数控机床模块化设计系统的研究与开发
2018-12-18游有鹏杨雪峰
苏 铭 ,游有鹏 ,杨雪峰
(1.南京航空航天大学 金城学院,江苏 南京 211156;2.南京航空航天大学 机电学院,江苏 南京 210016)
1 引言
随着市场竞争的日益激烈,数控机床制造业面临着诸多挑战,除了产品的个性化需求以外,产品的设计周期、生产成本等也成为了决定产品竞争力的因素[1]。模块化设计方法以产品模块为基础,通过对模块的重新配置来实现数控机床产品的设计开发,有效地缩短了产品开发周期,降低了生产成本,提高了企业的生产力和产品的竞争力,成为目前的一个研究热点[2-3]。随着计算机技术的不断发展,信息化也成为了产品设计的一个发展方向,尤其是以CAD为代表的计算机辅助技术被越来越多的制造企业所应用。正如此,基于计算机辅助技术的模块化设计受到了越来越多的关注[4],其一般包含两个部分的内容:(1)对数控机床产品进行功能分析,划分产品模块并构建模块数据库;(2)从模块数据库中选择合适的模块并自动组装成符合客户需求的数控机床产品。
2 基于模块化的数控机床设计系统关键技术
2.1 模块的划分
针对数控机床的设计惯例及普遍存在的借用关系[5],从功能角度出发,建立产品功能模糊矩阵,利用矩阵的聚类优化从而进行模块的划分。将数控机床总功能划分为刀具与工件相对运动、自动换刀、辅助功能、支承功能四个一级子功能,其中,刀具与工件的相对运动功能是为了实现刀具对工件的准确加工,又可分解为沿X/Y/Z轴进给及转动、工件定位、刀具定位等7个二级子功能;自动换刀功能是为了实现加工刀具的自行选择和更换,又可分解为自动换刀、自动选刀等2个二级子功能;辅助功能主要指实现准确、可靠的加工工件所必须的功能,又可分解为冷却功能、润滑功能、排屑功能、防护功能、控制检测功能等5个二级子功能;支承功能主要是指机床安装和联接所需的功能。数控机床功能分解图,如图1所示。

图1 数控机床功能分解图Fig.1 Functional Decomposition Diagram of CNC Machine Tool
2.1.1 功能模糊矩阵的建立

根据上述理论,结合图1数控机床功能分解结果,可得到相对于客户需求的功能模糊矩阵如下。

2.1.2 功能模糊矩阵的优化
矩阵优化的目的是通过对矩阵中的行列顺序的重新排列,使得相关度较高的子功能聚合在矩阵的对角线附近。矩阵优化的优化函数,如式(4)所示:

式中:n—矩阵的维数;
rij—第i行和第j列的相关度值。
为得到矩阵优化结果,需利用优化算法对矩阵优化方程进行求解,常用的优化算法包括模拟退火算法、遗传算法、禁忌搜索算法等。通过分析数控机床功能模糊矩阵的特点,构建了一种结合了遗传算法全局指导性和模拟退火算法局部快速收敛性的模拟遗传退火算法[6]。矩阵优化流程,如图2所示。
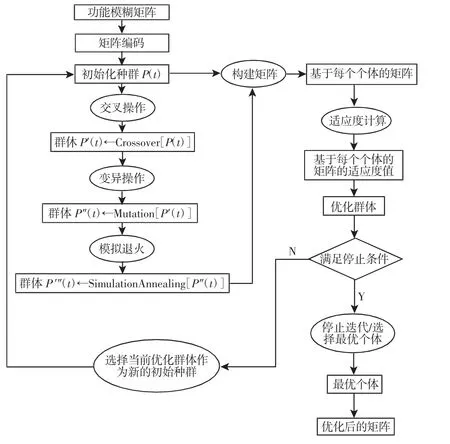
图2 功能模糊矩阵优化流程图Fig.2 Flow-Process Diagram of Functional Fuzzy Matrix Optimization
优化后的功能模糊矩阵T’如下,根据优化结果数控机床产品可划分为 6 个功能模块:{F15}、{F2,F5,F3,F4,F1}、{F6,F7}、{F10,F12,F14,F9}、{F8,F11}、{F13}。结合每个功能模块所对应的机床物理结构,综合考虑各方面的因素后数控机床模块划分结果,如图3所示。


