发酵糟粕生产高活性、高营养饲料的设备与工艺的效果分析
2019-01-04肖兵南蒋小文朱幸辉刘莹莹
■肖 毅 肖兵南 蒋小文 朱幸辉 刘莹莹
(1.湖南农业大学信息科学技术学院,湖南长沙410128;2.湖南民康生物技术研究所,湖南长沙410022;3.湖南省畜牧兽医研究所,湖南长沙410131)
目前改善糟粕品质、提高其营养价值最常用的方法是生物发酵。发酵菌种主要是芽孢杆菌、酵母菌[1]、霉菌[2]和乳酸菌等。这些菌种的合理组合发酵可提高糟粕的饲用价值[3],同时为动物提供益生菌和消化酶,有利于动物的抗病促生长[4-5]。食用菌是优质的营养食品,近年来广泛开展菌丝体发酵生产保健食品和保健药物[6]。用食用菌菌丝体发酵粗饲料可以提高饲料中蛋白含量、提高动物的免疫力和生长速度[7]。然而用食用菌发酵糟粕等粗饲料,尤其是与其它真菌和细菌混合发酵的研究报道较少。本研究用食用真菌和生理活性互补性强的其它菌种联合发酵糟粕等农副产品,生产高活性生物饲料,以提高非常规饲料的利用率。
糟粕发酵为固体发酵,现有固体发酵设备除传统的发酵桶和发酵池外,有浅盘发酵反应器、流化床发酵反应器、转鼓式发酵反应器、圆盘式发酵反应器、搅拌式发酵反应器、压力脉动固态发酵反应器[8]。但目前在工业上已得到应用的还只有盘式、转鼓式及搅拌式反应器,国内对各种性能固态反应器的研制还刚刚开始[9]。由于必须解决反应器的过程放大、防止发酵过程污染及过程监控等一系列问题,在考虑研制新型固态发酵反应器时,强制通风和温控、物料不宜长时间处于静止状态、能增温、机械化程度高、易于操作、便于清洗消毒和投资少等因素是关键。到目前为止尚未见到有关工业化规模生产的固态发酵反应器产品,饲料发酵除用转鼓式或搅拌式发酵罐生产菌种外,商品生产大多采用发酵池(槽)、发酵桶发酵,在发酵中作翻搅或不翻搅,发酵物料未经消毒灭菌,发酵过程难以控制,易染杂菌,导致产品质量不稳定。发酵设备影响着生物发酵工艺与效果,是制约固体发酵工业发展的瓶颈。
为克服上述问题的不足,本文设计了一种发酵糟粕生产高活性高营养饲料的设备,并进行糟粕发酵试验及效果评价。
1 材料与方法
1.1 发酵设备
本研究使用并测定的设备为层架循环履带发酵床式发酵箱(自行研发),主要组成如下:
1.1.1 箱体及结构
A箱体及开窗:菌种加入口(5)、通风窗(6)、检修门(9)、出料窗(16);B物料输入与传出系统:培养物料输入口(1)、微波灭菌输送机(2)及搅拌机与冷却区(3)、(4)、传出带(17);C湿度调节系统:无菌储水箱(7)、雾化喷雾器机构(8);D通气系统:臭氧发生器(10)、鼓风机(11)、臭氧输送管(13);E调温系统:电加热器(12);F消毒系统:进气管(14)、空气净化箱(15)、紫外灯管(18);G控制系统:自动化控制管(19)、电控柜(20);见图1。
1.1.2 发酵床架系统
包括2个3层履带发酵床及2个输送带(24/25);见图2。

图1 发酵糟粕生产高活性、高营养饲料的设备结构示意图
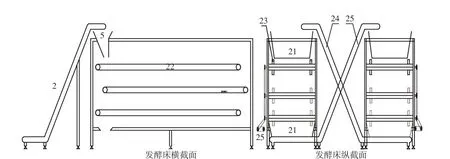
图2 发酵床结构示意图
1.1.3 环境调控系统
包括控制模块、温度湿度传感器、雾化喷雾器机构电加热器(8)、电加热器(12)、空气净化箱(15)及自动化控制管(19),见图3。

