A320型客机曲面壁板墙纸铺设成型工艺探讨
2018-12-18宗法忠张秉科吴剑兵
宗法忠,张秉科,吴剑兵
(广州飞机维修工程有限公司,广东 广州 510470)
A320型客机客舱曲面壁板墙纸铺设成型后,墙纸表面会出现不同程度的缺陷,本文通过对缺陷的造成原因进行总结,并对造成缺陷的各种可能原因进行深入的分析和探讨,力求在施工工艺方面获得能提高铺设此类墙纸质量的方法。
1 A320曲面壁板墙纸成型常见故障及成因
客舱曲面壁板上的墙纸表面材料为一层Tedlar层(聚氟乙烯PVF),有稳定的物理化学性质表现出优良的耐老化性,此外墙纸特有的拉伸变形的特性能够让墙纸成型于三维曲面壁板的表面。然而在墙纸成型于曲面壁板后,墙纸表面会出现诸如类似褶皱、破损、鼓泡等现象,极大的影响墙纸的成型质量。下面试着对墙纸成型后表现的不同种类的缺陷及各自成因展开探讨。
类褶皱现象及成因分析:类似褶皱现象,即在真空成型的过程中因墙纸的拉伸变形导致的墙纸变形黏连的现象。出现这种现象是因为墙纸拉伸变形的不均匀,温度效果不够时易造成墙纸的褶皱现象;另外作用在墙纸两端的压力不同,一边高一边低同样会造成墙纸表面褶皱的现象。
破损现象及成因:墙纸在热真空成型过程里墙纸会出现破损现象,这种现象主要因应力集中所致。常出现的位置是椭圆形的窗框位,主要是在制作减压孔时损伤墙纸致使拉伸形变时产生破损。
壁板折断现象及成因:复合材料体在外载荷的作用下,出现应力集中导致的一种破损。通常这种折断很少发生,只是偶尔会在修理过的窗框位置出现。
修理复合材料时使用的粘接剂本身的性能对粘接强度的影响,粘接工艺也是影响复合材料强度的一个因素,比如粘接时的工作环境、粘接尺寸、表面处理等都会对粘接强度造成影响,在外载荷的作用下这些位置出现了折断,如图1所示。
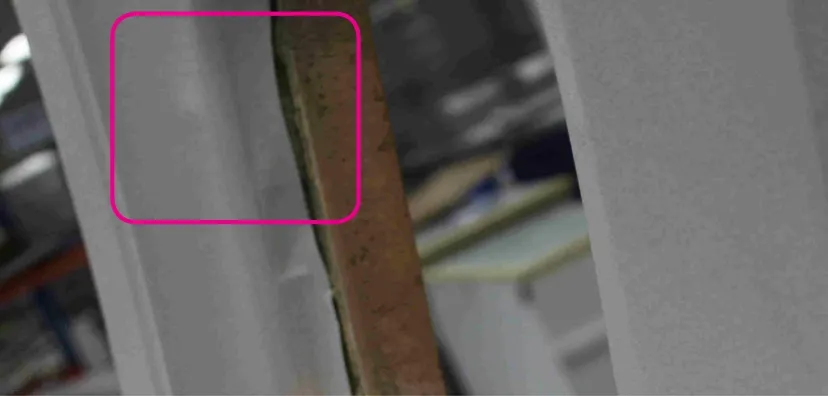
图1 曲面壁板出现折痕
鼓泡现象及成因:墙纸鼓泡是在墙纸和面板间形成一个类似鼓起的泡,这主要是因为墙纸和壁板间存留的空气无法遁出,当漏喷胶时该区域会出现空气的存留,在加温加压时空气无处溢流而导致的墙纸鼓泡;另一个原因可能是在墙纸形变的过程中不同部位对墙纸的拉伸形变要求不同,在拉伸形变较大的区域,温度上升了可是拉伸所需要的拉力不足,就造成粘接胶的性能变化导致墙纸和壁板间产生了空气形成鼓泡。
对一架C4检中A320客机客舱翻新中出现故障墙纸数量及类型进行统计,如表1所示。

表1 故障数量
