浅议量块的检定方法分析研究
2018-12-28周淑珍
周淑珍
(山西省朔州市质量技术监督检验测试所,山西 朔州 036001)
0 引言
在长度计量检定工作中,量块是一种非常常见的计量器具。通常对长度的量值传递起着很重要的作用。量块不仅仅可以作为普通的工作计量器具,更重要的是量块还可以作为计量标准器来检定长度。比如,量具以及长度测量设备以及仪器和相关量规等。实际操作过程中除量块还可用于对刀具以及机床夹具进行精密度调整,并且对各种精密机械设备和零部件尺寸等进行测量和校核。从这一层面来讲,长度计量过程中所用到的单位与准确量值也突显出非常重要的作用[1]。此文就根据平时的工作经验介绍下量块的检定方法。
1 量块的测量面平面度的检定方法
量块的测量面平面度可以用石英平晶或玻璃用技术光波干涉法进行测量。对于石英平晶和玻璃的要求是直径要大于4.5毫米、厚度要大于11毫米。
(1)如果量块在实际测量过程中其平面度相对较小,或者在平晶、量块测量面间形成了相对较小的空气层,那么在白光照射下就会从平行于测量面方向看到不同方向的条纹图像。基于其中两个相邻的条纹间隔作为基本单位,先确定条纹弯曲量。取上述四个方向得到的四个比值,以其中绝对值最大那个比值作为结果,然后再计算出被测量块测量面的平面度误差F:

式中:m/M——干涉条纹的弯曲度(在对弓形的干涉条纹引线读取弯曲度时,应注意到所引的弦线必须通过干涉条纹的中线与量块测量面上距侧面0.8mm,并与侧面相平行的线的相交点);
M——干涉条纹的间距,即相邻两干涉条纹之间的距离;λ——所采用光源的波长,白光测量时λ按0.6μm取值。
如果量块测量面上,在平行测量面长、短两边(或两对角线)方向,测得平面度是凸起和凹陷方向相反的,设凸起的为m/M,该测量面平面度合成值FC应为:

(2)如果量块测量面平面度相对较大,则可以使平晶测量面接触量块凸起测量面,并且对其平晶进行适当的调整,使其中一个条纹中线能够重合于量块测量面上平行线,并且向另一个方向数出条纹整数;以干涉条纹之间的距离为基本单位,将中线与量块右侧相距的数值估读出来,利用下列公式计算得出被测量面的2平面度。


