工业机器人第七轴的硬件设计与实现*
2018-12-21韩金利
韩金利
(山西机电职业技术学院 数控工程系,山西 长治 046000)
0 引言
随着“中国制造2025”部署的全面推进,工业机器人作为重点发展的十大领域之一[1],广泛应用于现代制造工厂[2]。工业机器人的大规模使用已经成为智能制造的发展趋势和必然要求,在很多工作站上下料的使用场合,工业机器人手臂运动空间有限,难以满足要求,这就需要为工业机器人配置一个直线轴,使工业机器人先整体移动到机器人手臂能够触及的位置,然后由机器人手臂完成上下料动作。
本文给出了基于ABB公司IRB 120系统的六关节机器人第七轴运动的解决方案,分析了ABB机器人I/O模块的配置、西门子PLC的伺服轴配置以及其程序设计的思路。
1 总体方案设计
本文采用ABB公司的机器人,该机器人提供了丰富的I/O通信接口,使用DeviceNet总线协议,其外围连接华太公司的远程I/O模块FR8030实现数据通信,而西门子PLC组态数字输入模块1221负责接收机器人提供的位置信息与速度信息,PLC以此信息为依据发送速度与方向指令给伺服驱动器,由驱动器负责转换成电机所需要的电流,进而控制电机运动,以此来控制第七轴的移动位置。机器人第七轴运动方案的总体框图如图1所示。
2 硬件电路设计
本文中ABB控制器XS17接口与华太远程I/O FR8030总线接口连接,电气连接示意图如图2所示。其中XS17为CAN通信远程I/O模块,远程I/O的输出模块FR2108与1221数字输入模块相连接,负责接收机器人侧发送的位置信号与速度信号,具体I/O接线在此不再赘述。PLC依据接收信号发送脉冲指令给三菱伺服驱动器MR-JE-40A,伺服驱动器控制电机动作,PLC与伺服驱动器电气连接原理图如图3所示。

图1 机器人第七轴运动方案的总体框图

图2 XS17与FR8030电气连接示意图
3 ABB控制器通讯板卡配置与I/O配置
3.1 通讯板卡配置
板卡配置步骤如下:
(1) 打开系统总电源,待系统启动后,将工作方式切换到手动方式。
(2) 点击示教器屏幕左上角的“ABB主菜单”,在跳出的主页面中双击“控制面板”。
(3) 在控制面板中双击“配置”,在I/O页面中选中“DeviceNet device”,点击“显示全部”。
(4) 在“DeviceNet device”页面中点击添加,在“使用来自模板的值:”一栏中,点击下拉按钮,选择“DeviceNet Generic device”。
(5) 在跳出的页面中进行参数设置:参数“name”定义为FR8030;参数“address”设置为11;“Vendor ID”设置为9999;Product Code设置为67;Device Type设置为12;参数“Connection Output Size(bytes)”设置为12字节;参数“Connection Input Size(bytes)”设置为2字节;其他参数选择默认。
(6) 点击“确定”完成板卡配置。

