低成本高可靠堆叠芯片封装技术
2018-12-27杨建生谢炳轩
杨建生,谢炳轩
(天水华天科技股份有限公司,甘肃天水741000)
随着电子系统微型化或便携化趋势的不断推进,能够实现高密度产品的封装技术越来越得到系统制造者的关注。因此,现代电子系统要求更高密度的存储,既要电性能最大化,又要微型化。存储密度是指二级封装后,有效的总存储容量除以封装所占的板面积。电性能的最大化,就是通过在电路制造中采用卓越的光刻技术生产出比先前更高集成存储芯片的方法,这是提升存储密度一直以来的努力方向。半导体业界认为每隔3年,存储密度增长4倍。然而,近来存储集成密度速度的增长已受到巨大研发成本和大量技术壁垒的挑战。微型化是基于封装技术,而不是电路集成技术,提供高密度存储。对市场问题不考虑成本和时间,就不能说具有高集成密度的单芯片是实现高密度存储的最好解决方法。鉴于此,对能够提供高密度存储的封装技术进行探研。
已研讨的三维(3D)封装技术作为高密度封装技术最具前途的方法之一,沿Z轴既有裸芯片堆叠,也有MCM堆叠。沿Z轴堆叠的裸芯片或分立封装能够增加存储密度,而不损失板面积[4]。基于传统的树脂模塑塑料封装的堆叠技术,可进一步划分为封装堆叠技术和芯片堆叠技术。在封装堆叠技术中,几个相同类型的封装诸如TSOP或SOJ沿垂直方向堆叠。而在芯片堆叠技术中,多个相同类型的裸芯片在模塑塑料封装内部堆叠。图1展示了封装堆叠技术的样品图。芯片堆叠技术也可采用插件材料诸如引线框架或载带自动焊研制。
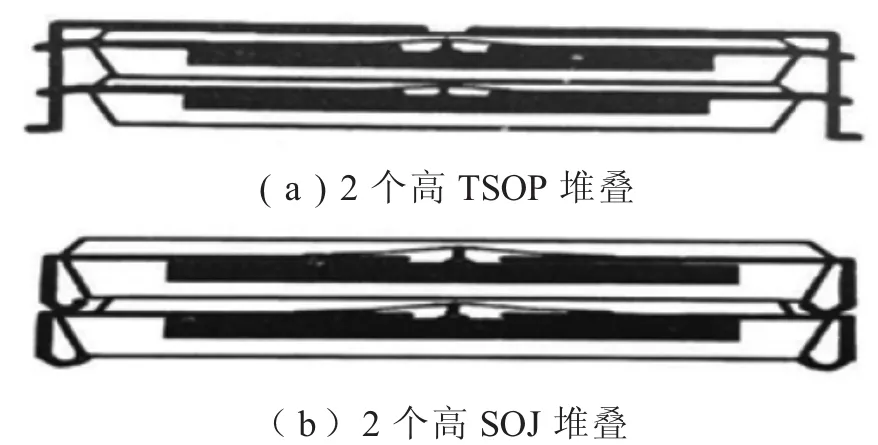
图1 典型的高封装堆叠简图
表1给出了在装配成本、封装厚度和可靠性方面,比较了2个高芯片堆叠与普通的2个高封装堆叠的主要特性。SCP封装的装配成本从两个假设来评估,首先,引线框架成本表示总装配成本的一半,并且由于在引线框架表面选择电镀焊料会增加15%;另外,SCP封装要求材料成本和工艺成本是TSOP封装的2倍才能完成。在SCP封装装配成本估算中,α表示来自引线框架连接工艺的费用,因此是可以忽略的,而β是需要对堆叠的2个TSOP封装附加费用。根据成本分析结果,芯片堆叠比封装堆叠更便宜。当涉及可靠性问题时,对传统的塑料封装而言,预料芯片堆叠显示出相当的可靠性,如TSOP封装。然而,封装堆叠的可靠性肯定不如TSOP封装,原因在于2个封装之间形成了额外的焊点。

