基于挤压膨化的蚕豆酱成曲蛋白酶活力测定及其工艺优化
2018-12-10,,,,,*
,, ,,,*
(1.江南大学食品科学与技术国家重点实验室,江苏无锡 214122; 2.江南大学食品学院,江苏无锡 214122)
蚕豆酱是以脱壳后的蚕豆为主要原料,与面粉混合后经制曲、发酵而制成的调味酱[1]。传统蚕豆酱主要为家庭作坊式生产,面临生产水平低、发酵周期长、加工期存在时限性、规模化程度低、质量不稳定等问题。因此,需采用科学的生产工艺,对蚕豆酱的生产工艺进行改进。挤压膨化技术作为一种新型食品加工技术,为食品加工提供了新方法,为我国酱类生产传统工艺的改进提供了一条新途径[2]。采用挤压膨化技术对原料进行预处理,与传统的原料预处理方法相比,可省去蒸煮、杀菌等工序,有利于蛋白质适度变性、淀粉完全糊化,进而提高蛋白质和淀粉的利用率,缩短发酵周期[3-4],进而可提高生产效率和产品品质。采用挤压膨化技术预处理原料制作蚕豆酱,却尚未研究报道。
在蚕豆酱制作的过程中,需采用挤压膨化技术预处理原料后进行制曲,然后发酵。制曲是酱制品酿造过程中的关键步骤,评价成曲质量的重要指标之一是蛋白酶活力的高低[5-6]。原料的预处理效果直接影响曲霉菌的生长情况,进而影响蛋白酶的分泌,从而影响蛋白酶的活力。本试验采用挤压膨化的预处理方式代替传统蒸煮方法酿造蚕豆酱,而部分挤压膨化工艺参数对蛋白质的变性程度有直接影响,具体包括:螺杆转速、机筒末区温度、物料水分含量等。因此,研究挤压膨化参数对成曲酶活力的影响很有必要。
本研究采用挤压膨化技术预处理蚕豆粉和面粉混合物,然后进行制曲,以成曲中的蛋白酶活力为指标,通过单因素试验,研究挤压膨化参数(螺杆转速、面粉比例、机筒末区温度、物料水分含量)对成曲蛋白酶活力的影响,并结合响应面试验对挤压膨化工艺进行优化,为挤压膨化技术进一步用于蚕豆酱生产提供新思路。
1 材料与方法
1.1 材料与仪器
蚕豆粉 市购;面粉 香满园优质特一小麦粉;曲精 上海迪发酿造生物制品有限公司;Folin试剂、碳酸钠、三氯乙酸、磷酸二氢钠、磷酸氢二钠 以上均为分析纯,国药集团化学试剂有限公司;酪蛋白标准品 纯度92%,北京百灵威科技有限公司。