在表1中可以看出曲面壁板墙纸铺设成型后墙纸表面缺陷较多,需要对这种损伤进行分析判断并找出应对方法。
2 曲面壁板维修施工工艺探讨
曲面壁纸板的维修质量,直接影响墙纸成型效果。所以对壁板进行正确的维修就变得尤为重要。
2.1 曲面壁板常见损伤
曲面壁板属于复合材料层压板,其主要用于客舱区域。客舱侧壁板就是这种类型的曲面壁板。
带有墙纸的曲面壁板,使用过程中常由物理和化学的原因造成墙纸表面出现破损。去除破损墙纸后,复合材料层压板常发现存在破损现象。表2列出曲面壁板出现问题的类型及其产生的原因。

表2 各种类型损伤原因表
表2中所提到的各种典型损伤会对墙纸的铺设产生很大的影响,所以在更换曲面壁板墙纸时需要对壁板进行检查和修理。
2.2 曲面壁板的维修
当壁板出现损伤时需要对损伤区域进行判断,然后根据不同的损伤类型进行维修。
2.2.1 损伤类型的判断
(1) 壁板表面损伤无裂纹
这种损伤的界定是明确的数值要求,损伤位置距离壁板的边缘不能大于50.80mm;损伤位置距离支架最大允许距离为101.60mm;损伤区域的直径为不能超10.16mm;面板表面损伤数量最多不能超过十处;损伤允许的最大面积为103.22cm2;缺陷之间的最小允许距离为20.32mm。
(2) 裂纹在壁板的表面
这种损伤的界定是有严格要求的,损伤位置距离壁板边缘不能超过50.80mm;损伤位置距离支架最大允许距离为101.60mm;裂纹的最大尺寸不能超过30.48mm;面板上的裂纹处不能多于两处;裂纹之间的距离最小为20.32mm。
(3) 单一表面损伤并且伤及蜂窝状材料
损伤位置距离壁板边缘不能超过50.80mm;损伤位置距离支架最大允许距离为101.60mm;裂纹的最大尺寸不能超过30.48mm;面板上的裂纹处不能多于两处;缺陷之间的最小距离不能超过60.96mm。
(4) 单或双面表面破损与蜂窝状材料破损
这种损伤的界定是有严格要求的,损伤位置距离壁板边缘不能超过50.80mm;损伤位置距离支架最大允许距离为101.60mm;损伤区域的最大直径不能超过101.60mm;壁板表面损伤处不能超过1处。
2.2.2 损伤区域的维修施工
对表面损伤无裂纹的损伤修理,需清洁损伤区域并涂上树脂并室温下固化,用砂纸打磨使修理区域与部件外形一致,用更细的砂纸打磨表面。
对裂纹在壁板表面的损伤修理,需清洁损伤区域并填充树脂,待室温固化后用砂纸打磨使修理区域与部件外形一致,用更细的砂纸打磨表面,不要伤到周边纤维层。
