管道测压阀工艺加工钻铣专用夹具设计分析
2018-12-20黄金辉
黄金辉
(湖南联诚轨道装备有限公司,株洲 412000)
管道测压阀工艺加工钻铣专用夹具的设计,必须迎合市场需求,针对不同的管道工程,按照工程实际需求对工艺方法进行优化,从而提升各项技术指标。另一方面,管道测压阀工艺加工钻铣专用夹具设计,还要考虑材料以及设计方法的限制条件,选用针对性的设计模式,减少固有偏差现象,为管道工程做出更加卓越的贡献。
1 管道测压阀工艺加工钻铣专用夹具设计意义
目前我国大部分的管道工程建设,都能够按照预期设想进行,整体上创造的经济效益、社会效益都非常显著。结合相关工作经验以及目前管道工程工作标准,管道测压阀工艺加工钻铣专用夹具设计的意义可以概括为两个方面的内容。
第一,管道测压阀工艺加工钻铣专用夹具设计,能够不断丰富夹具体系,使得管道工程各项工作发挥应有作用效果。另外从管道工程整体工作部署角度考虑,专用夹具设计能够进一步改善测压阀的加工工艺,并对管道工程发展起到良好的推动作用。
第二,在夹具设计的过程中,钻铣工作也可以获得更多技术参考和指导,尤其是在测压精度提升方面,通过专用夹具设计,可以满足相关工作要求。
总之,管道测压阀工艺加工钻铣专用夹具设计对于管道工程整体优化具有独特的作用,值得深入研究。
2 管道测压阀工艺加工钻铣专用夹具设计的问题和不足
2.1 设计理论较为薄弱
以往的夹具设计,对于很多内容没有做出深入研究,尤其是在设计理论方面,是夹具设计的薄弱点,导致后续管道测压阀工艺加工钻铣专用夹具设计,无论是在理论研究,还是实践方面,都出现了很大的问题。
首先,设计理论研究的不足,导致夹具设计部分工作的无法拥有严谨的学术依据,完全是靠经验来进行的。极大阻碍了管道测压阀工艺加工钻铣专用夹具设计的发展,并且造成专用夹具设计各项工作发生矛盾,对于后续设计也非常不利,甚至可能造成潜在性设计隐患。
其次,由于设计理论的不足,管道测压阀工艺加工钻铣专用夹具设计的一些成品失败率比较高。另外,专用夹具设计理论的匮乏对管道工程的建设、测压阀综合改进都会产生比较大的阻碍。
2.2 设计实践不够先进
从客观角度来看,管道测压阀工艺加工钻铣专用夹具设计在业内已近有了比较多的研究实例,但是很多设计理念还需要通过实践工作进行检验,只有在实践中不断积累和改进,才能达到设计目的,使管道测压工作得到更多保障。但在调查研究过程中,笔者发现目前管道测压阀工艺加工钻铣专用夹具设计实践程度普遍不高,未能够达到预期标准。
首先,设计实践开展过程中,针对具体实践方案未做出科学的拟定,很多实践操作完全是凭借主观上的臆想来完成的,这就导致管道测压阀工艺加工钻铣专用夹具设计偏差问题严重,不仅提升了实践工作的危险程度,而且对后续实践工布置和实施,都起不到积极推动的效果。
