的运转和加工情况。目前国内外数控机床生产厂家和相关研究机构对刀具状态的监控的进行了很多的研究,主要有直接法和间接法两种刀具状态及磨损情况监测方式,利用电压检测器、光学检测仪、振动和超声波监测仪器等检测电压、切削力、电流和功率的变化,再反映出刀具的实时状态。当出现刀具磨损异常、切削力过大、撞刀事故、刀具参数丢失或因电网电压波动等被意外更改故障时,通过监控网络对数控机床异常情况及时控制,对刀具参数网络重置,解决手工现场恢复刀具参数效率低、速度慢的问题。
在监控系统功能扩展方面,可研究增加热误差监测。国内外研究者在研究提高机床加工精度时注重研究误差补偿,尤其是热误差补偿。机床运行过程中,由于伺服电机发热、机械部件摩擦、切削热传递等的影响及外部环境变化导致热量变化,热量在传递过程中造成机床各个部件产生的温升不同,温度的升高会使数控机床发生非线性、非平稳热变形,对加工精度造成很大的影响[5]。本系统可进一步扩展研究将温度传感器布置于机床温度敏感点测量其温度值,将预测参数集成于温度检测模块中,温度检测模块接收温度模拟量信号并对其进行处理,通过将采集的温度值与温度检测模块的预测值比对,可以计算出变形量和插补值,通过RS232-c串行通信的方式将补偿值传递到总控机,由总控机发送给数控机床插补修正指令,从而在安全加工的基础上,进一步提高加工精度。
3 结束语
本文深入研究了数控机床安全加工网络监控技术,阐述了网络监控系统的接口使用和系统主要组成硬件功能,并设计了基于校园安全加工监控系统的连接方案。通过应用数控机床组安全加工监控网络系统,可以大大提高数控机床安全生产系数,及时排除安全隐患和机床故障,最大限度地保证机床设备的良好运行,还可以对多车间加工管理流程进行统一规划,易于构建数字化车间安全加工标准化管理系统,系统并且具有扩展性,具有很好的应用前景。