图3 环境调控系统模块结构示意图
1.2 制备工艺
1.2.1 工艺流程
糟粕配料→高压灭菌→输入发酵箱→接种菌种→搅拌混合→平铺履带发酵床→慢速或间歇传动发酵→传出→干燥粉碎。
1.2.2 菌种制备
①液体菌种的制备(见表1)。
②固体菌种的制备:培养条件见表2,培养至真菌菌丝长满,单菌至1×1010cfu/g以上。
③复合菌种的制备:培养好的固体菌种或液体菌种,经测定在PDA培养基上培养能共同生长相互协同的菌种,按食用菌或霉菌∶酵母菌∶芽孢杆菌=3~10∶1~3∶0.5~2的质量比配混合制成复合菌种。

表1 液体菌种制备及培养条件

表2 固体菌种制备及培养条件
1.2.3 糟粕发酵
①发酵基料:单一或混合糟渣培养料,饼粕加一定量的能量源来配制培养料。
②消毒灭菌:发酵箱清洗后用紫外线和臭氧进行密封消毒2 h以上,新鲜无污染的发酵基料高压灭菌后,经微波灭菌输送机消毒灭菌输入发酵箱。
③接种与发酵:发酵基料一次拌入5%~20%复合固体或液体混合菌种,或先接种生长慢的真菌,后接种生长快的酵母菌和芽孢杆菌,搅拌均匀,时间间隔24~48 h;料厚度5~10 cm,在温度26~37 ℃(前期低,后期高),相对湿度70%~90%条件下通气发酵,48 h内6~12 h翻动1次,以后2~4 h 1次或慢速连续传动翻料,发酵48~96 h,待长满白色菌体为度。
1.2.4 后处理
将发酵好的糟粕经60~85℃快速干燥后,粉碎,包装。糟渣发酵粗蛋白质含量25%以下,为功能性能量饲料;饼粕发酵粗蛋白含量在25%以上,为功能性蛋白饲料。
1.3 效果评价试验
1.3.1 混合糟渣发酵饲料试验
① 发酵基料:用啤酒糟、白酒渣、豆渣、酱渣、醋渣按不同比例配制含粗蛋白15%的低营养配方1和含粗蛋白20%的高营养配方2,供发酵试验。
②检测单一菌种与复合菌种发酵上述2种不同营养水平的混合糟渣的营养成分。
③活性物质检测:发酵饲料样品加10倍水磨浆,超声波处理10 min后,于1~4℃冰箱内冷浸过夜,过滤取滤液,测定生物活性物质。蛋白酶用福林酚法,淀粉酶用二硝基水杨酸法,纤维素酶用滤纸法;益生菌用稀释平板培养菌落计数法;多糖与多肽测定分别用苯酚-硫酸法和紫外分光光度法测定。
④抗菌力测定:对上法浸提发酵饲料的水溶性物质,用平板牛津杯法测定其对病原菌(大肠杆菌、沙门氏菌、葡萄球菌等)的抑制作用(抑菌圈)。
1.3.2 饼粕发酵试验
棉粕、菜籽粕、茶籽饼粉碎后,分别添加10%麦麸和10%玉米粉,加水至含水量适中,121℃灭菌15 min,按10%接种组合菌种[70%食用真菌+30%复合菌(白地霉∶产朊假丝酵母∶枯草芽孢杆菌为2∶2∶1)],置发酵床中,25~28 ℃,发酵2~4 d,按标准方法测定棉酚(GBl3086—91)、粗蛋白(凯氏定氮法)、益生菌(计数法)、硫苷(硫脲紫外比色法)、茶皂素(香草醛-硫酸法)和氨基酸含量[10]。
2 结果与分析
2.1 发酵菌种及组合协同性研究
经协同性测定,食用菌(平菇、凤尾茹、白灵菇、茶树菇、杏鲍菇、松乳菇)与饲料酵母(产朊假丝酵母、酿酒酵母、白地霉)和芽孢杆菌(枯草芽孢杆菌、地衣芽孢杆菌、纳豆芽孢杆菌、凝结芽孢杆菌),小型真菌(曲霉、根霉、木霉、青霉)与芽孢杆菌共同培养均能良好地生长,说明食用菌与饲料酵母和芽孢杆菌、小型真菌与芽孢杆菌协同性较好。
2.2 混合糟渣发酵饲料试验
2.2.1 混合糟渣的营养成分含量

