用离子交换膜从不锈钢酸洗废水中去除 镍铬试验研究
2018-12-13谢昀映谈定生张学峰李增辉丁伟中
谢昀映,谈定生,2,张学峰,李增辉,丁伟中,2
(1.上海大学 材料科学与工程学院,上海 200444; 2.上海大学 省部共建高品质特殊钢冶金与制备国家重点实验室,上海 200444)
不锈钢在冶炼、熔铸、轧制和热处理过程中,表面会形成一层薄且致密的氧化膜,在使用前需要通过酸洗工艺来清除。酸洗是用按一定比例配制的混合酸除去不锈钢表面以铁、铬、镍氧化物为主要成分的铁鳞[1],产生的不锈钢酸洗废水具有酸度高、毒性强、产量大、难处理等特点,其中含有大量重金属离子[2-4]。目前,酸洗废水的处理主要采用石灰中和生成污泥法,大量含重金属的酸洗污泥只是进行了简易堆放或填埋,没有得到妥善处理,有潜在的二次污染风险[5]。电渗析法用于废水处理的研究有很多[6-9],但用于处理不锈钢酸洗废水的研究很少。试验针对不锈钢酸洗废水的特点,研究采用离子交换膜电渗析法去除重金属离子,以期为含重金属离子的酸洗废水的综合治理提供参考。
1 试验部分
1.1 试验原料
试验废水为按某公司产生的不锈钢酸洗废水的水质指标配制,pH=1.0,总铁、总铬、总镍离子和氟化物质量浓度分别为1 600、150、100和400 mg/L。
试验试剂:酒石酸钠(C4H4Na2O6·2H2O)、HF(40%)、HNO3(68%)、Fe(NO3)3·9H2O、Cr(NO3)3·9H2O、Ni(NO3)2·6H2O均为分析纯,国药集团化学试剂有限公司。
1.2 试验装置
用直流电进行电渗析,试验装置如图1所示。
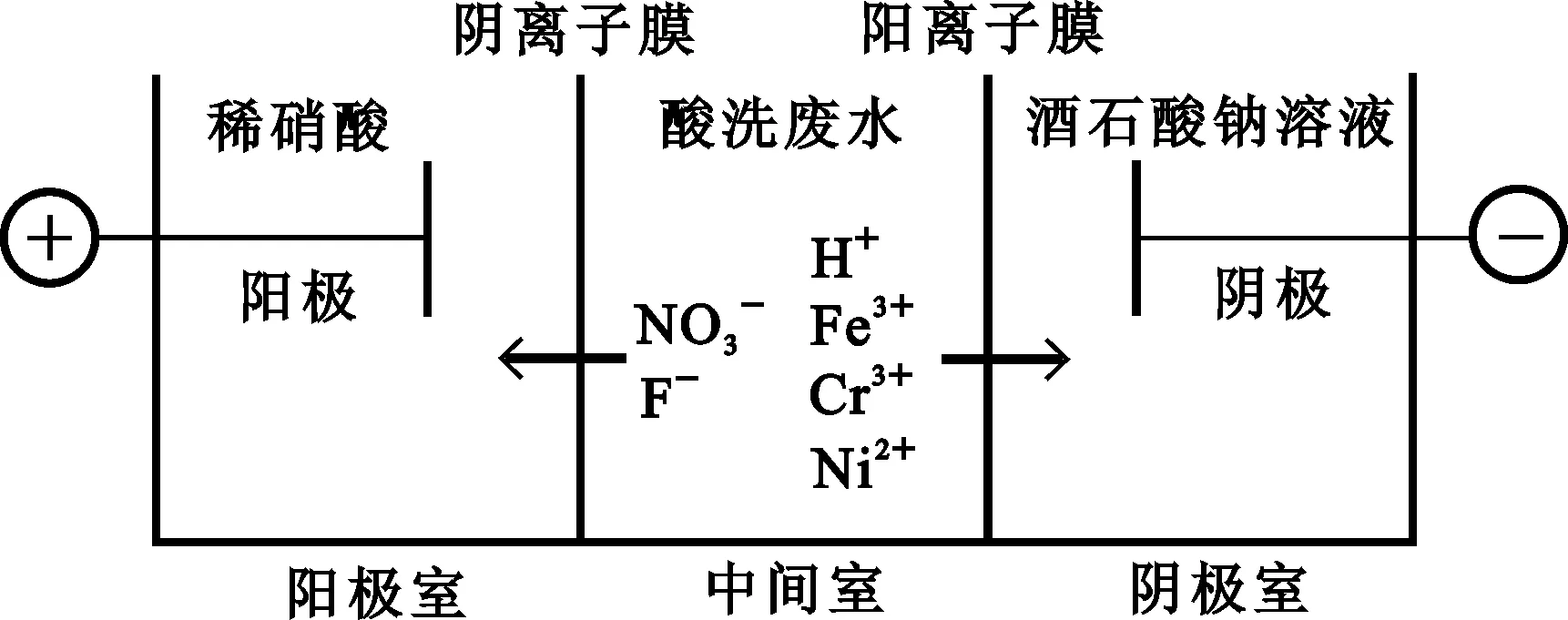
图1 试验装置示意
