啤酒自动装箱设备的优化改造
2018-12-27张洪涛
张洪涛
自动装箱设备在啤酒生产线中具有重要地位,它将包装成品按一定排列方式和定量装入箱中。本文介绍了一种对目前国内主流啤酒生产线自动装箱设备进行优化改造的方法,改造后能够大大提高整线生产效率,降低生产成本和工人数量。
目前国内主流的自动装箱设备大多是通过引进、测绘和仿制国外设备发展起来的,受制造厂商水平限制,距离世界集机、电、气、液、光、磁、生为一体的先进自动装箱设备还有很大差距,产品线整体功能还不够完善,自动化程度依然不够高,有的厂家依然采取在进瓶台后增加人工操作台等方式进行人工干预,大大增加了人工成本,降低了整线效率。近年来,赤峰(燕京)啤酒有限责任公司大力优化改造现有自动装箱设备,采取使装箱机横向进瓶链道及后续链道自动跟踪装箱机进瓶台控制同步运行的方法,大大增加了流程线自动化程度,减少了用工数量,取得了较好效果。
一、加装变频器
在装箱机进瓶台加装变频器,使进瓶台进瓶量始终与装箱机最大装箱量相等,最大限度地避免了进瓶台瓶子拥挤造成的卡瓶问题,减少了进瓶台的无效工作。在横向进瓶链道及后续链道加装变频器,使链道输瓶量等于进瓶台进瓶量,确保了横向进瓶链道与进瓶台的工作保持同步。瓶流运行正常时,变频器以恒定频率工作,横向进瓶链道输瓶量等于进瓶台进瓶量,进瓶台间歇工作,横向进瓶链道也间歇工作,避免了进瓶台瓶子拥挤和过渡段缺瓶、倒瓶。横向进瓶后续段与横向进瓶段控制方法相同。瓶流运行不正常时,也就是横向进瓶链道瓶流检测装置检测到链道缺瓶时,通过在横向进瓶链道及后续链道加装的变频器,使链道高速运转快速追瓶(补瓶),直到检测到不缺瓶时,恢复到正常运转速度,保证了链道不缺瓶、不挤瓶,为进瓶台的瓶流提前做了梳理。
二、优化输瓶路径
将横向进瓶链道在装箱机进瓶口处护栏改变角度,由原来的直线连接变为带角度连接,改变瓶流运行受力方向,使瓶子的数量与瓶压力均布,保证了瓶子在进平台内有序排列、顺畅运行。
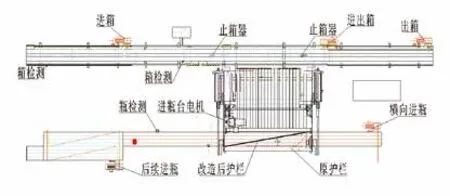
三、优化进出箱链道控制方式
将原来由输箱链道控制柜控制的进箱链道、出箱链道控制权,改为统一由装箱机控制柜控制,使进箱链道、出箱链道与装箱机同步运行。装箱机进出箱链道高速进箱时,装箱机控制柜控制进箱链道延时0.6秒高速进箱,给止箱器留一个断箱空间,防止了多箱;出箱链道高速运行,确保了快速出箱。装箱机进出箱链道低速和停止时,装箱机控制柜控制进箱链道低速进箱,在两个箱检测开关都检测到满箱时,暂停进箱,等待下一次高速进箱;出箱链道低速运行。卸箱机原理与装箱机相同。
经两个车间的改造实验,瓶流箱流在进出机器时排列有序、通过平稳流畅,大大提高了装卸箱机效率,降低了输瓶输箱链道速度,减少了瓶箱磨损、瓶箱空位,减少了生产人员和劳动强度。