对损伤到蜂窝芯的修理,需去除损伤的壁板和蜂窝芯,对修理区域进行型面加工,更换蜂窝芯并铺层修理,真空固化,表面修理。
第一,创建一个VI,在前面板上放置图形显示控件中的波形图和Express XY图,默认的横纵坐标就可以,并将他们分别再复制两个以作为显示波形和频谱。
对穿透的损伤类型进行修理,需去除损伤的蒙皮和蜂窝芯,对修理区域进行型面加工,准备更换蜂窝芯并铺层修理,真空固化并检查修理效果,表面修理。
2.3 曲面壁板维修的耗材及施工要点
为获得理想的维修效果,需彻底清洁曲面壁板损伤区域及周边。使用的清洁剂主要包括异丙醇等溶剂。修理曲面壁板所使用的耗材基体材料主要是树脂,增强材料主要是玻璃纤维织物,另外还有一些辅助材料,比如分离膜、透气棉、真空袋膜等。
用不起毛的棉布蘸少量清洁剂,擦拭墙纸和曲面壁板表面,用干的擦拭纸擦去表面多余的清洁剂,擦拭方向为单一方向。清洁目的是为提高面板表面与墙纸表面的粘接性能。
墙纸铺设需使用热敏胶BOSTIK 7132及固化剂BOSCODUR 24T,按16:1的体积比进行调配。为提高喷涂效果,通常会在配好的粘接胶中添加一定比例的MEK溶剂,保证喷涂效果。
3 曲面壁板墙纸成型施工工艺探讨
用于铺设曲面壁板的墙纸是一种薄且不带胶的墙纸,在使用时需在其背面和壁板上分别刷涂或喷涂接触胶。
本文以Schneller厂家生产的牌号为S1201为铺设成型研究对象,同时对其展开施工工艺的介绍。
主要施工工具有风筒和气动喷枪。墙纸的铺设:粘接胶喷涂完后在室温下静置时间15分钟后进行墙纸的铺设。铺设时先将墙纸工整的铺设在壁板表面,确保墙纸不出现褶皱然后根据壁板曲面轮廓,在不加温的情况下用手轻轻的将墙纸和壁板粘接,之后用加温枪对墙纸表面加热,使粘接胶获得温度进而在墙纸和壁板表面产生分子扩散力,将墙纸粘在壁板表面。铺设时需特别关注温度和压力的搭配,在墙纸发软时及时对表面施加压力确保墙纸粘接牢固。
减压孔的制作(图2):热真空成型时为获取墙纸表面的真空压力,大多在窗框位置制作减压孔。根据窗框大小确定减压孔的大小,制作减压孔避免损失墙纸。

图2 减压孔
检查成型后的墙纸:取出成型后的工件并检查表面墙纸成型铺设质量
窗框位置墙纸反包(图3):借助热风筒包边窗框位置的墙纸。

图3 窗口位墙纸翻边
4 提高墙纸成型质量的工艺探讨
墙纸在真空成型机内借助温度、压力的作用粘接到壁板表面,如何获得更好的获得墙纸成型质量,值得探讨。
固定灯组真空成型机是一款飞机侧壁板墙纸成型设备,利用真空压力和红外辐射加热的方式,用于多种型号飞机壁板墙纸铺设工作。设备主要由加温设备、压膜设备、抽真空设备及控制系统组成。