自制的双膜三室有机玻璃电渗析槽,以阴、阳离子交换膜将电渗析槽分隔为阳极室、中间室和阴极室。酸洗废水加入中间室,稀硝酸加入阳极室,酒石酸钠溶液加入阴极室。阳极为石墨电极,阴极为不锈钢电极。
1.3 试验原理

1.4 分析方法
采用雷磁pHS-3C型pH计(上海精密科学仪器有限公司)测定溶液pH。采用722型可见分光光度计(上海精密科学仪器有限公司)分别测定溶液中总铁(邻菲啰啉分光光度法)、总铬(高锰酸钾氧化-二苯碳酰二肼分光光度法)和总镍(丁二酮肟分光光度法)离子质量浓度[11-12]。
2 试验结果与讨论
2.1 电渗析时间对金属离子去除率的影响
在室温26 ℃、初始电流密度240 A/m2、极板间距15 cm、阳极室为0.1 mol/L硝酸、阴极室为0.24 mol/L酒石酸钠条件下,电渗析时间对金属离子去除率的影响试验结果如图2所示。
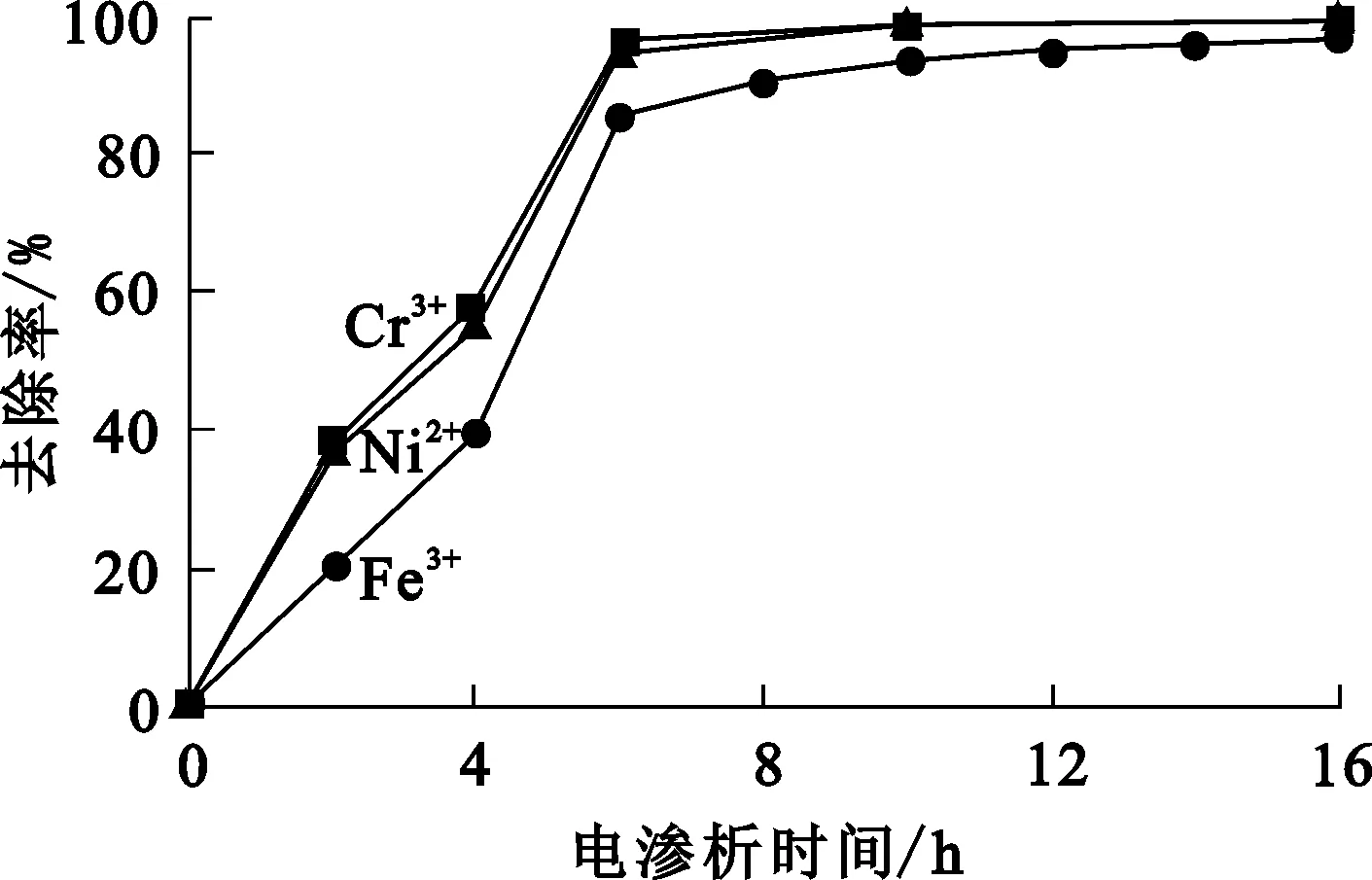
图2 电渗析时间对金属离子去除率的影响

2.2 酒石酸钠浓度对金属离子去除率的影响
电渗析4 h条件下,阴极室酒石酸钠浓度对金属离子去除率的影响试验结果如图3所示。

图3 酒石酸钠浓度对金属离子去除率的影响
由于Cr3+、Ni2+浓度在中间室高于阴极室,浓度差导致金属离子向阴极室迁移。进入阴极室的Cr3+、Ni2+与酒石酸根离子形成配阴离子,降低阴极室中Cr3+、Ni2+浓度,在相对较长一段时间内,保持阳离子交换膜两侧游离金属离子浓度差。在浓度差和电场力驱动下,中间室金属离子浓度不断降低,去除率不断升高。当阴极室中酒石酸钠浓度较低时,酒石酸根的量不足,不能充分配合金属阳离子,膜两侧的金属阳离子浓度差减少,在相同电势差条件下,金属阳离子的迁移速率变慢。当酒石酸钠浓度足够高时,酒石酸根充分,能够与金属阳离子形成稳定配合物,在膜两侧保持较大的金属阳离子浓度差。由图3看出:随酒石酸钠浓度升高,中间室金属离子去除率提高;酒石酸钠浓度达0.12 mol/L后,继续增大酒石酸钠浓度,对提高膜两侧金属离子浓度差的作用有限,金属阳离子的迁移速率基本接近,相同时间条件下,中间室金属离子去除率保持稳定。