表3 不同菌种组合发酵2种营养水平的混合糟渣的营养成分含量
由表3可知,根据前试验,选择在槽粕培养基中生长速度较快的平菇、凤尾菇和松乳菇为主要菌种,及白地霉、假丝酵母和芽孢杆菌为辅助菌种,对高、低营养水平的两个混合糟渣进行发酵,对糟渣的饲料营养品质有很大的改善,蛋白质提高8.39%~50%和10.54%~32.37%,粗纤维含量降低率最高达16.84%和16.59%,总能量保持不变或稍有减少(少量减少主要是脂肪含量下降所致)。结果显示,食用菌对粗纤维的降解起主要作用,特别是平菇的降解作用最强,其次是凤尾菇;白地霉、假丝酵母和芽孢杆菌对粗蛋白的提高起主要作用。综合效果以平菇与白地霉、假丝酵母、芽孢杆菌组合效果最好,其次是凤尾菇组合。
2.2.2 混合糟渣的活性物质含量与抗菌力测定

表4 混合发酵糟渣的活性物质含量

表5 混合发酵糟渣对病原菌的抑制作用(cm)
由表4和表5可知,发酵后的糟渣含有丰富的酶类、益生菌及活性多糖多肽,并具一定的抗病菌活性,其抗病菌性能主要是枯草芽孢杆菌和大型真菌多糖、多肽的作用;其酶类系各发酵菌所分泌;未发酵的混合糟渣没有菌的培养,所以无活性酶与益生菌等活性物质,亦无抗病菌活性。
2.3 饼粕发酵试验
2.3.1 棉粕发酵试验

表6 不同菌种组合发酵棉粕后棉酚和粗蛋白含量变化
从表6可见,松乳菇和羊肚菌发酵效果最好,尤其是与酵母菌、益生菌联合发酵,棉酚含量分别降低85.80%和76.40%,蛋白质含量分别提高8.64%和5.51%,其次凤尾菇对蛋白含量的提高较好。

表7 发酵棉粕中益生菌含量及抑制病原菌活性测定
从表7可见,棉粕经食(药)用真菌与复合菌联合发酵后,2种益生菌含量均达107cfu/g以上,尤其是松乳菇和羊肚菌联合益生菌发酵效果好;同时结果显示,发酵料对病原菌有良好的抑制效果。
2.3.2 菜籽粕发酵试验
由表8可知,根据菌种筛选实验,选择能在菜籽粕培养基上较好生长的松乳茹作为发酵菌,松乳菇和松乳菇组合益生菌发酵菜籽粕硫苷的降解率分别为52.04%和65.36%,粗蛋白提高4.93%和6.01%。
2.3.3 茶籽饼发酵试验

表8 菜籽粕发酵后硫苷与粗蛋白含量变化
由表9可知,3种食用真菌及其菌种组合发酵茶籽饼,3种食真菌对茶皂素的降解率为茶树菇>羊肚菌>松乳菇,食用菌与复合益生菌组合发酵进一步提高茶皂素的降解率,茶树菇与复合菌组合发酵茶皂素的降解率达65.44%;对粗蛋白含量提高率为:松乳菇>羊肚菌>茶树菇,食用菌与复合益生菌组合发酵粗蛋白含量进一步提高,尤其是羊肚菌与复合益生菌组合发酵,粗蛋白含量较羊肚菌单独发酵提高1倍多(62.81/26.46)。
2.3.4 饼粕发酵氨基酸含量变化
由表10可知,三种饼粕经发酵后,总氨基酸含量随蛋白含量的提高而增加,且食用菌+复合益生菌发酵比单独食用菌发酵氨基酸的含量高;棉粕氨基酸含量最多提高13.54%(羊肚菌+复合菌);菜粕最多的提高1.30%(松乳菇+复合菌);茶籽饼提高幅度最大的达22.02%(羊肚菌+复合菌)。相比总氨基酸,必需氨基酸总含量的提升幅度更大,约为总氨基酸提高幅度的2倍。各种必需氨基酸的提高幅度:棉粕以羊肚菌、羊肚菌与复合益生菌发酵提高幅度最大,其中苏氨酸、蛋氨酸、亮氨酸和精氨酸均提高20%以上;发酵菜籽粕主要是蛋氨酸提高最多,达15.74%;羊肚菌及其组合发酵茶籽饼几种必氨基提高14.71%~66.78%。半必需氨基酸如精氨酸含量亦有较大幅度的提高,发酵棉粕和发酵菜籽粕最大提高率分别达32.17%和10.80%。由此可见饼粕发酵后,氨基酸的组成发生明显的改善,营养品质得到明显提升。