FMHE36-24型双螺杆挤压机 湖南富马科食品工程技术有限公司;HH数显恒温水浴锅 江苏省金坛市金城国胜实验仪器厂;DHG-9123A型电热恒温鼓风干燥箱 上海柏欣仪器设备厂;Eppendorf-5804R型冷冻离心机 德国艾本德公司;AL104型电子天平 梅特勒-托利多仪器(上海)有限公司;RQH-150智能人工气候培养箱 郑州生元仪器有限公司;Waters600高效液相色谱仪 美国沃特斯公司。
1.2 实验方法
1.2.1 蚕豆酱的制作
1.2.1.1 挤压膨化蚕豆粉和小麦粉混合物 称取蛋豆粉500 g,按照一定的比例混合面粉,充分混合,置入喂料斗,并调节物料水分,物料经双螺杆挤压机在一定的螺杆转速、一定的机筒末区温度下进行挤压膨化处理。传统蒸煮法则是采用旋转式蒸锅加压(0.2 MPa)蒸料。
1.2.1.2 膨化物制曲 待挤压膨化产物冷却到室温后,接入0.5%曲精,与挤压膨化物料混匀后放入30~35 ℃培养箱中培养48 h。
1.2.1.3 发酵方法 发酵采用低盐固态发酵。将制好的成曲拌盐水,控制盐浓度为15%左右,酱醅含水量为50%,用保鲜膜封口。发酵温度为35 ℃,发酵20 d,酱醅成熟,发酵结束。
1.2.2 单因素试验 部分挤压参数对蛋白质的变性程度有直接影响,包括螺杆转速、机筒末区温度、物料水分含量[7-8]。因此结合本试验将蚕豆粉与面粉按比例混合,以中性蛋白酶活力为指标,选择与挤压直接相关的螺杆转速(60、80、100、120、140 r/min)、面粉添加比例(10%、15%、20%、25%、30%)、机筒末区温度(75、90、105、120、135℃)、物料水分含量(33%、38%、43%、48%、53%)4个实验因素,分别进行单因素实验,固定螺杆转速120 r/min,面粉添加比例20%,机筒末区温度120℃,物料水分含量43%。
1.2.3 响应面试验 根据单因素实验结果与分析,利用Design-Expert 8.0软件进行响应面优化设计,以中性蛋白酶活力(Y1)为响应值,以螺杆转速、面粉添加比例、机筒末区温度、物料水分含量为因素进行响应面试验。根据Box-Behnken中心组合设计原理设计试验,试验因素水平如表1所示。
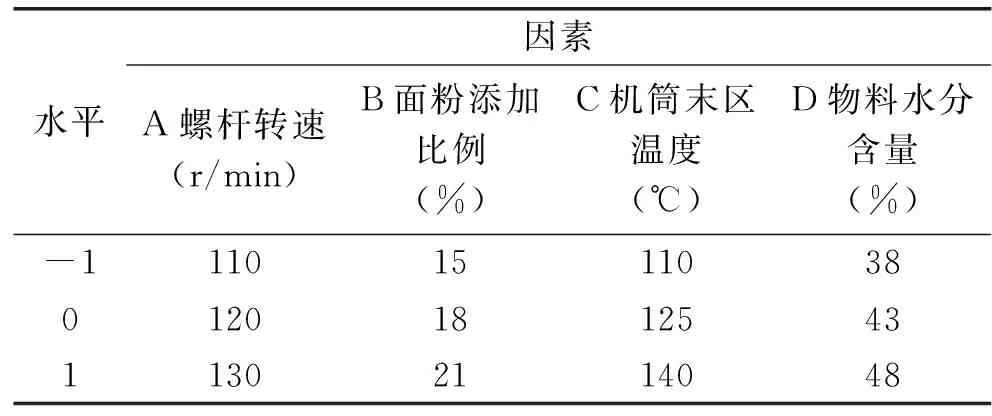
表1 响应面试验因素与水平表Table 1 Factors and levels table of response surface experiment