表1 在研合状态下量块测量面的平面度的规定Table.1 Planarity of measuring surface of gauge block in lapping state
针对标称长度不大于2.5毫米的量块,在与厚度不小于11毫米表面质量与刚性全部达标的辅助面互相研合之后,量块的任意测量的平面度都不可超出上表的要求。
针对标称长度大于2.5毫米的量块,它的测量面不管和辅助体能不能研合,量块任意测量面的平面度都不可超超出上表的要求[2]。
针对标称长度不大于2.5毫米,没有进行研合过的量块,任意测量面的平面度不可超过4微米。
2 量块测量面研合性的检定方法
量块测量面的研合性,根据量块不同的等和级,选用平面度为0.03μm和0.1μm的平晶或标称长度≥5.5毫米的研合性并已检定合格的量块测量面进行检定。
利用平晶来检定研合性时,首先将平晶和量块测量面进行接触,然后轻轻的向测量面切向进行移动,通过平晶观察研合面上干涉条纹加宽散去的时候,略微朝研合面法向与切向使劲挪动,让它们进行研合。
利用量块测量面进行研合性时,首先将使用研合性检定用的标准量块测量面和被检对象测量面进行接触,然后逐渐沿被检测量面切向进行挪动,细心观察研合面之间的异物是否消失,在略微朝研合面法向与切向使劲挪动,让它们进行研合[3]。
3 量块的长度和长度变动量的检定方法
量块的长度及长度变动量的检定可同时进行,根据量块的外观检查以及量块的研合性、量块的平面度等检定符合标准的量块,按照需要检定量块的等和级,根据要求来确定标准量块的等,测量设备和长度检定时对环境的每项控制的条件,当所有条件都可以达标时,就可以进行量块的长度和长度变动量的检定。
下面分别简述下微差比较测量和直接比较测量两种方法。
3.1 量块长度的微差比较测量
用比较仪将标准量块和被检对象进行比较,测得二者间的长度微小差值,以此来判断出被检对象的长度叫做微差比较测量。比较仪的功能,就是把相比较两个量块长度的微小差值放大到人眼能够觉察的程度,分辨出比较仪的一个刻度的间隔距离所表示的长度值越小,表示这种比较仪的放大倍数越大,或者灵敏度越高。比较仪的这种功能,是采用机械杠杆原理、光学显微镜原理、光学杠杆原理、光波干涉原理等来实现的[4]。在比较仪上,多数都是采用两种或数种放大原理恰当的组合在一起的结构,以获得应有的放大灵敏度。微差比较测量时常用的仪器有立式接触式干涉仪、卧式接触式干涉仪、超级光学计、测长机、立式光学计等。用各种比较,测量量块长度的方法大同小异。
在比较仪上,首先用标准量块的中心长度将设备的示值调至于零位,将拨叉进行多次拨动,这时将稳定的示值固定,轻轻挪动量块,使设备的测头对准被检对象的中心位置,再次将拨叉进行多次拨动,此时出现的稳定的示值就是测量结果。挪动量块,同样的操作也可得出量块其它位置的长度值[5]。
3.2 量块长度的直接比较测量
被检对象的长度和设备本身所配备的标准器的长度进行比对,可以推算出被检对象的长度,通常叫做直接比较测量。
把标准量块拿到比较仪的工作台上,准确的将测头对向中心位置,将拨叉进行多次拨动,待数值静止后,调到零点位置,然后将被检对象搁置到工作台上,测头对准该中心位置,再次将拨叉进行多次拨动,待数值静止后,就会出现长度差值,标准量块的中心长度加上长度差值就是该被检量块的中心长度。
按上述,测出另外需要检定量块的其他位置长度的时候,挪到对准被检对象需要测量的地方即可。
3.3 量块的长度变动量
各等各级量块长度变动量的允许偏差,要符合国家检定规程的要求。量块长度变动量的检定一般在每块量块中心长度检定完之后,随之进行。将仪器测头的顶点依次对准量块测量面的其它四角(距量块两相邻侧面各为1.5mm),调整仪器的示值为零,拨动拨叉数次稳定时读数,然后移动量块,顺序对准各点,同样读取各点读数,测得的最大和最小长度之差为量块的长度变动量[6]。
4 量块检定结果的处理
整套量块检定完毕后,应根据检定的原始数据计算量块的实测尺寸,确定整套量块的等和级别,填写检定证书及各类历史记录卡片。下面将量块检定结果处理的有关主要问题分析如下。
4.1 量块等的确定
关于量块等的划分规定,即量块的等要根据量块的研合性、测量面平面度、长度变动量和中心长度测量的不确定度来确定。按照检定类别规定的检定程序,每一项的检定结果和被检的每一项技术指标进行对照,结果必须合格,检定方法的选取对被检对象长度测量的总不确定度应不可以高出该量块等的条件。判断出单个量块的等,就是由上述的条件所确定的。
量块长度超出该标称长度偏差时候,这种量块已经不可以使用了。去除已经无法修复且作废处理的不合格量块,用剩余合格的量块来判断该一套量块作为哪一等来使用。在平时的检定工作中,需要用等使用量块的单位或个人,在检定和修理量块工作中,一般先确定被检量块的等别,并按该等量块的有关要求选择检定标准量块、比较仪器及环境温度要求,以保证测量的总不确定度,并按相应等别的要求,修复研合性、平面度及长度变量动量等。
4.2 量块级的确定
确定量块的级是用量块的中心长度偏差、长度变动量、研合性以及量块测量面的平面度。在确定量块的级别时,除各项检定结果与受检各项技术指标规定相比较都应合格以外,还要注意到量块的长度偏差是指两测量面之间任意位置的长度,即测量结果都应符合规定。量块中心长度偏差的实测值与中心长度测量的总不确定度相互的关系非常密切。较大的测量不确定度会使中心长度偏差失实。所以单个量块级别确定的时候,会使按级表示的量块长度测量的不确定度至少应不超过相应等的量块长度测量的不确定度[7]。
为保证全套量块的质量,在每块量块级别确定后,可按下列原则确定整套量块的级别:新生产的量块,按相关要求一定要完整齐全,整套量块的级别可以按照此套中级别最低的一块量块来确定。那么在使用中的量块以及修理后的量块,可按合格部分中最低一块的级别来确定整套量块的级别。但不包括已经确定作废处理的不可修复的不合格量块。
4.3 量块实测尺寸有效小数位数的确定
4.3.1 确定按等检定的量块实测尺寸的有效小数位数
按等检定的量块中心长度,不管是在检定证书中体现的长度实测有效的小数位数进行取值,还是在测量或运算过程中,出现多余位数时决定取舍,都应按照下表来进行。
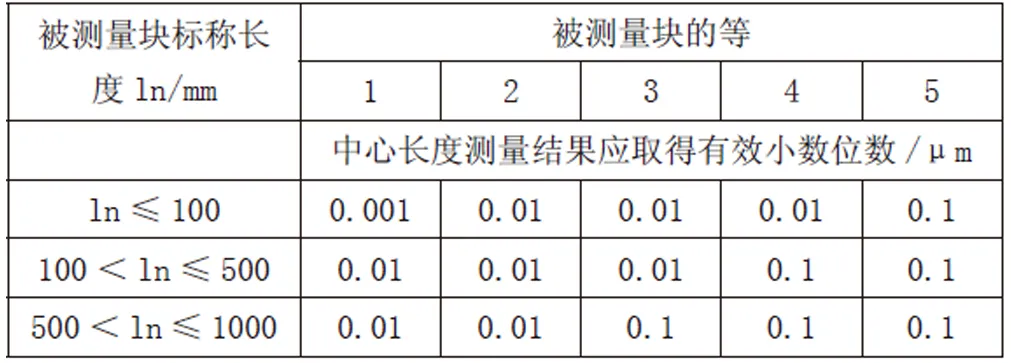
表2 有效小数位数表Table .2 Table of valid decimal digits

表3 有效位数取舍表Table.3 Valid-digit trade-off table
4.3.2 按级检定的量块实测尺寸有效小数位数的确定
按级检定的量块,在确定其属于某一级之前,应先将测量结果中多余位数字,参照上述所提供的“有效小数位数表”和“有效位数取舍表”的原则进行修约,并要注意级与等之间的对应关系。
5 结论
总之,根据量块在我们实际工作使用中,它的检定周期是由量块的保养情况、长度的稳定度等来确定的。所以一定要严格按照符合要求的检定方法来认真进行检定,检定周期要根据量块的使用情况来确定,一般可在三个月到二年之间选取。量块的正确检定方法和使用方法也是保障量块可以准确的进行量值传递工作的必然条件。