表12个高芯片堆叠技术与普通两个高封装堆叠技术的比较
1 封装理念与装配
图2(a)展示了2个高SCP封装的断面图。2个存储芯片在相应作为插件的引线框架上各自相互面对面地安装。SCP封装基本上包含两类引线框架(下沉6密耳,即0.1524mm),确定下沉深度以便使顶部芯片和底部芯片的金丝不相互接触[1]。顶部引线框架和底部引线框架之间的电互连,是通过引线到引线的焊点完成,这就是为什么SCP封装是低成本技术的原因。图2(b)展示了已装配的SCP封装。SCP封装被称为SOP(小外形封装)型封装,在短侧面有9.653mm(380mil)的外部尺寸,在长侧面有 22.225mm(875mil)。然而,SCP封装对封装格式、封装外部尺寸和DRAM堆叠芯片的类型没有特定限制。
图 3(a)和图 3(b)为顶部和底部引线框架的顶视图,电镀的焊料材料在图中框架堤坝附近用白色表示。顶部引线框架没有外部引线,依次完成LOC芯片粘附和丝焊。接着,用静压和在惰性气体环境中加热的方法把顶部和底部引线框架进行接合。同时把顶部引线框架的数十根引线压焊到底部引线框架相应的引线,在接下来的第三部分引线到引线的焊接工艺及其相关的焊料材料中将进行详细的论述。接合的引线框架通过传递模塑密封。在成型工艺中,顶部和底部引线框架的堤坝同时切割。底部引线框架的外引线最后变为鸥翼形。

图22 个高SCP封装

图3顶部和底部引线框架视图
图4 为阐述一个128M同步动态随机存取存储(SDRAM)SCP样品的原理框图。128M SDRAMSCP包含2个具有同样位结构加2个相应的引线框架的64MSDRAM芯片。64MSDRAM芯片可采用不同的位结构,例如8M×8b,16M×4b,64M×1b等。其中之一为64M×1b。关于图4,既描述了SCP的略图又说明了芯片选择方法。32M×4b的128MSDRAMSCP可通过把两个具有16M×4b位结构的64MSDRAM芯片结合来组成,接着依次存取两个64MSDRAM芯片。两个64MSDRAM芯片的数据输入/输出焊盘D0-D3通常与SCP封装相应的数据输入/输出端口D0-D3相连接。在此位结构中,X地址信号X0-X12和Y地址信号Y0-Y10,通常反馈给64M SDRAM芯片地址输入焊盘A0-A12。另外,一个X地址信号,担当一个芯片选择信号,反馈给地址输入焊盘A13。X地址信号的等级确定两个64M SDRAM芯片中的那一个将进入选定状态。交替芯片选择的结果,SCP封装拥有32M×4b的位结构,同时拥有4b单位的输入或输出数据。由于两个64MSDRAM芯片采用交替法激发,因此128MSDRAMSCP的功率损耗几乎等于一个64MSDRAM芯片的功耗。

图4 包含两个具有同样位结构16M×4b的64M SDRAM芯片128MSDRAMSCP的原理框图
2 引线到引线的焊点
装配和运行期间为了确保顶部和底部引线框架之间稳定的电互连,要求强有力的机械焊点。通常需要焊接媒介把两个元器件进行电和机械连接到一起,电子应用领域大多数普通的焊接媒介为焊料材料和导电聚合物粘合剂。表2总结了几个焊料材料和填充银导电聚合物粘合剂在室温状况下的体积电阻率。这里所指的焊料材料要求具有高的导热和导电性能,再者,填充银的环氧树脂是相对昂贵的材料,在焊接工艺后需要后固化。因此焊接体应非常小心处理,直到其完成后固化工艺。介绍的焊料材料和接合方法具有下列特征:无钎剂接合工艺,低电阻率,环保绿色,强焊点强度,低α-粒子发射,以及低成本。彻底完成可行的电接合系统优缺点的评定后,最终选择两个候选者依次进行探讨[2]。其一为Ag/Sn无钎剂焊点,另一个为Ag高压机械焊点。

