无菌生产用氮气质量风险及使用要点探析
2018-12-13华倩临
华倩临
(上海上药新亚药业有限公司,上海201203)
0 引言
无菌生产用氮气主要用于对无菌制品进行充氮保护,或对料液进行保护性压力输送。一般无菌生产对氮气的要求:(1)氮气纯度高,一般需达到99.99%以上;(2)氮气中不含悬浮粒子、菌落;(3)无菌药品生产过程中保持氮气的恒压供给。
本文将从氮气的气源比较入手,介绍无菌生产用氮气的管路设计,着重分析无菌生产用氮气存在的风险,提出相应的控制措施,并简要总结了氮气的管理要点,以期为氮气在无菌制剂生产企业中的应用提供参考。
1 氮气的气源比较
无菌生产用氮气气源一般分为三种:钢瓶供氮、液氮气化供氮(液氮钢瓶供氮)和医用制氮机供氮。
1.1 氮气气源制备简介
1.1.1 钢瓶供氮
首先空气进入工业制氮机生产出纯度99.5%的氮气,然后分装进入钢瓶,经氢气燃烧提纯装置提纯,使其成为纯度达99.9%的氮气,再经过过滤,最终送入使用点。
1.1.2 液氮气化供氮(液氮钢瓶供氮)
工业制液氮装置采用过滤吸附的原理制成氮气,经精馏等过程制成纯度99.99%的氮气(液态),然后将其送入贮罐或槽车贮罐,再分装进入小贮罐,经过气化与过滤,最终送入使用点。
1.1.3 医用制氮机供氮
空气先经过医用制氮机直接生成纯度99.99%的洁净氮气,再送入使用点。医用制氮机的制氮流程采用碳分子筛进行变压吸附,所吸入的压缩空气需经过预处理,以除去压缩空气中的大部分水分和异物。同时,医用制氮机内含二级气体过滤系统。
1.2 气源比较
氮气气源比较如表1所示。
目前国内药厂在无菌制剂生产中的氮气使用现状:钢瓶供氮方式基本不再使用,部分厂家仍在使用液氮气化供氮方式,还有部分厂家使用医用制氮机供氮方式。其中,医用制氮机供氮方式属于可追踪审计的方式,能很好地满足相应法规要求。
2 无菌生产用氮气的管路设计
以液氮气化供氮方式为例,洁净氮气管路进入无菌生产区域后,要经过两次除菌过滤后再送至使用点。GMP附录1(无菌药品)第四十二条规定:进入无菌生产区的生产用气体(如压缩空气、氮气,不包括可燃性气体)均应经过除菌过滤,应当定期检查除菌过滤器和呼吸过滤器的完整性。第七十五条规定:应当采取措施降低过滤除菌的风险,宜安装第二支已灭菌的除菌过滤器再次过滤药液,最后一支除菌过滤器应当尽可能接近灌装点[1]。一般无菌生产用氮气管路设计如图1所示。

表1 氮气气源比较
设计无菌生产用氮气管路时应考虑以下几点:
(1)应配置粗过滤器(0.45μm)和除菌过滤器;
(2)应对从除菌过滤器(0.22μm)开始的管路进行清洗与灭菌,清洗与灭菌方式有两种:一是采用管路CIP/SIP方式;二是考虑用拆洗的方式进行清洗与灭菌,即采用短管卫生级快开连接或用卫生级软管连接管路;
(3)设置一支还是两支0.22μm除菌过滤器,应结合工艺特点对其进行风险评估后决定;
(4)最后一支0.22μm除菌过滤器的安装应接近使用点。
3 无菌生产用氮气的风险评估
3.1 无菌生产用氮气的要求
一般无菌生产用氮气的要求包括以下几项:(1)纯度≥99.99%[2];(2)悬浮粒子需达到A级要求(ISO4.8);(3)微生物应符合A级标准,GMP附录1(无菌药品)第十一条规定:A级浮游菌<1 CFU/m3。根据无菌生产用氮气的要求,应对氮气系统进行风险评估。
3.2 风险因素的识别