其次,设计实践具有较高的单一性特点。管道测压阀工艺加工钻铣专用夹具设计本身具有较高的特殊性,设计实践如果按照单一的方法进行制定,虽然能够满足技术指标的协调要求,但是会出现较多的负面影响,造成的损失是无法在短期内弥补的。
3 管道测压阀工艺加工钻铣专用夹具设计的原则
从工程角度来看,管道工程的很多细节内容都要深入的研究。管道测压阀工艺加工钻铣专用夹具设计工作,不仅要对既有问题进行妥善解决,而且在后续实践工作中,应坚持在相关进行工作。
首先,管道测压阀工艺加工钻铣专用夹具设计的初期阶段,设计方案必须保持高度完善。传统设计技术手段,很多已经无法达到预期设计效果,那么更应该重视管道测压阀工艺加工钻铣专用夹具设计的创新性,这对于未来工作部署以及相关工作操作,都能起到很好的促进作用。
其次,在管道测压阀工艺加工钻铣专用夹具设计过程中,应坚持不同影响因素分类对比分析的原则。尤其在动态因素的应对与解决过程中,必须选用正确的方式方法,不能出现严重的疏漏情况。
最后,在管道测压阀工艺加工钻铣专用夹具设计过程中,应适当参考国际经验和国内全新标准,这样才能保证专用夹具设计工作不断向前发展。
4 管道测压阀工艺加工钻铣专用夹具设计的对策
4.1 确定生产纲领和类型
在管道工程研究与创新过程中,管道测压阀工艺加工钻铣专用夹具设计是非常有代表性的内容,想要保证专用夹具设计有较好的使用成绩,必须确定生产的纲领与类型。通过上述工作,管道测压阀工艺加工钻铣专用夹具能够很好地解决传统测压问题。例如,在阀体零件生产过程中,除了要完成生产任务所规定的数量目标,还要具有一定备品率和平均废品率。某公司的生产任务是为年计划产量1000台产品,每台产品中只包含1个阀体零件,要求备品率为5%,废品率为1%,确定零件的生产纲领如式(1)所示。

式中,Q为产品的年产量,n为每台产品零件的数量,a为备品率,b为废品率。该批管道测压阀属于中型零件,阀体生产纲领经计算为1060件,属于大批量生产。
从上述实例来看,确定生产纲领和类型后,能够在原有管道测压阀工艺加工钻铣专用夹具设计方法上,取得更好的指引效果,便于在后续各项工作实施过程中,对矛盾和冲突问题进行更好的解决。
4.2 确定毛坯的制造形式
目前,管道测压阀工艺加工钻铣专用夹具设计还存在一定局限性,想要在日后测压工作中,不断对既有问题进行解决,就要对毛坯的制造形式进行确定。毛坯是管道测压阀工艺加工钻铣专用夹具设计的基础组成部分,如果在制造形式上,没有进行精确化处理,或者是在具体的方法和手段上出现设计漏洞,那么在后续的管道测压工作的开展中,很容易出现较大偏差,产生非常严重损失。测压阀体在工作中了承受了较大的管道压力,根据压
