H型钢万能轧机腹板导卫加工工艺
2018-12-28康海英
康海英
摘 要:腹板导卫对于H型钢万能轧机具有对中孔型的作用。优化腹板导卫的加工工艺,能进一步提升加工效率,提高腹板导卫的整体强度,保证轧件顺利咬入。
关键词:万能轧机;腹板导卫;加工
万能轧机是热轧 H 型钢生产线的核心设备, 是热轧H型钢生产的关键工序。导卫作为一种诱导装置,对万能轧机顺利轧制H型钢具有重要辅助作用。我厂长期为M钢铁公司H型钢厂供应万能轧机的腹板导卫。为提升产品质量,更好地满足客户需要,我们对腹板导卫的加工工艺进行分析,结合实践经验,提出了改进优化方案。
1.万能轧机腹板导卫的特点
M钢铁公司H型钢厂的万能轧机采用串列式可逆连轧机组,由 UR1(万能粗轧机)-E(轧边机)-UR2(万能粗轧机)可逆连轧机组和1架单独的UF(万能精轧机)构成。
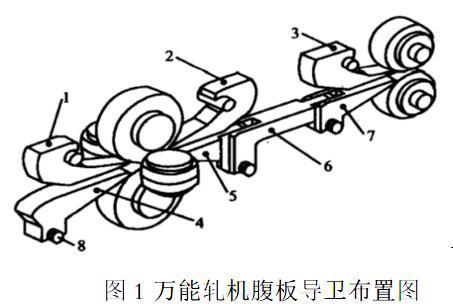
万能轧机组只有腹板导卫, 没有侧导板。万能轧机前后推床和万能轧机UR和UF的立辊相当于侧导板。UR1-E之间的腹板导卫布置见图1, E-UR2间的导卫布置与之相同[1]。
1-UR1机前上腹板导卫;2-UR1机后上腹板导卫;3-E上腹板导卫;4-UR1机前下腹板导卫;5-UR1机后下腹板导卫;6、7-中间腹板导卫;8-下腹板导卫调整偏心轴
腹板导卫主要是对轧件的腹板部位起作用, 保证轧件正确进入轧机,同时防止轧件出孔后上冲、下栽, 还对轧件咬入起对中作用。与普通型钢轧机导卫相比, 万能轧机腹板导卫有以下特点:
⑴在轧制过程中, 腹板导卫的标高可根据需要进行无级调整。
⑵对轧件的咬入具有对中孔型的作用。
⑶同一套腹板导卫可覆盖多个产品规格。 [2]
2.万能轧机腹板导卫的加工工艺
万能轧机腹板导卫的材质一般采用 Q345D钢板(原16Mn钢), 质量约为120~450 kg。各个品种规格的导卫区别在于与H 型钢腹板相对应的腹板导卫的宽度 B 及与H 型钢圆角相对应的腹板导卫的边圆角 R 取值。 [3]
腹板导卫由上、下腹板导卫构成,两者的加工工艺基本相同,但上腹板导卫比下腹板导卫具有更好的共用性。
上腹板导卫的主要加工工艺如下:
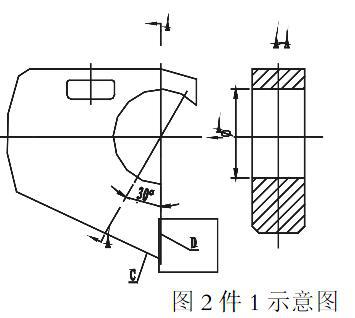
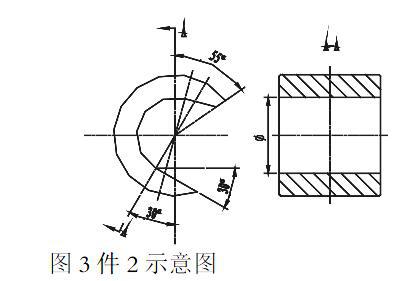
⑴镗件1内孔,见图2;配车件2外圆,见图3。
⑵件1、件2进行组装焊接,注意对称。
⑶镗件1的C面、D面,达到要求。
⑷件3按图折弯成型,注意弧度与件1配合,见图4。
⑸将件3、件1、筋板按图进行焊接。
⑹热处理,消除应力。
⑺按图纸镗件2内孔、件3工作底面及其他面,達到尺寸要求,见图5。
3.万能轧机腹板导卫加工工艺改进分析
M钢铁公司H型钢厂的热轧H型钢生产线是1987年从国外整体引进的。后来,根据国产化的需要,国内设计单位对万能轧机腹板导卫进行了重新设计,我厂按设计图纸加工生产。
虽然我厂按图加工的导卫产品能够满足H型钢生产需求,但是由于万能轧机上腹板导卫的尾部搁置在偏心轴上,头部依靠自重搭放在水平辊辊面上,侧向由偏心轴法兰或锁紧液压缸固定,在实践中也存在如下问题:一是在轧制过程中,轧件上冲会对上腹板导卫产生冲击力,长期反复会造成件1和件2的焊接部分脱焊断裂,无法保证腹板导卫的整体强度;二是对件1和件2的中心线对正要求较高,如两者中心线不一致,将会使腹板导卫头部发生方向偏差,无法起到使轧件对中孔型作用。
从加工工艺角度分析,上述问题产生的原因根本在于件1与件2要进行组装并焊接。因而,要避免上述问题的发生,必须要改变将件1与件2进行组装焊接的工艺设计。经与M钢铁公司H型钢厂和上游原料供应商沟通,我们将原工艺中把分别铸造的件1、件2进行组装焊接,改进优化为原件1与件2整体铸造,如图6所示,后续其他加工工艺不变。
加工工艺经过上述优化后,可以减少加工工序,减少加工过程中产生的焊接应力,进一步提高产品质量,同时也能相应节省加工费用。
4.结论
我们按照优化后的工艺加工腹板导卫,经过生产实践检验,完全符合H型钢轧制要求,产品使用寿命也得到了延长。M钢铁公司H型钢厂对我厂的产品优化工作及成效给予了积极评价。
参考文献:
[1]查五生、徐勇,马钢 H 型钢生产工艺及设备主要特点[J].轧钢,(1998)05.
[2]陈斌,万能轧机导卫系统浅析[J].轧钢机械,(2003)03.
[3]程向前,热轧 H 型钢万能轧机导卫系统探讨[J].山西冶金,(2007)04.