图3 数控机床模块划分Fig.3 Module Division of CNC Machine Tool
2.2 模块数据库的建立
模块数据库由三个部分组成:模块模型库、模块信息库和模块图片库。模块模型库和模块图片库用来存储模块的三维模型图及模型预览图;模块信息库主要负责模块数据信息的存储与管理,包括模块标识信息、模块装配信息和模型尺寸数据三部分。模块标识信息指模块的编号,是模块存储和选择的索引;模块装配信息是由模块之间的装配关系组成,是进行自动装配的基础;模型尺寸数据是由模型的一系列尺寸参数组成,是进行模型参数化建模的关键。
2.2.1 模块的参数化建模
为了调用和修改模块的方便,模块模型采用了参数化的建模方法[7-8]。模块模型是具有属性的,大小可变的三维图形,其几何关系和拓扑关系由结构参数决定,因此可通过修改结构参数完成模块模型的重新建模。由于机床模块参数众多,为减少数据冗余,可将结构参数分为外部参数和内部参数,外部参数指在参数化设计过程中可与设计人员进行交互的参数,内部参数指隐含在程序内部,由外部参数通过关联关系式得出的参数。在SolidWorks平台上进行参数化建模的一般过程是在已有模块三维模型的基础上,提取模型结构参数信息并利用SolidWorks系统提供的关系式功能建立外部参数-内部参数之间的关联关系式。由于外部参数在软件系统中的命名方式和设计交互参数名并不一致,因此还需创建外部参数与设计交互参数的关联方程,然后根据设计参数输入值自动生成新的模型。
2.2.2 模块的标识信息

表1 模块类别信息Tab.1 Module Class Information
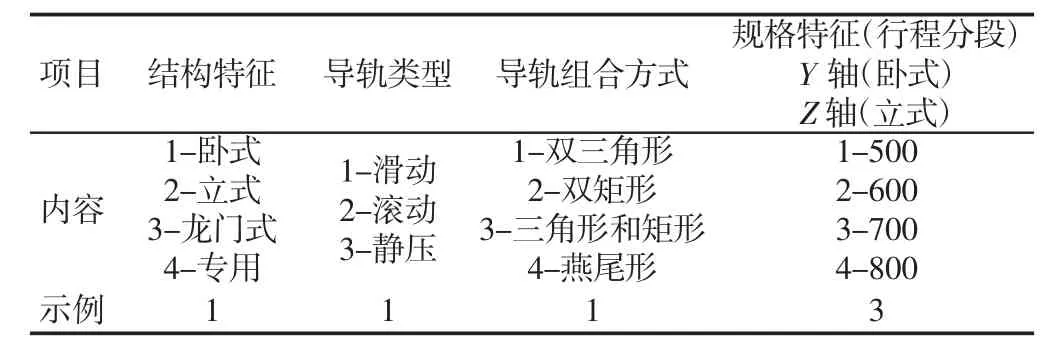
表2 模块特征信息—立柱Tab.2 Module Feature Information-Column
借助成组技术的思想,数控机床模块标识信息分为模块类别信息和特征信息两个部分。模块类别信息用于表示模块的种类,如表1所示。特征信息位于模块类别信息之后,用于表示每个模块的具体结构特征和主要性能参数。立柱模块特征信息,如表2所示。
2.2 .3模块的装配信息
模块的装配信息用来表示模块间的装配对应关系,由装配元素、装配尺寸和装配关系组成的。装配元素是指模块中所有参与装配的点、线、面等几何元素;装配尺寸是指装配元素的特征尺寸;装配关系是指限制装配元素之间约束关系,分为装配特征类型、配合类型及对齐类型三个部分。SolidWorks系统提供的装配特征类型为:boss、cut、hole、chamfer、fillit、plane、spline、axi;配合类型为:平行、重合、垂直、同心、对称、距离、角度、相切;对齐类型为:同向对齐、反向对齐、最近处对齐。
模块的装配信息可用下列数学模型表示:

