混凝土预制构件布料机设计研究
2018-12-26韦赵滨石小虎陈炜宁曹国巍张声军
周 磊,韦赵滨,石小虎,陈炜宁,曹国巍,魏 乾,张声军
(1.中国建筑科学研究院有限公司 建筑机械化研究分院,河北 廊坊 065001;2.廊坊凯博建设机械科技有限公司,河北 廊坊 065001)
1 背 景
建筑工业化,住宅产业化是我国建筑业的新趋势。混凝土预制构件布料机简称PC(precast concrete)布料机,是建筑工业化中生产混凝土预制构件的重要工具。目前,我国的装配式建筑市场需求巨大,但是实现构件量产的工厂很少,造成我国建筑行业无法从现浇转换为预制装配。现有PC布料机日布料量在850~900m2,技术不够完善,有如下缺点。
1)现在工厂里的PC布料机采用的出料方式是利用混凝土自身的重力,出料量和出料速度都是不可控的。门帘式布料机布料不均,需要人工摊匀,效率很低。
2)移动的人工控制布料机,需要人工辅助布料,这种布料机的作用就相当一个混凝土的转运装备,自动化和智能化程度很低,无法实现产业升级。
3)自动布料的PC布料机,虽能实现自动移动,但定位不准,通过人工将模具图纸信息处理之后输入控制器,过程复杂而且需要反复输入。
本文论述一种新的布料机设计研究,可进一步提高布料产量,减少人工劳动,提高工作稳定性,降低生产成本,实现布料机产业升级。
2 结构组成和系统原理
2.1 结构组成
如图1是自动布料机的结构简图,主要由钢结构轨道架、行走系统、称重系统、储料斗、储料斗升降系统、搅拌系统、螺旋布料系统、液压系统、电气控制系统等组成。
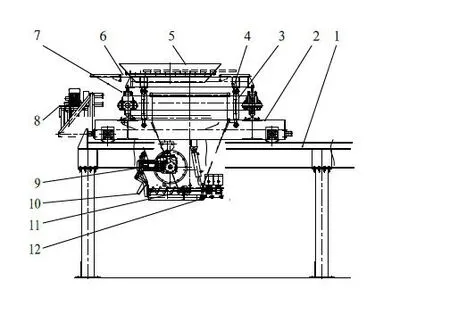
图1 预制构件布料机结构图
2.2 系统原理
中央控制器控制搅拌机卸料到布料斗,根据模具图纸的信息控制布料机移动并控制对应的螺旋输送机和布料阀门打开,在移动过程中布料。通过“S”形行走规则覆盖模具的整个区域,从而将模具中布满料。如此移动布料机循环往复,实现对各模具的布料。
3 设计研究
3.1 布料方式选择
原来的布料机是利用混凝土自身的重力和流动性来进行布料的,这种方式结构简单,但布料效果差,需要人工辅助,可控性差,不能进行量化操作。新的布料机通过螺旋输送机(图2)输送混凝土进行强制出料,均匀布料。控制器控制布料机横向移动,在厚度非零的区域启动螺旋输送机,变频器运行同时继电器打开出料阀,开始布料。

图2 螺旋布料机构
布料机的布料量可以通过螺旋输送机的运行状况来进行计算,公式如下。
螺旋输送机输送量

式中Q——输送量,t/h;
D——螺旋叶片直径,m;S——螺距,m;
n——螺旋转速,r/min;
φ——填充系数;
γ——物料单位容积质量,t/m3;
ε——倾斜输送系数。
选定螺旋输送机安装固定之后,Q=kn,即在匀速移动过程中混凝土的出料量和转速成正比例线性关系,布料厚度和出料量也是线性关系,那么布料厚度和转速呈线性关系,通过控制螺旋转速来控制布料厚度。如果是单螺旋布料,因为所占长度短,会导致布料慢且效率低。这里的螺旋采用的是8个螺旋并排能显著提高布料覆盖率,提升效率。
建立模型采用微分的思想来分析如何控制布料厚度:取一极短的时间Δt;设布料机的移动速度为v;设布料机的布料宽度(8个螺旋的所占宽度)为s;设布料厚度为h;则布料机移动距离为l=Δtv;布料机布料的量为m=QΔt;因为截取的时间极短,认为下落的料堆积成长方体,则m=ρV, 因 为V=slh;h=(knΔt)/(ρsΔtv); 得 到h=(kn)/(ρsv)。
可见,布料的厚度和螺旋输送机的转速成正比,和布料机的移动成反比。为了保证布料的均匀性,需保持布料机以恒定的速度移动布料,通过调整螺旋的转速来改变布料厚度。
3.2 自动化生产技术
通过人工控制布料机移动布料不仅需要增加劳动力控制外,而且布料斗装满混凝土时重近4t,存在安全隐患。新的设计用控制器控制伺服电机来进行移动并控制螺旋的转动和布料阀门开闭。其控制系统如图3。