表9 茶籽饼发酵后茶皂素与粗蛋白含量变化

表10 饼粕发酵后氨基酸含量变化(%)
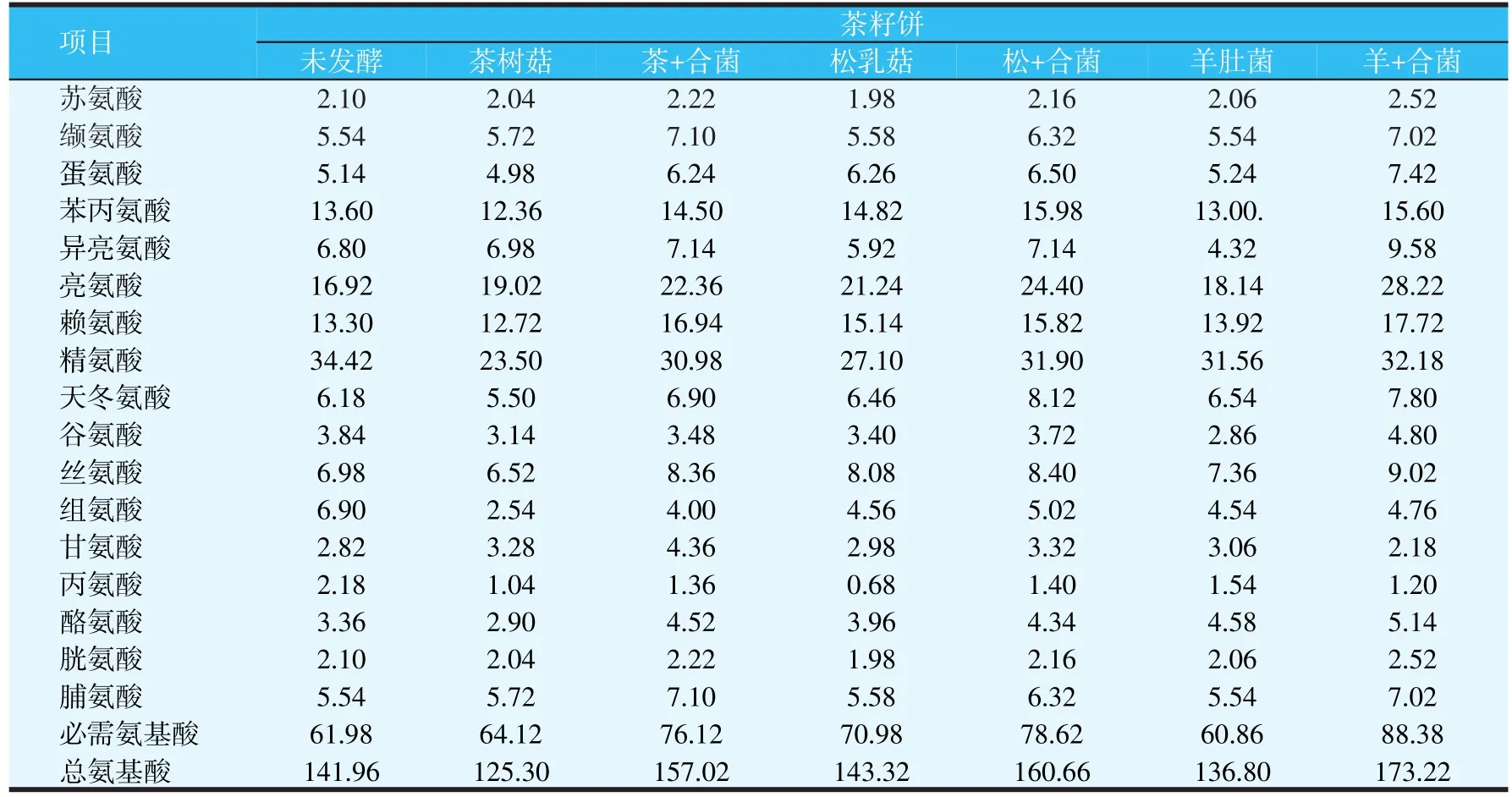
表10(续) 饼粕发酵后氨基酸含量变化(%)
3 讨论
目前饲料生物发酵剂由于菌种特性的局限性(如乳酸菌产酸过高、酿酒酵母产酒精过高、芽孢菌生物酶活力低、霉菌发酵易混杂黄曲霉等有害菌)或者菌种之间的组合配比不合适等[11-12],在发酵糟渣的过程中,除了形成较多的活性益生菌、有机酸、醇和生物酶外,对饼粕的抗营养因子也有一定的降解,但对糟粕中的大分子物质,尤其是纤维素降解率很低,不利单胃动物消化;同时,发酵温度高(35℃以上),能量损失大;还易于受杂菌(尤其是有害霉菌和腐败菌)污染,饲料霉烂变质,引起动物中毒。如果发酵饲料鲜饲常出现因乳酸菌等产有机酸过多,造成动物体酸碱失衡;或酿酒酵母产酒精的浓度大,导致动物酒精中毒。如果发酵料经干燥制成饲料原料,在干燥过程中大量的低分子有机酸、醇等挥发性物质随热挥发掉,造成营养物质,尤其是能量的严重损失[13]。本文采用不同组合菌种对糟粕进行发酵,发酵充分,纤维降解率高,蛋白提高率大,活性物质含量高,能量损失少。同时氨基酸的组成得到改善,必需氨基酸含量增加,营养品质得到明显提升。