表2室温下焊料材料和填充银导电粘合剂的体积电阻率
2.1 Ag/Sn无钎剂焊点
对Ag/Sn无钎剂焊点而言,顶部及底部引线框架焊点区域采用5μm厚的银/5μm厚的锡,有选择地连续进行电镀。在接合工艺中,采用静压及超越锡熔化温度如232℃的氮气环境中加热,把顶部及底部引线框架接合。预防锡层氧化氮气流是不可缺少的,最终获得高质量的焊点。图5(a)展示了在引线到引线接合之前在引线框架上电镀两层Ag/Sn的结构。银层对引线框架材料Fe42%镍合金,发挥着粘附催化剂的作用。图5(b)展示了顶部及底部引线框架接合后横截面微组织图,可看出,在银和锡之间的两个界面处新形成的球状二次相。SEMEDS测量确认此二次相为银锡金属间化合物Ag3Sn。因此,Ag/Sn无钎剂焊点形成了多层引线框架结构,Ag/Ag3Sn/Sn/Ag3Sn/Ag/引线框架。
2.2 高压Ag机械接合
因为银的熔化温度太高,不能采用无钎剂焊接作为接合方法,在提升的温度状况下尝试高压机械接合。在室温状况下获得坚固的接合是不可行的。然而,在200℃的工艺温度完成坚固接合是足够的。对高压机械接合而言,顶部及底部引线框架接合用7μm厚的银电镀。在接合工艺中,用从10~60kN高静压范围加热到高温,把顶部及底部引线框架进行接合,与无钎剂焊接工艺不同,不需要环境控制。
图6证明了在两个镀银层之间形成了完美的金属化焊接,即高质量焊点。胶层厚度约为11.3μm,这意味银镀层严重的塑性形变。机械接合工艺产生几乎恒定的胶层厚度,相反,无钎剂焊点显示出胶层厚度有某种程度的变化,原因在于接合工艺期间锡彻底溶化[1]。
发现Ag/Sn镀层对形成高压机械接合是可行的,形成的Ag/Sn高压机械接合与图5(b)所示的微组织图非常相似。传递模塑期间,数十kN的加紧力作用于顶部和底部引线框架上。通过把引线框架的焊料镀层区域扩进入到加紧力可作用到的区域内,证明在传递模塑期间,Ag高压机械接合与Ag/Sn一样也能提供坚强且可靠的接合。传递模塑的工艺温度为175℃,获得坚强接合是足够的。

图6 镀银层的引线框架的横截面与银到银接合微组织结构图
2.3 引线到引线接合的机械强度
在室温下通过单个搭接剪切强度试验测量接合点的机械坚固性,为试验设计的专用测试标本如图7所示。接合区域面积为0.4536cm2,对每个接合系统而言测试4个样品。测试结果表明,Ag高压机械接合形成较高强度49.1MPa,而Ag/Sn无钎剂焊点产生较低的强度32.7MPa。

图7 用于测量接合强度的单个搭接剪切强度试验简图
通过扫描电子显微镜观察顶部和底部引线框架的机械分界面,按照图8(a),假定为Ag/Sn无钎剂焊点,主要沿着Ag3Sn/Sn边界发生粘附失效。图8(b)展示了Ag机械接合失效表面,确定为银自身的延性破裂。破裂表面上SEM观察显示出Ag/Sn无钎剂焊点的接合强度次于Ag高压机械接合强度,主要是由于接合材料本身而不是接合方法。
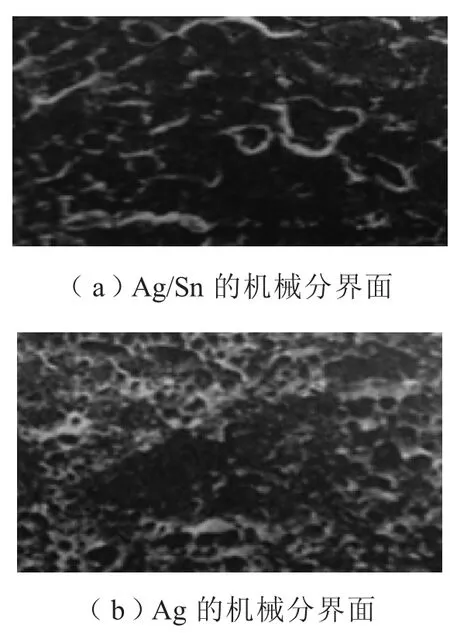
图8 SEM微组织结构图
3 可靠性
3.1 爆米花裂纹试验
研究表明,塑料封装中的湿气在表面贴装工艺期间能够引起裂纹或分层现象。因为SCP封装也是由模塑塑料制成,易受湿气裂纹及别的塑料可靠性问题的影响。采用扫描声学摄影装置(SAT)在所有封装预处理前,核查初始分层或裂纹现象[2]。用于湿气研究的预处理流程首先是在125℃完成24h的预焙,以便驱除残留湿气。接着在85℃/85%RH状况下,把封装暴露进行水分吸收。对每个暴露时间采用10个单位封装的样品尺寸,预定时间的湿气暴露之后,让封装经受两个通路的IR回流应力。在焊料回流中采用的温度分布的峰值温度为235℃。然后采用SAT和30×光学显微镜检查封装,确定裂纹和分层现象。在85℃/85%RH状况下24h存储之后,SCP封装的吸水性状态几乎达到饱和值0.09%。