1.3 指标测定
1.3.1 蛋白酶活力的测定 蚕豆酱生产工艺主要利用蛋白酶等酶系,其中主要为米曲霉产生的中性蛋白酶。以膨化物为原料得到的成曲中性蛋白酶活力用福林酚法测定,参照文献[9]并稍作修改。
蛋白酶活力的定义:40 ℃,pH7.5条件下,1 min水解酪蛋白产生1 μg酪氨酸所需的酶量,定义为1个蛋白酶活力单位。
1.3.2 成曲中多肽分子量分布的测定 分别称取蒸煮物料与挤压膨化物料制曲后的成曲6 g于150 mL三角瓶内,加入95 mL pH7.2磷酸缓冲溶液,摇匀,在瓶口塞上橡皮塞后,55 ℃水浴2 h,拔下塞子,沸水浴中煮沸15 min。取出迅速冷却至室温,转入100 mL容量瓶,定容至100 mL。10000 r/min离心15 min,吸取上清液,过0.45 μm水性微孔滤膜后进样,进行多肽分子量分布的测定[10],测定条件:采用TSK gel 2000 SWXL型色谱柱,紫外检测器,检测波长为220 nm,流动相为乙腈/水/三氟乙酸=40/60/0.05,进样体积为10 μL。
1.3.3 氨基酸态氮的测定 参照GB 5009.235-2016《食品安全国家标准 食品中氨基酸态氮的测定》,测定蚕豆酱中的氨基酸态氮含量[11]。
1.3.4 水分含量的测定 参照GB 5009.3-2016《食品安全国家标准 食品中水分的测定》,测定蚕豆酱的水分含量[12]。
1.4 数据处理
实验结果采用Origin和SPSS 18.0进行统计分析。
选取2016年3月—2018年3月进入本院接受治疗的72例早期强直性脊柱炎骶髂关节病变患者作为此次实验的研究对象,先后给予X线诊断、多层CT诊断及MRI诊断,其中男性患者42例(58.33%),女性患者30例(41.67%);患者平均年龄为(57.45±2.62)岁;平均病长时间为(1.45±0.62)年;所有患者的性别、年龄和病长时间等基本资料对比,差异无统计学意义(P>0.05)。对X线诊断、多层CT诊断和MRI诊断实施后患者诊断的准确率进行比较。
2 结果与分析
2.1 单因素实验