曲面壁板通常存放在支撑模具的中部,面板和支撑模具之间放置通气棉和真空砂。确保面板得到均匀的支撑力。
4.1 墙纸成型施工要点探讨
墙纸成型施工时曲面壁板放置在密闭的胶膜腔内并给以温度和压力,加温方式为红外线灯泡,加压方式为真空泵抽取空气形成真空负压。
将手工铺设好的曲面壁板放置在真空床内,确保弧型面板地底部接触面不能出现悬空,然后将胶膜框缓慢放置到真空床正上方,接着将热电偶导线摆在覆盖曲面壁板的最低位置,将真空床推至加热箱下开始加温加压,墙纸成型后待冷却至30摄氏度后卸去真空负压,如图4所示。

图4 成型过程图
损伤类型和部位的不同对热成型所需压力和温度提出不同的要求,需根据面板修复情况来匹配温度、压力及其作用时间。在大量的施工经验积累的基础上总结出A320型客舱曲面壁板墙纸成型时的温度、压力的对应关系,如图5所示。
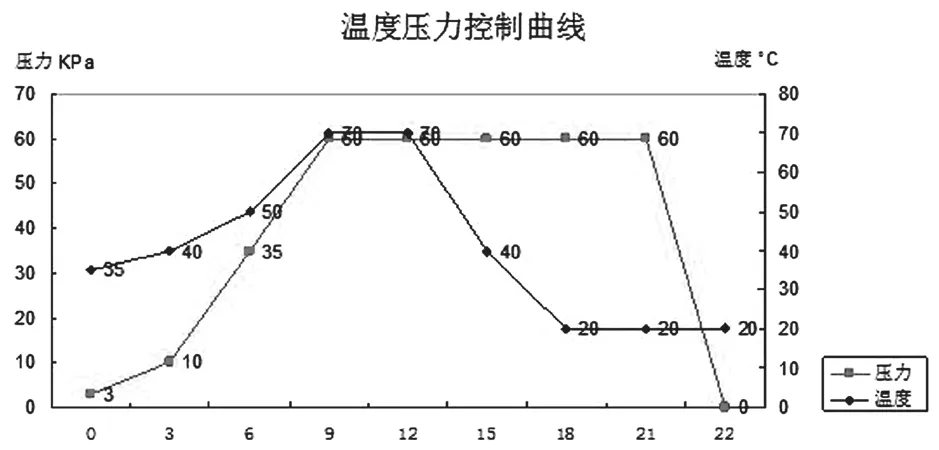
图5 加温加压曲线图
4.2 提高墙纸成型质量的工艺初探
4.2.1 曲面壁板维修工艺创新
在长期的维修过程中发现,损伤区域面积的大小和损伤的位置对成型墙纸时所需的压力温度有影响。所以在修理过程中会根据损伤的类型和位置,设计不同的修补型面。一般会将损伤区域的修补型面做成圆形以提高修理质量。
4.2.2 曲面壁板窗框位置开减压孔
为使墙纸表面获得足够且均匀压力,尝试在窗框位置处开出不同形状和尺寸的减压孔让墙纸在窗框位置获得充足的形变。实践证明这种方法能让墙纸在窗框位置获得预期的成型效果。
4.2.3 温度和压力的控制
在总结大量的经验数值并反复试验的基础上,获得能够较好成型A320型墙纸的真空压力和温度以及时间的匹配数值,具体见表3。
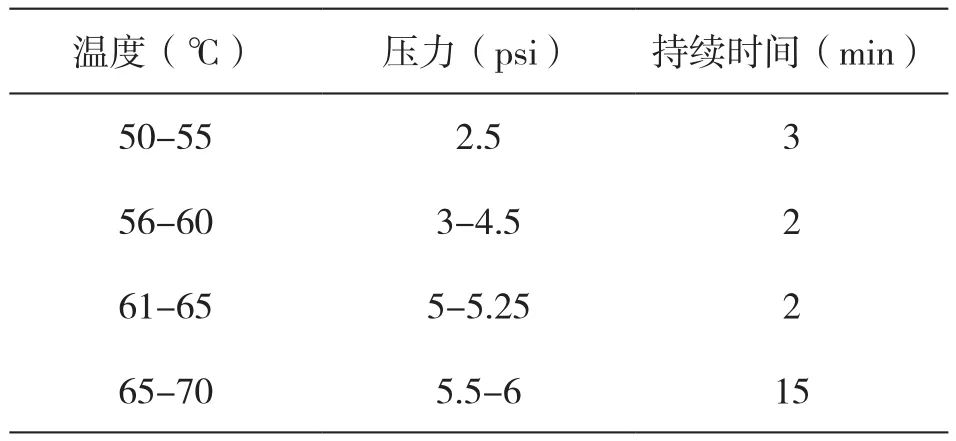
表3 温度压力时间匹配数据表图
4.2.4 创新工艺对墙纸铺设成型的直接影响以一架飞机38块侧壁板墙纸更换为例,损伤板材的数据为零,具体见表4。
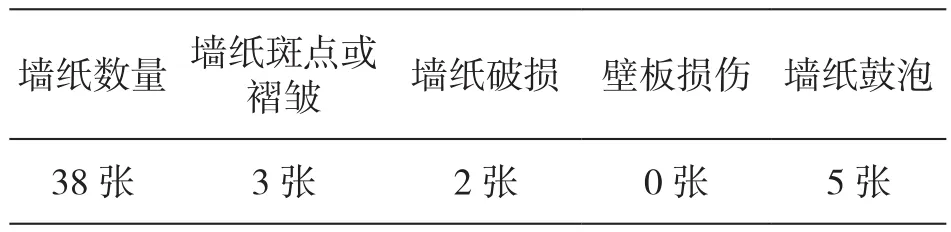
表4 墙纸损伤分类数据表
5 结论
在整个A320弧面壁板墙纸铺设的过程里面,通过不断的总结经验并尝试新的施工方法,得出能有效提高墙纸成型质量的方法,即通过制作修补型面、在墙纸上做减压孔、匹配温度压力等方法,来提高成型的质量和效率,初步解决以往墙纸成型时出现的不同问题。