以液氮气化供氮方式为例,在氮气的输送、过滤、使用过程中,存在许多影响氮气质量的因素,现使用鱼骨图(图2)从“人、机、料、法、环”五方面来识别相关的影响因素。
3.3 风险评估与控制措施
3.3.1 风险分析工具
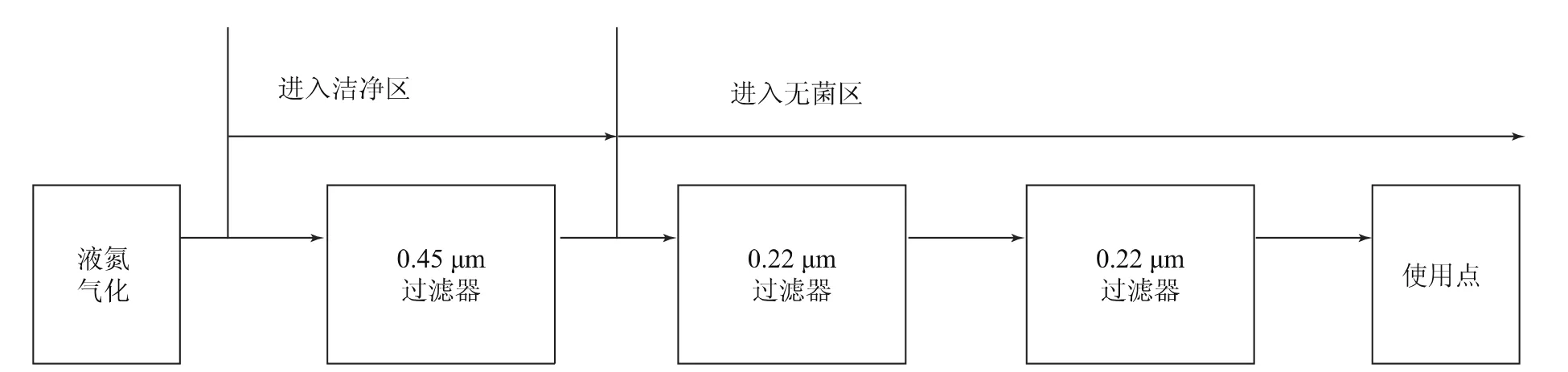
图1 无菌生产用氮气管路设计

图2 无菌生产用氮气质量影响因素的鱼骨图
制药行业常用的风险分析工具包括风险排序和过滤(PR&F)、故障树分析(FTA)、危险与可操作性分析(HAZOP)、预先危害分析(PHA)、危害分析及管件控制点(HACCP)、失败模式及效应分析(FMEA)等[3]。本文采用FMEA分析工具,量化各风险因素的可能性、严重性、可检测性,从而确认风险等级,采取相应的风险控制措施。
FMEA风险等级=可能性×严重性×可检测性。其中,可能性、严重性、可检测性评分标准如表2所示。风险等级对照及应采取的措施如表3所示。
3.3.2 无菌生产用氮气的风险分析
采用FMEA分析工具,先对采用鱼骨图识别的风险因素进行风险分析,制定风险控制措施,然后再对残余风险进行分析,确认风险控制措施的有效性。无菌生产用氮气的质量风险评估与采取控制措施后的二次风险评估如表4所示。
从表4可以看出,采取风险控制措施后的无菌生产用氮气的质量风险评分均在3以内,风险在可接受范围,能有效地保证无菌生产用氮气的质量。
4 无菌生产用氮气的管理
(1)对氮气供应商进行审计,主要评估氮气的纯度。
(2)为降低产品风险,建议在氮气管道中安装在线氧气分析仪,以实现对氮气中残留氧的连续监控[4]。若不具备在线分析条件,则在每次使用氮气时,可在进车间管路前的取样点用氮气纯度分析仪进行检测,检测合格后方能使用。
(3)每次开启氮气时,使用点应排净10 min后才能正常生产,以排除管道中的空气。同时,监测使用点的氮气压力,压力低时应报警。
(4)我国GMP附录1(无菌药品)规定:应定期检査氮气过滤器的完整性;欧盟GMP要求最好对每批无菌工艺生产后的气体过滤器进行完整性测试,这些均可通过风险评估的方式予以确定。另外,当最后一支0.22μm精密过滤器检测不合格时,应予以更换。过滤器更换周期:0.45μm粗过滤器更换周期为8~12个月,0.22μm精密过滤器更换周期为3~6个月。过滤器更换周期是根据经验证的最长使用时间、过滤器的完整性检测结果而定的。
(5)应对从除菌过滤器(0.22μm)开始的管路、过滤器进行定期清洗与灭菌,管路一般采用CIP/SIP方式,过滤器一般先拆洗再装入呼吸袋后灭菌,最后装配。一般清洗与灭菌的周期为5~10个工作日,或每次大清场时。
(6)一般每半年需对使用点进行日常监测,主要确认氮气纯度、悬浮粒子、微生物这3项指标;每两年对无菌生产用氮气管路与系统进行再验证。
5 结语
本文以氮气气源的比较为切入点,以液氮气化供氮方式为例,介绍了无菌生产用氮气的管路设计,重点探讨了无菌生产用氮气的风险评估方式与控制措施,并阐述了无菌生产用氮气的管理要点。为确保无菌生产用氮气的质量(纯度、悬浮粒子、微生物),对氮气管路、过滤器的使用采取了相对应的风险控制措施,并对这些措施进行了二次风险评估。
液氮气化供氮方式是目前药品生产企业常用的氮气气源制备方式,应对其使用过程进行风险评估,采取相应的控制措施。医用制氮机供氮是日后无菌生产中气源的发展方向,其具有可追踪审记与数据管理功能,更能满足相关法规要求。