2.1.1 螺杆转速对中性蛋白酶活力的影响 由图1可知,中性蛋白酶活力随着螺杆转速的增加呈现出先升高后下降的趋势,当螺杆转速为120 r/min时,中性蛋白酶活力最高,为1300.6 U/g。当螺杆转速低于120 r/min时,随着螺杆转速的增大,物料在挤压机内的滞留时间缩短,而剪切力会随之增大,且后者的作用大于前者,表现为物料的适度变性[13],有利于曲霉菌对营养物质的利用,有利于酶的生成,因此蛋白酶活力提高。当螺杆转速超过120 r/min时,物料在挤压机内的滞留时间极短,蛋白质变性程度降低,淀粉未能充分糊化,影响微生物对曲料营养物质的利用。因此,螺杆转速可初步确定为120 r/min左右,故选择110、120、130 r/min进行下一步的响应面优化实验。
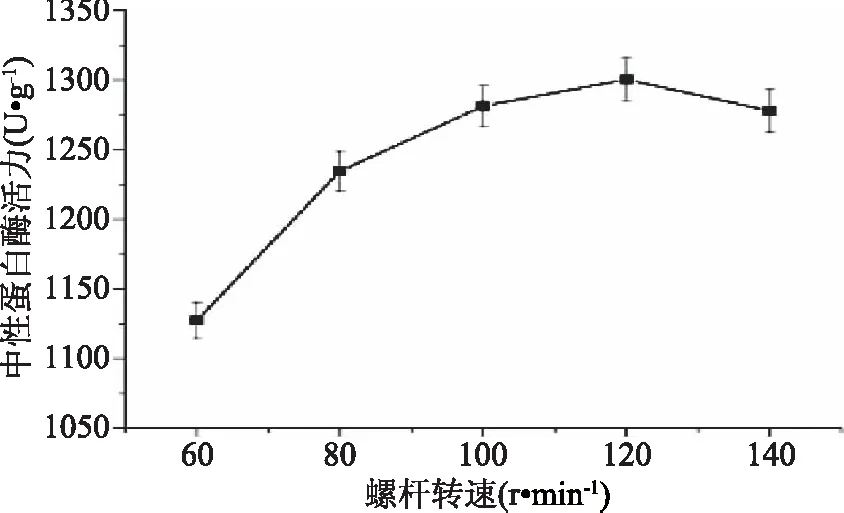
图1 螺杆转速对中性蛋白酶活力的影响Fig.1 Effects of screw speed on neutral protease activity
2.1.2 面粉添加比例对中性蛋白酶活力的影响 由图2可知,当面粉添加比例为20%时,成曲中性蛋白酶活力最高,为1264.5 U/g。面粉在原料内部起到润滑作用,当面粉含量过高时,剪切力下降,淀粉未能充分降解[14],从而影响成曲的质量,蛋白酶活力受影响;面粉含量过低时,小颗粒状的蚕豆粉之间摩擦力增大,不易熔融,导致膨化物状态不均匀[3],也会对成曲质量造成影响,使蛋白酶活力降低。因此,面粉添加比例可初步确定为20%左右,故选择15%、18%、21%进行下一步的响应面优化实验。
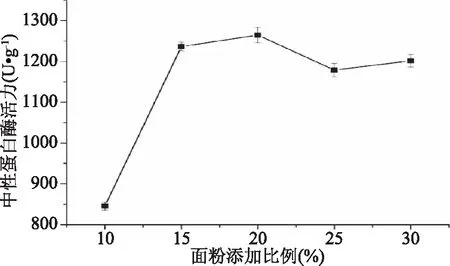
图2 面粉添加比例对中性蛋白酶活力的影响Fig.2 Effects of wheat flour addition on neutral protease activity
2.1.3 机筒末区温度对中性蛋白酶活力的影响 由图3可知,成曲中性蛋白酶活力随机筒末区温度的升高而增加。当超过120 ℃时,中性蛋白酶活力提高程度随温度增加显著,在机筒末区温度为135 ℃时,中性蛋白酶活力最高,为1110.72 U/g。当机筒末区温度低于120 ℃时,蛋白质不能达到完全变性[3],原料不能被菌体分泌的酶分解利用,从而造成中性蛋白酶活力降低。而机筒末区温度过高,会使原料出现不可逆热变性。因此,机筒末区温度可初步确定为135 ℃左右。考虑到135 ℃后中性蛋白酶活力有可能会继续升高,因此将140 ℃纳入响应面试验范围,故选择110、125、140 ℃进行响应面试验。