图3 PLC与伺服驱动器电气连接原理图
3.2 I/O配置
I/O配置步骤如下:
在I/O页面中定义I/O信号,点击页面底部的“添加”按钮;参数“name”设置为“DO_0”;参数“Type of Signal”设置为“Digital output”;参数“Assigned to device”设置为FR8030;参数“Device map”设置为0;至此一个输出信号设置完成。
这里需要说明的是参数“Device map”对应的数字即为远程I/O模块上对应I/O点数的序号,0~7对应FR8030第一个输出模块FR2108上0~7接口,8~15对应FR8030第二个输出模块FR2108上0~7接口,依此类推。
4 PLC I/O组态与伺服运动轴配置
4.1 I/O组态
文中控制器采用CPU 1212C DC/DC/DC,数字输入模块采用SM 1221 DI16×24VDC,在设备视图右侧设备概览中设置输入地址为“8...9”,其步骤如下:
(1) 在左侧项目树中点击“设备组态”,在出现的页面中点击“设备视图”,在右侧目录中点击CPU,点击相应型号的控制器(CPU 1212C DC/DC/DC),在展开的目录中拖动订货号为“6ES7 212-1AE40-0XB0”的模块到相应的插槽中,默认为1。
(2) 在属性对话框中点击profinet接口(X1),IP协议中设置IP地址192.168.0.3以及子网掩码255.255.255.0。
(3) 在右侧目录中点击DI,点击相应型号的数字输入模块(SM 1221 DI16×24VDC),在展开目录中拖动订货号为“6ES7 221-1BH32-0XB0”的模块到相应的插槽中,默认为2。
4.2 伺服运动轴配置
本设计中需要使用电机传递动力,从而带动第七轴做直线运动,而TIA Portal软件中集成了CPU S7-1200的运动控制功能,可以非常方便地实现对步进电机或者伺服电机的控制。在TIA Portal软件中对工艺对象进行组态,CPU S7-1200就可以使用组态工艺对象来实现CPU与驱动器之间的信息交互,在PLC程序中,可以通过运动控制指令来控制定位轴实现各种动作[3]。
5 系统软件设计
5.1 ABB关键程序设计
本文根据设计需要,定义4个重要信号,分别是ServoPosition、ServoVelocity、ServoHome、ServoArrive。其中,ServoPosition中device mapping设置为0~9、ServoVelocity设置为10~11。关键程序流程如图4所示。图4中机器人发送给PLC的两位信号作为速度信号。
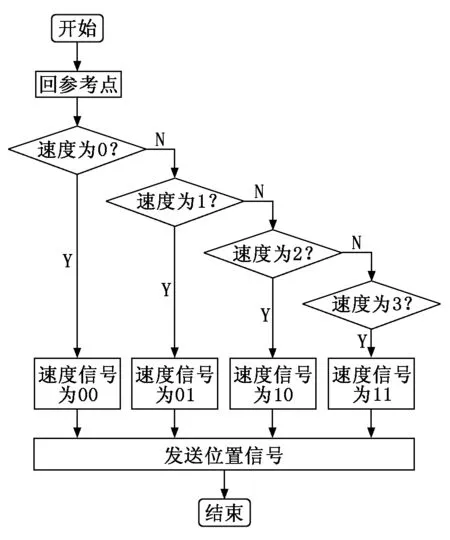
图4 机器人关键程序流程图
5.2 PLC程序设计
本方案中要求直线轴必须首先回到原点位置,当PLC自动存储原点位置后,以该位置为基准,存储直线轴的运动位置,回原点完成信号是从Mc_home模块中的Done中获取。另外Mc_MoveAbsolute的Execute信号是一个上升沿执行一次,上升沿由SM0.5提供,当目标位置与当前实际位置不同时输出上升沿信号给Mc_MoveAbsolute模块。直线轴移动的当前实际位置从ActualPosition变量中获取,ActualPosition为TO_PositoningAxis类型工艺对象中的变量,PLC程序流程如图5所示。
6 调试步骤
6.1 PLC控制器程序调试
在TIA Portal软件中组态设备,编写梯形图程序,完毕后,编译保存项目;然后将程序下载到PLC中,下载步骤如下:
(1) 设置计算机IP地址为192.168.0.8(保证与PLC处于同一网段)。
(2) 点击“下载”,将显示“可访问的设备”对话框。
(3) 从“PG/PC接口类型”下拉列表中选择接口类型。
(4) 从“PG/PC接口”下拉列表中选择编程设备/PC的所需接口。
(5) 单击“开始搜索”按钮,在搜索表格中显示可访问设备。
(6) 选中所需可访问设备,点击下载即可。

图5 PLC程序流程图
6.2 机器人程序调试
当机器人示教器中的程序编写完毕后,开始调试程序,调试步骤如下:
(1) 点击窗口底部的“调试”菜单,在右侧跳出的对话框中点击“PP移至例行程序”,显示例行程序目录,选中所需例行程序,点击“确认”即可。
(2) 在跳出的例行程序窗口中,再点击“调试”,在右侧跳出的对话框中点击“PP移至光标”。
(3) 按“单步前进”按钮,即可验证程序运行。
7 结束语
本文介绍了ABB机器人通信板卡的配置过程,给出了工业机器人第七轴运动的硬件设计方案,深刻详述了PLC控制器与步进驱动之间的关系、S7-1200 PLC与数字输入模块1221之间的关系,给出了调试程序的具体步骤,并在实验中得到验证,对今后的教学工作与科研工作有很大的借鉴意义。