图9 预处理前SCP封装的SATT扫描图和预处理后在85℃/85%RH状况
伴随两个IR回流循环的96h的水分吸收后的SCP封装的SATT扫描图。把下部的图像和上部的图像进行比较,仅仅观察到LOC胶带周围区域略微的分层传播现象[3]。不存在由于诱发应力的湿气形成的新分层界面。从IR回流后的SAT和光学显微镜检查可看出,没有观察到封装裂纹或界面分层现象。从而表明,对诱发裂纹现象的湿气而言,SCP封装具有良好的抵抗力。
3.2 温度循环试验与高压蒸煮试验
除了诱导敏感性的湿气之外,SCP封装既要经受温度循环试验,又要经受高压蒸煮试验。除暴露于85℃/85%RH状况24h之外,已通过电测试的封装要经受同样的预处理。采用两种类型的可靠性应力试验,再次进行电试验以便确定电性能是否良好[3]。
表3给出了可靠性试验结果,所有测试的封装经历了200个温度循环和168h的高压蒸煮。从湿敏性试验、温度循环试验和高压蒸煮试验可得出,与标准塑料封装TSOP相比较,SCP封装具有优越的可靠性。

表3温度循环试验和高压蒸煮试验后得到的电测试结果
图10展示了Ag/Sn无钎剂焊点典型的接合微组织结构图,在200个温度循环后得到的。图11是在高压蒸煮条件下168h存储后得到的。把图10和图11结合起来与图5(b)所示的接合微组织结构图进行比较,由于可靠性应力,Ag3Sn金属间化合物的生长是最值得注意的情况。另外,也观察到银原子额外的沉淀,这是接合工艺期间在Sn基体过饱和的原因,作为一种金属间化合物Ag3Sn(图中箭头标识)。从图10、11中可确认温度循环试验和高压蒸煮试验都证明沿接合点不会产生任何微型裂纹现象,此裂纹可能降低引线到引线接合的长期可靠性。
从银的材料特性可得出,高熔化温度及对化学腐蚀的高抵抗力,通过Ag的高压机械接合完成的微组织结构图观察到,可靠性试验后,不存在可量度的变化。

图1185 ℃/85%RH状况下暴露168h
4 结束语
根据采用金属焊料的引线到引线接合法,探研了低成本高可靠的SCP封装。SCP封装包含在模塑塑料封装内部担当插件的多个存储芯片和引线框架。因此,SCP封装能够使系统制造者在不增加板面积的情况下,易于实现是单芯片2倍或4倍的存储容量。
作为引线到引线接合方法,全面评定了Ag/Sn无钎剂焊点和Ag高压机械接合,成功地提供了坚固可靠的电传导路径而没有任何信号退化现象[2]。除了在传递模塑之前的初步接合之外,在传递模塑期间,发现Ag或Ag/Sn的高压机械接合也提供了坚固可靠的接合。在85℃/85%RH状况下吸收水份96h,伴随着两道IR回流,在封装中不存在裂纹现象和界面分层现象。SCP封装也经受了两类可靠性应力试验,即范围从-65~150℃的200个温度循环以及在高压蒸煮状况下暴露168h,显示出比标准TSOP封装优越的可靠性。