图3 布料机控制系统简图
布料机控制系统主要是由上位机和控制器,伺服控制器变频器和各种传感器组成。采用分散控制集中管理的控制策略,通过各控制模块控制各执行机构,并由控制器统一管理。上位机通过图纸解析,将模具的图纸信息转换为布料机移动的坐标命令,按“S”形路线进行移动,根据模具信息启动螺旋,用变频器上面运行对应的常开点控制布料电磁阀。变频器的频率是根据模具所需的布料厚度决定的。“S”形移动首先在原点纵向移动到模具边缘,再横向移动布料车的长度,接着纵向移动到模具边缘,再横向移动布料车的长度,如此循环往复直到覆盖整个模具,布料完成后自动移动回到原点。出料量通过称重系统准确控制,实时动态修正。位置传感器检测布料机到达的关键位置,原点位置,模具边缘位置等,配合伺服系统准确完成位置移动。采用现场总线通信,协议兼容Profibus ,Modbus协议。
3.3 图纸解析方法研究
通过模具图纸可以确定的布料路径和阀门开闭等各种控制命令。为了减少人工重复性的输入图纸的相关信息,通过设计程序,用软件处理图纸,转换成坐标命令,大大减少了重复性的人工操作。如图4所示,这是上位机程序中的一个子程序,在启动生产前需要加载图纸,生成模型坐标信息并给到控制器移动布料机布料。
4 结 论
新型布料机采用强制式螺旋出料,出料量可以准确控制,而且出料均匀,不会洒料到模具外。移动和布料采用自动化控制,布料高效快捷,适合量产。直接加载图纸补充模型库,实现自动布料,可配合自动化生产线。经过现场的施工实践,该布料机效果理想,能够一定程度推动PC构件的生产,顺应了装配式建筑的发展。
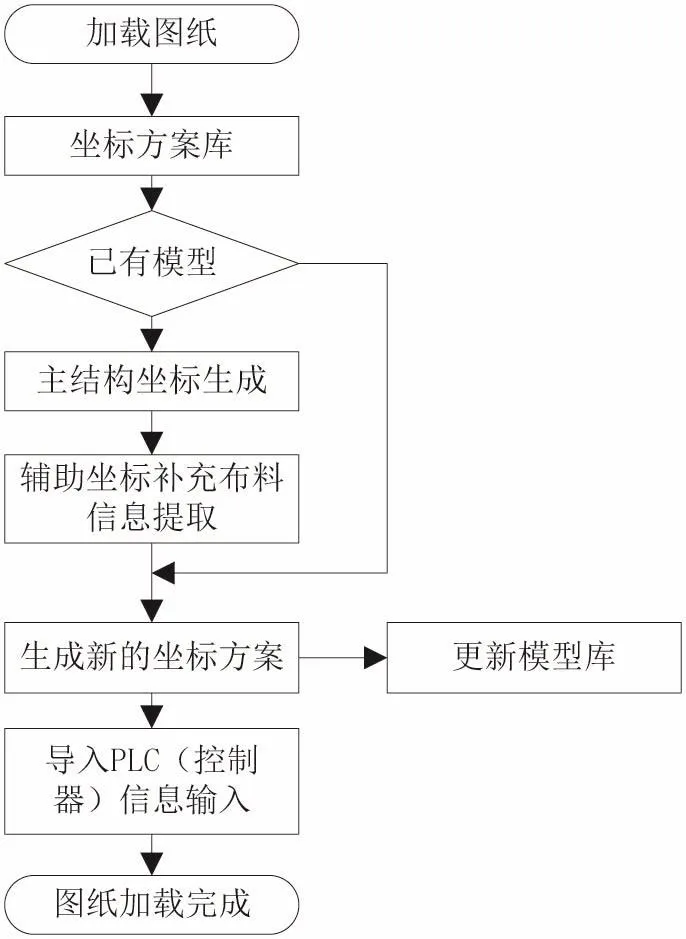
图4 图纸处理流程