力等级要求,毛坯有不同的机械制造方法,如铸造、锻造等。铸造方法生产的毛坯容易出现夹杂、疏松等缺陷,而管道测压阀体属于中高压规格的阀体,所以宜采用锻造工艺生产。阀体零件的毛坯材料多为AISI4130系列的合金结构钢,在毛坯的制造形式确立后,才能进行管道测压阀工艺加工钻铣专用夹具设计的下一步骤,其他工作也才能朝着正确的方向进行。由此可见,毛坯制作形式的确定对于整体钻铣专用工具设计具有非常大的影响作用。
4.3 机械加工余量及毛坯尺寸确定
从目前所掌握的情况来看,管道测压阀工艺加工钻铣专用夹具设计过程中,必须对多方面指标进行精准分析和把控,从简单的设计层面来理解这项工作,并不能取得良好的成绩。机械加工余量及毛坯尺寸确定,是管道测压阀工艺加工钻铣专用夹具设计的细节组成部分,应做到准确计算和深入分析。根据《机械加工余量实用手册》,确定的阀体零件机械加工余量如表1所示,由加工余量确定的阀体锻件毛坯尺寸如图2所示。
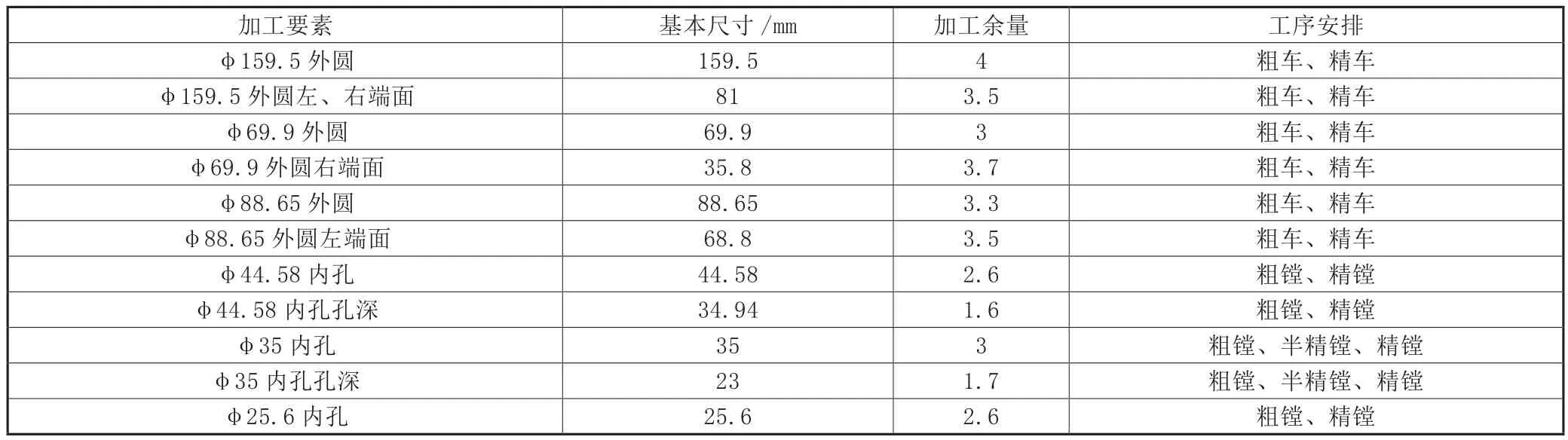
表1 机械加工余量
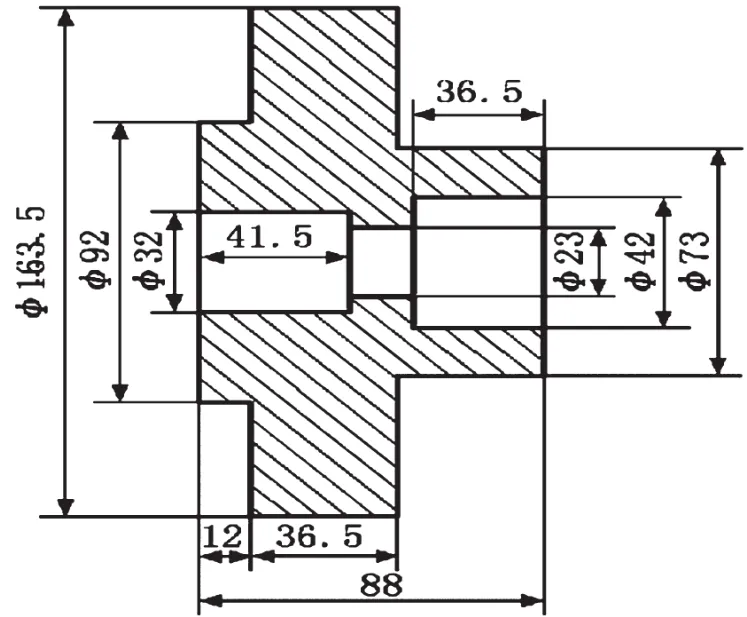
图2 毛坯的尺寸
4.4 定位基准的选择
现阶段研发工作中,管道测压阀工艺加工钻铣专用夹具设计,是比较有代表性的内容,为了管道测压阀工艺加工钻铣专用夹具设计能够创造出更高的价值,需要在基准定位方面加大研究力度,努力获得良好的成绩。对于零件加工而言, 粗基准的选择对后续精加工至关重要,通过研究调查,管道测压阀属于回转体零件,比较规则,所以粗基准容易选择。为了保证前后端面位置精度的要求,选择φ159.5mm右端面作为粗基准。选择精基准时应重点考虑如何减少工件的定位误差,保证加工精度,并使夹具结构简单,工件装夹方便。根据以上原则,首先选择φ25.6mm内孔和φ69.9mm外圆右端面定位,用φ159.5mm外圆找正φ25.6mm内孔和φ69.9mm外圆右端面,用φ159.5mm外圆找正φ25.6mm内孔母线。精基准选择φ25.6mm内孔轴线,这样可以在一次装夹中尽可能完成所需零件形状的加工。其次,再掉头加工左端部分时,同样按照基准统一原则,精基准选择φ25.6mm内孔轴线。
5 管道测压阀工艺加工钻铣专用夹具设计发展
随着科技的不断进步,管道测压阀工艺加工钻铣专用夹具设计体系日趋完善,在各项问题的解决和处理方法选择上,能够做出正确决定,整体工作进步幅度比较大。今后,应继续在管道测压阀工艺加工钻铣专用夹具设计测试方面加大研究力度,针对全新测试理念和方法进行拓展,从多个角度扩展设计适用范围。与此同时,管道测压阀工艺加工钻铣专用夹具设计内涵也要不断丰富,学习国际上先进理念,为夹具制造行业发展做出更加卓越的贡献。
6 结语
我国对于管道测压阀工艺加工钻铣专用夹具设计的重视程度较高,今后要继续丰富设计体系,保证每一项设计工作的顺利,创造出更高的应用价值,推动我国工业技术的可持续发展。