2.3 阴极室酒石酸钠溶液pH对金属离子去除率的影响
在阴极室酒石酸钠浓度0.24 mol/L、电渗析时间4 h条件下,阴极室溶液pH对金属离子去除率的影响试验结果如图4所示。

图4 阴极室溶液pH对金属离子去除率的影响
在较宽pH范围内,酒石酸钠均能电离出足够的酒石酸根离子,与进入阴极室的Cr3+、Ni2+形成配离子,使阳离子交换膜两侧维持较大的金属阳离子浓度差。阴极室和中间室中,化学反应可以相对独立进行,互不干扰,这样在游离酒石酸根浓度足够条件下,pH对金属离子去除率的影响很小。考虑到电渗析时间较长时,阴极室溶液pH过低,不利于酒石酸的电离;而pH过高,Cr3+、Ni2+与OH-形成氢氧化物的趋势增大,故阴极室的初始pH以控制在7~9之间为宜。
2.4 极板间距对金属离子去除率的影响
阴、阳极极板间距对金属离子去除率的影响试验结果如图5所示。

图5 极板间距对金属离子去除率的影响
极板间距越大,中间室金属阳离子扩散进入阴极室的路径越长,在电流密度和电渗析时间等相同条件下,金属离子去除率越低;同时,极板间距增大会引起槽电压升高,导致电耗增大:因此,应尽量减小阴、阳极极板间距。
2.5 电流密度对金属离子去除率的影响
电渗析时间为4 h条件下,电流密度对金属离子去除率的影响试验结果如图6所示。可以看出,电流密度越高,金属离子的迁移速度就越快,中间室金属离子浓度下降越快,相同时间条件下金属离子去除率越高。但在过高电流密度下,阴极附近的溶液发生急剧离子贫化现象,引起氢离子强烈放电,阴极表面将难以获得致密且均匀的金属沉积层[14]。故为获得致密金属沉积层,并兼顾金属离子迁移速率,控制电流密度在250~300 A/m2之间较为适宜。
