光固化壳体成型工艺参数仿真分析及实验研究
2018-12-17高雪峰景文博李世涛田明
高雪峰,景文博,李世涛,田明
(长春理工大学 光电工程学院,长春 130022)
碳纤维复合材料壳体缠绕成型技术因力学属性,使其成型壳体具有耐高压、拉伸、扭转等物理属性。上世纪50年代,美国、西班牙、法国等国对壳体成型技术进行了研究,并且将其广泛应用于武器制造、航空航天、民用工业制造等诸多领域[1]。近年来,国内相关院校和科研机构也投入大量资金对壳体成型技术进行研究。如西北工业大学的史耀耀教授极其科研团队经多年努力研发出基于热辊加热的带铺放设备,以及北京航空航天大学自主研发的气加热的壳体铺放设备,但是都存在相对弊端,尤其是在铺放过程中加热温度和缠绕速度及加热功率无法很好地控制导致材料带由于材料带表面加热温度过低而达不到缠绕成型所需要的粘度值或是材料带表面加热温度过高而导致材料带燃烧等问题[1]。针对这个问题,通过理论分析系统的加热温度、缠绕速度及激光功率之间的关系,并且建立有限元模型进行仿真分析最后通过实验验证等三方面分析最终确定三者之间的关系,为光固化壳体成型技术提供借鉴经验。
1 壳体缠绕成型原理及参数
壳体铺放成型过程如图1所示,半导体激光器发射出来的光束将碳纤维环氧树脂复合材料带融化,使其具有一定的粘稠度和流动性。再通过压辊的压力将融化的复合材料带与芯模紧紧地贴合在一起,随着芯模的转动融化的复合材料带一层层逐渐覆盖在芯模表面,最终完成壳体的铺放成型。

图1 壳体铺放示意图
在壳体铺放过程中,激光器加热温度、芯模转速及激光器功率等参数是否匹配直接影响壳体成型系统的精度及稳定性,系统的关键技术参数如表1所示。

表1 系统加热温度相关技术参数指标
2 系统工艺参数关系分析
粘度为材料带的物理属性,当材料带吸收足够多的能量粘度值就会提升。在充分考虑了碳纤维复合材料的粘度、熔点等物理属性以及对激光器功率等方面的要求,最终选用了功率可调节光纤耦合的半导体激光器作为加热源。根据玻尔兹曼定理可知,激光器在单位时间内辐照出的总能量为:

式中,ε为激光器的辐照系数;σ为玻尔兹曼常数,其值为:5.67×10-8;T为温度,单位为∘C ;当激光器的加热温度与所处环境达到热平衡时:

式中,P为激光器辐照功率;s为辐照光斑面积;碳纤维复合材料带对辐照激光能量的吸收比为常数δ,δ=const。因此材料带在单位时间内吸收的辐射能为:

式中,φ为材料带的热传递系数;ζ为材料带的热反射率。
在壳体铺放过程中,芯模以速度vm/s对材料带进行缠绕铺放,激光器辐照光斑以vm/s的速度在材料带表面扫过,材料带表面温度与其吸收的辐射能关系为:

式中,c为材料带的比热容;m为受辐照复合材料带质量;Δt为辐照前后材料带表面温度变化;v为芯模转速;L为受到光斑辐照的材料带长度。因此,当材料带达到铺放温度的条件下,激光器的功率与芯模转速的关系为:


方程(6)为壳体成型过程中芯模转速和激光器功率以及温度之间的关系式。当k值确定后根据成型需要可以通过控制转速或是功率来调节材料带表面加热温度。
3 壳体铺放成型仿真分析
通过ANSYS经典有限元仿真软件编写程序模拟光固化壳体成型系统工作过程中材料带表面温度变化,其分析流程如图2所示。