在生物发酵饲料的生产工艺中,一是采用厌氧发酵工艺,即用乳酸菌、芽孢杆菌、酵母等厌氧或兼性厌氧菌种,将糟粕置密封容器中发酵;与有氧发酵比,生物反应慢,效率低,发酵的效果差。二是用霉菌等需氧菌,将糟粕置敞开的发酵床或发酵池中进行通气式发酵,其发酵效率可大大提高,但条件难以控制,易杂菌污染,效果不稳定。三是先用需氧菌进行短时间的有氧发酵,再用厌氧菌进行二次厌氧发酵;但因工艺复杂,在生产中应用较少。
本文设计的固体发酵设备,根据发酵菌种,特别是食用真菌菌丝需氧充足而不宜多翻搅的特点,采取“双列层架循环履带循环式发酵箱(发酵床机构)”(亦可据此原理设计为多列),自动控温调湿;紫外、臭氧相结合的室内杀菌消毒和外接微波或蒸汽高温物料消毒杀菌,使杂菌繁殖降低到最低限度,保障有益菌的充分繁殖与发酵;配备热风/冷风供给装置,及内设喷雾装置,自动通风、控温、调湿,保障固态发酵的环境;履带输送系统使预处理的基料自动输入,通过搅拌器与菌种混合,履带自调定时转动或低速连续转动,实现翻料与传送,发酵后可自动传出,可连续发酵,也可批次发酵。该设备满足工艺要求,内部环境条件控制良好(解决固体生物发酵温度、湿度与供氧控制难及真菌菌丝体不宜搅动的技术瓶颈),具有低能耗的消毒杀菌系统,能满足生产的要求,整体设备自动化程度高。
4 结论
本装置温、湿、气自动调控,生产能耗低。发酵效果试验结果表明,使用该设备,糟粕发酵充分,营养抑制因子降解率高,蛋白提高率大,活性物质含量高,能量损失少。适宜于大规模生产,省工省时,效率高。