式中:AssemblyModulei—装配模块 i;AssemblyElementij—装模块 i的第j个装配元素。

式中:Size Relationij—装配模块i和装配模块j对应装配元素之间的装配关系矩阵;relatonmn—装配模块i中的第m个装配元素和装配模块j中的第n个装配元素之间的装配关系;CharacteristicTypemn—装配特征类型;CoordinationTypemn—配合类型;AlignmentTypemn—对齐类型。
式(5)、式(6)、式(7)中装配元素的排列顺序需保持一致。
2.3 模块的自动装配
在根据客户的需求从模块模型库中选择出相应的模块之后,需将所选模块进行自动装配,最终形成数控机床产品。自动装配是调用SolidWorks中的API函数对模块在装配环境中的相对位姿进行约束的一种方法[9-10]。其过程如下:在装配环境中插入通过待装配模块→读取装配模块装配信息→装配模块之间可装配性判断→获取装配模块装配特征→添加装配约束。
2.3.1 可装配性判断
可装配性判断是指将两个装配模块的装配信息进行匹配性判断。装配模块a的装配信息为:
AssemblyModulea={AEa1,AEa2,…}
AssemblySizea={Sizea1,Sizea2,…}
装配模块b的装配信息为:
AssemblyModuleb={AEb1,AE2,…}
AssemblySizeb={Sizeb1,Sizeb2,…}
设两装配模块装配要素匹配关系集为:

如果 MRab={1,1,1,…},且 AssemblySizea=AssemblySizeb,则装配模块a与b可以进行装配;否则,不可以装配。
2.3.2 装配约束设定
模块装配约束的设定可利用SolidWorks提供的装配函数AddMate3()实现。其所需装配参数可从模块装配信息中导入,在这之前需通过自定义函数通过遍历法来获取需要装配的装配元素,其实现的核心代码如下:
Set Face=Body.GetFirstFace
Do While Not Face Is Nothing
CurFaceName=AssyDoc.GetEntityName(Face)
If(CurFaceName=FaceName)Then
Face.Select(0)
Exit Do
End If
Set Face=Face.GetNextFace
Loop
3 数控机床设计系统开发实例
应用前面提出的设计方法,以SQL Server2008数据库和SolidWorks2016为平台,用V#编程语言开发了“数控机床模块化设计系统”。系统由数控机床模块划分单元、数控机床模块设计单元、数控机床模块装配单元组成。
(1)数控机床模块划分单元。主要进行基于客户需求的功能模糊矩阵的建立及优化,完成数控机床产品模块的划分功能,如图4所示。
(2)数控机床模块设计单元。主要是为设计人员提供数控机床模块选择及修改设计向导,可进行模型参数的提取、修改及模型重建等工作,如图5所示。

图4 数控机床模块划分单元Fig.4 Module Division Unit of NC Machine Tool
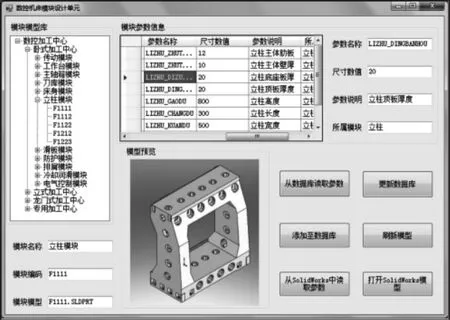
图5 数控机床模块设计单元Fig.5 Modular Design Unit of NC Machine Tool
(3)数控机床模块装配单元。主要完成模块在装配环境中的自动装配过程,如图6所示。
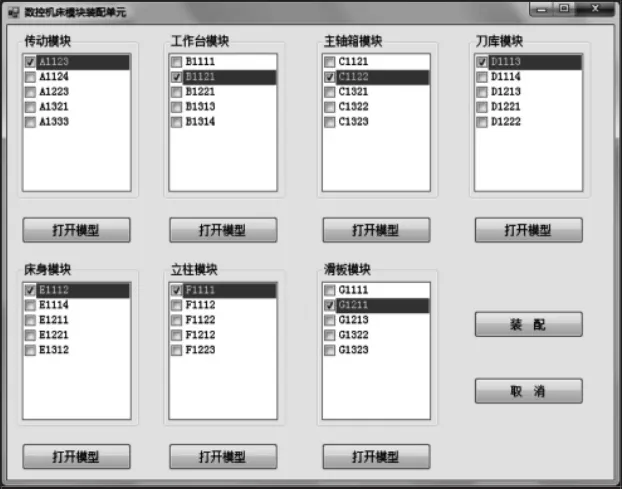
图6 数控机床模块装配单元Fig.6 Modular Assembly Unit of NC Machine Tool
4 结语
模块化设计作为一种新的标准化形式,以模块为基础,通过对模块进行选择和重组实现了产品的快速设计与制造。在研究了国内外模块化设计技术的基础上,重点介绍了数控机床模块化设计过程中的关键技术,并利用V#语言对Solid Works2016软件进行二次开发,设计了数控机床模块化设计系统,可完成机床模块的划分、重建及装配工作,研究成果已在企业中得到了应用,对其他机械产品的模块化设计也具有一定的参考价值。