图2 有限元仿真分析流程
在本次仿真分析中根据实际几何尺寸建立几何模型,为了分析方便将材料带模型建立成半壳体形,建立好的模型如图3所示[3]。

图3 材料带模型图
将单元格类型定义为Solid70对模型进行网格划分并且对激光扫描的路径部分进行了详细划分,划分完成后的模型如图4所示。对碳纤维复合材料的材料参数进行设置,其中密度为:1.6g/cm3、导热系数为36/W⋅(m ⋅K)-1、比热容为1.3/kJ⋅(kg ⋅K)-1[4]。对模型施加载荷,本次分析类型为第三类瞬态热分析过程,因此施加表面热流率并且设置激光的工作功率为300W、激光器辐照光斑尺寸为10mm×1.5mm、光斑移动速度为0.2m/s。
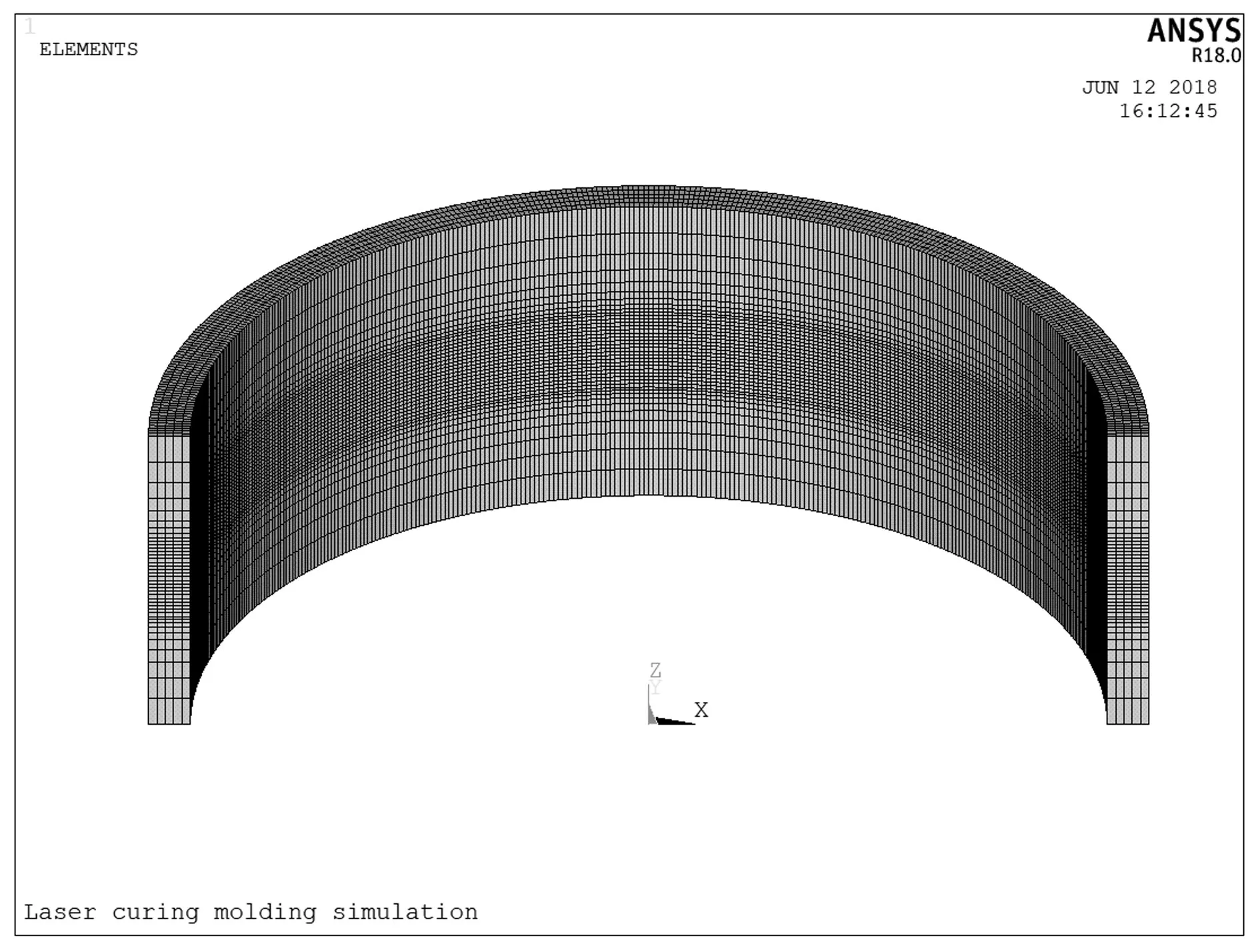
图4 网格划分图
本次仿真分析将激光光斑扫描材料带半圈的过程设置为300步长,分别观察激光光斑移动不同步长时材料带表面温度变化情况。
图5为激光光斑移动30步时材料带表面温度分布情况[5]。

图5 激光光斑移动30步温度变化情况
图6为激光激光光斑移动60步时材料带表面温度变化情况。

图6 激光光斑移动60步温度变化情况
图7为激光激光光斑移动90步时材料带表面温度变化情况。

图7 激光光斑移动90步温度变化情况
图8激光激光光斑移动180步时材料带表面温度变化情况。

图8 激光光斑移动180步温度变化情况
图9为激光激光光斑移动300步时材料带表面温度变化情况。

图9 激光光斑移动300步温度变化情况
由图5-图9可以看出当转动速度为0.2m/s、激光功率为300W时,矩形激光热源辐射出的激光光斑辐照到材料带表面后材料带表面瞬时最高温度为250∘C,加热过后材料带表面温度逐渐降低,在9秒内降低至30∘C∼60∘C左右。改变激光功率、转动速度的数值进行多组模拟实验得出其激光功率、转动速度、材料带表面温度之间的关系如图10所示。可以看出材料带表面温度随着铺放速度的逐渐变快呈现出线性下降的趋势[6]。

图10 材料带表面温度与光斑移动速度关系
4 实验研究与结果分析
实验采用“KS400”型号的红外在线测温热像仪时实测量材料带表面温度。材料带采用中负神鹰碳纤维股份有限公司生产“YH-67”型号碳纤维/环氧树脂复合材料带,使用长春理工大学自主研发的光固化壳体缠绕成型设备对加热过程中材料带表面温度极其相关工艺参数进行进一步探究,壳体成型实验设备模型如图11所示。