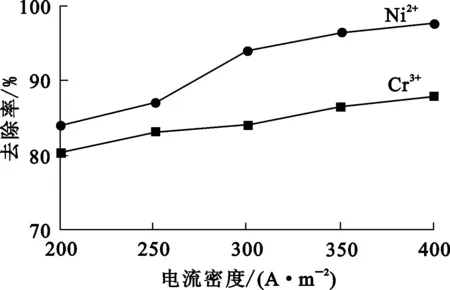
图6 电流密度对金属离子去除率的影响
2.6 循环电渗析
在双膜三室电渗析槽中,将含铬镍酸洗废水加入中间室,阳极室中加入0.1 mol/L稀硝酸,阴极室加入0.24 mol/L酒石酸钠溶液,阳极为石墨板,阴极为不锈钢板,初始阴极电流密度为273 A/m2。电渗析12 h后,中间室溶液中总铬质量浓度为0.910 mg/L,总镍质量浓度为0.326 mg/L,符合《污水综合排放标准》(GB 8978—1996)要求。同时阳极室溶液pH下降,酸根离子在阳极室得到富集。阴极室pH上升,金属离子在阴极室得到富集。
将第1次电渗析后中间室溶液更换为原始酸洗废水,在相同条件下进行电渗析。依次更换10次,而阳极室和阴极室溶液保留不变。试验结果表明,中间室水质中,铬、镍质量浓度均符合排放标准。由于铬的电极电位较低,阴极室中只有4%的铬沉积在阴极,96%的铬留在溶液中,溶液中总铬质量浓度为694.8 mg/L;而镍有36.4%沉积在阴极,63.6%存在于溶液中,总镍质量浓度为349.8 mg/L。
3 结论
在双膜三室电渗析槽阴极室加入配合剂酒石酸钠,使其与重金属阳离子生成配阴离子,可促进中间室废水中金属阳离子透过阳离子膜,同时避免重金属阳离子在阴极室溶液中发生水解,使电渗析过程能够持续正常进行。连续10次电渗析后,中间室不锈钢酸洗废水中镍铬质量浓度可以达到《污水综合排放标准》(GB8978—1996)要求。废水中的镍、铬除部分沉积于阴极外,大部分富集在阴极室溶液中,可加以回收,而且含镍铬离子溶液的体积大大减小。配合剂酒石酸钠对环境友好,无毒无污染。