图11 光固化壳体成型设备
通过改变激光器功率以及芯模转速得到材料带表面温度数据拟合出关系曲线如图12所示。通过曲线可以看出材料带表面温度随着铺放速度的升高逐渐降低且呈现线性规律。
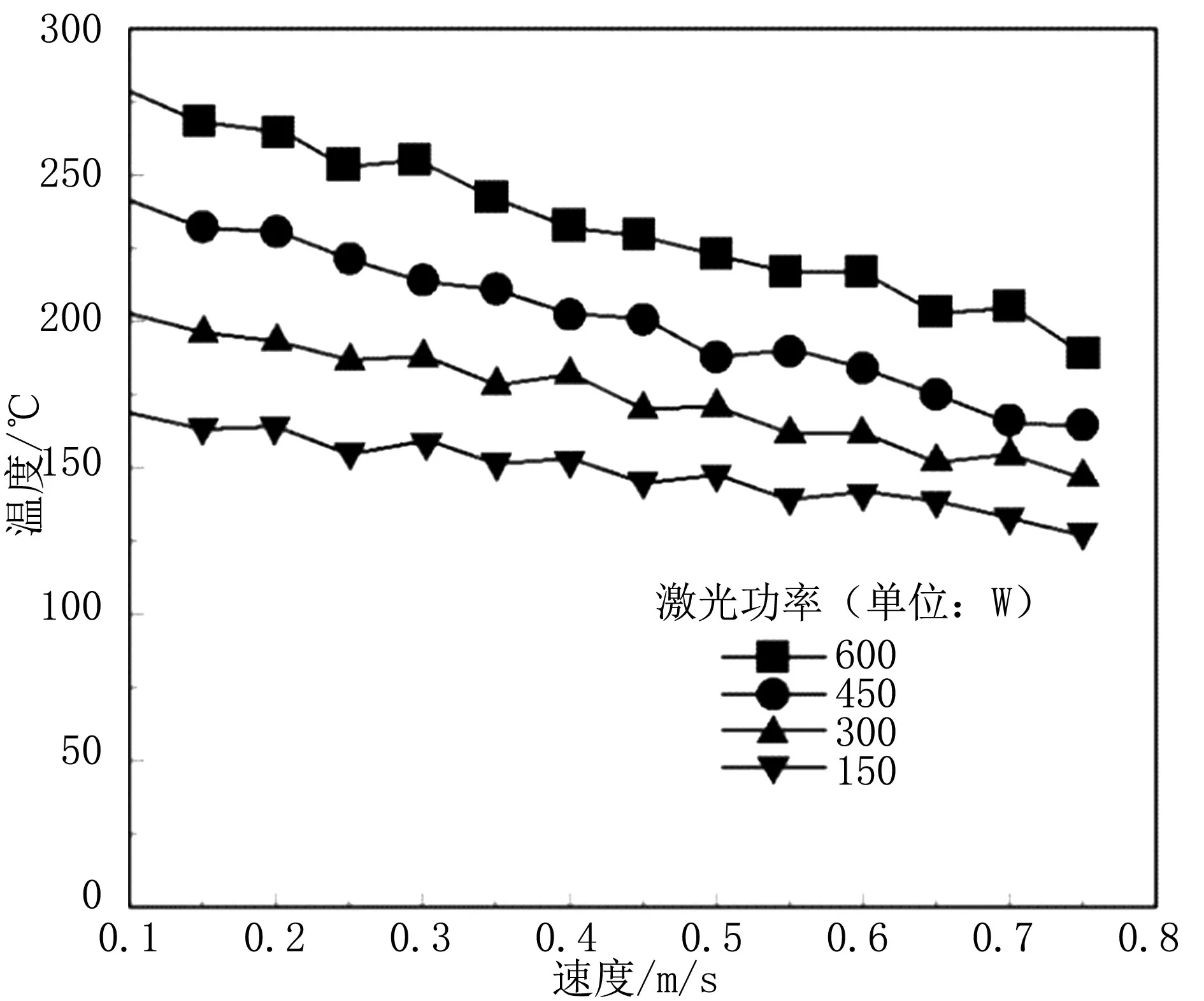
图12 温度与速度关系曲线
通过观察图10和图12可以看出,模拟仿真的温度、速度、激光器功率之间的关系与实验数据得出的温度、速度、激光器功率之间的关系基本一致,只是在温度的最大值之间略微波动。
5 结论
通过理论推导可以看出在壳体成型过程中材料带表面温度与壳体成型系统的铺放速度有关和激光器加热功率有关,通过有限元仿真分析加热过程和实验测试两种方法得出规律:激光器功率越高材料带表面温度越高,铺放速度越快材料带表面温度越低,并且模拟仿真与实验分析温度分布规律基本一致,只是在温度的最大值与最小值上存在差异。