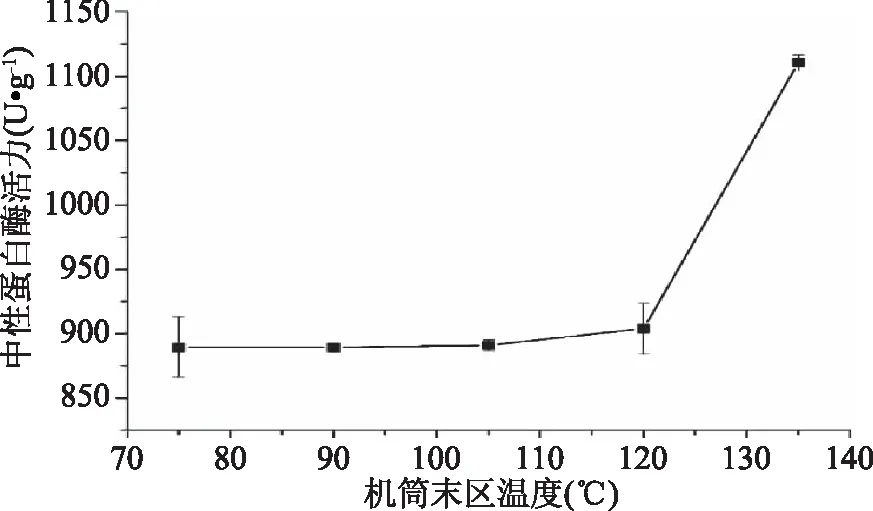
图3 机筒末区温度对中性蛋白酶活力的影响Fig.3 Effects of barrel temperature on neutral protease activity
2.1.4 物料水分含量对中性蛋白酶活力的影响 由图4可知,随着物料水分含量增加,中性蛋白酶活力呈现出先升高后降低的趋势。当物料水分含量为43%时,中性蛋白酶活力最高,为1212.5 U/g。当物料水分含量增加时,挤压膨化后的物料容易结块,通透性变差,抑制了曲霉菌的生长,影响蛋白酶的分泌,导致蛋白酶活力降低[15]。另外,水分含量过高,会造成细菌等杂菌容易生长,生产安全性下降[16]。因此,物料水分含量可初步确定为43%左右,故选择38%、43%、48%进行响应面试验。
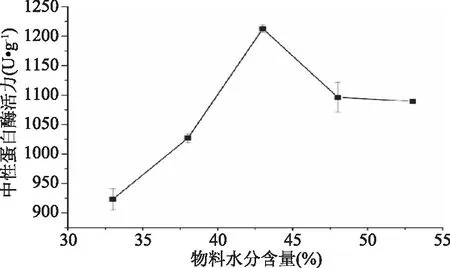
图4 物料水分含量对中性蛋白酶活力的影响Fig.4 Effects of moisture content of ingredient on neutral protease activity
2.2 响应面试验结果
2.2.1 回归模型的建立与分析 利用Design-Expert 8.0软件进行Box-Behnken设计,以螺杆转速、面粉添加比例、机筒末区温度和物料水分含量为响应变量,以中性蛋白酶活力为响应值,进行响应面试验,试验设计及结果如表2所示。对表2中的数据进行多元二次回归拟合,建立挤压膨化工艺参数回归模型。回归方程为:
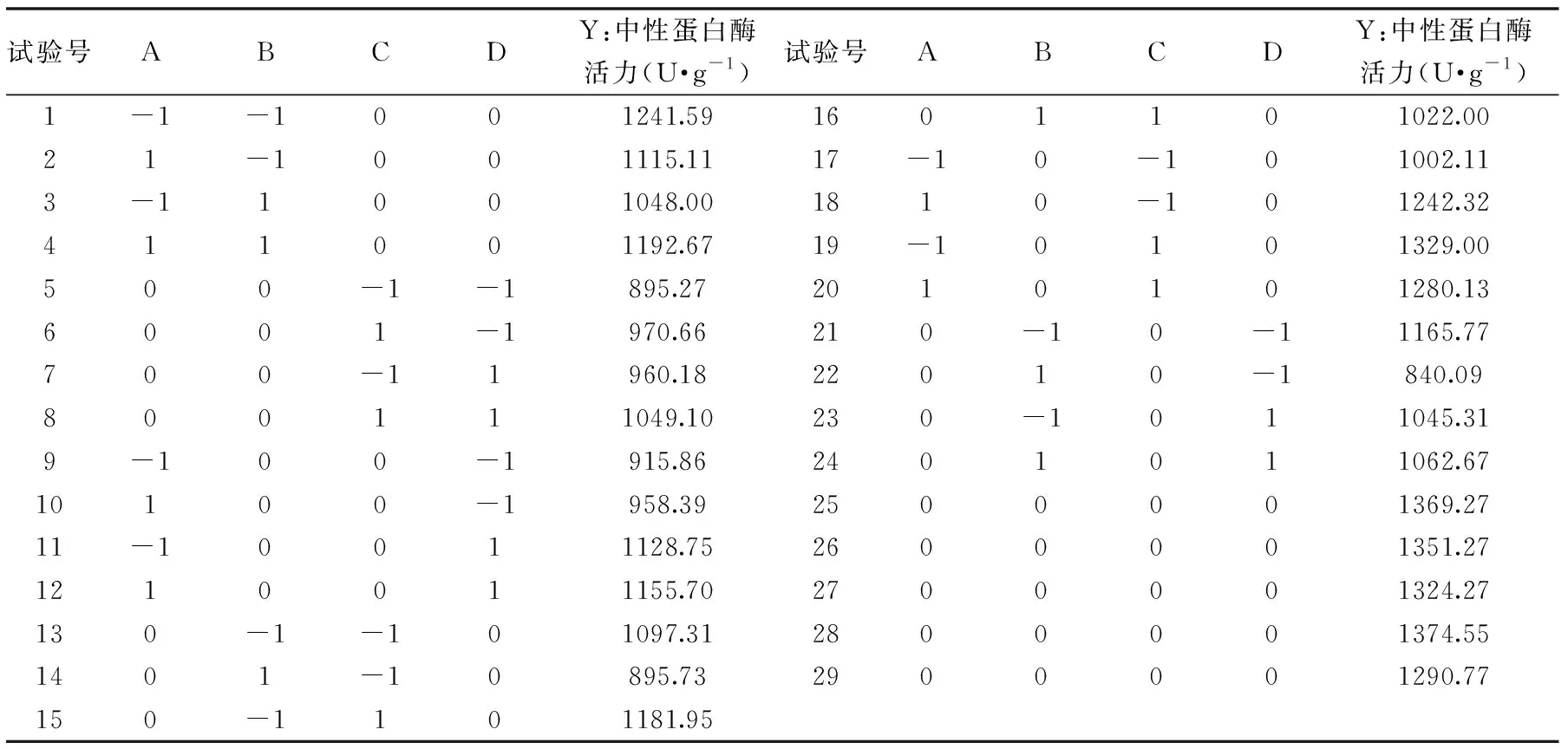
表2 响应面试验设计及结果Table 2 Design and results of response surface experiment
Y=1342.03+23.25A-65.49B+61.66C+54.64D+67.79AB-72.27AC-3.89AD+10.41BC+85.76BD+3.38CD-44.63A2-132.31B2-130.11C2-227.36D2。
利用SAS9.1.3软件对表2中的数据进行二次多元回归拟合,得到回归模型并对其进行回归方差分析及显著性检验,结果见表3。
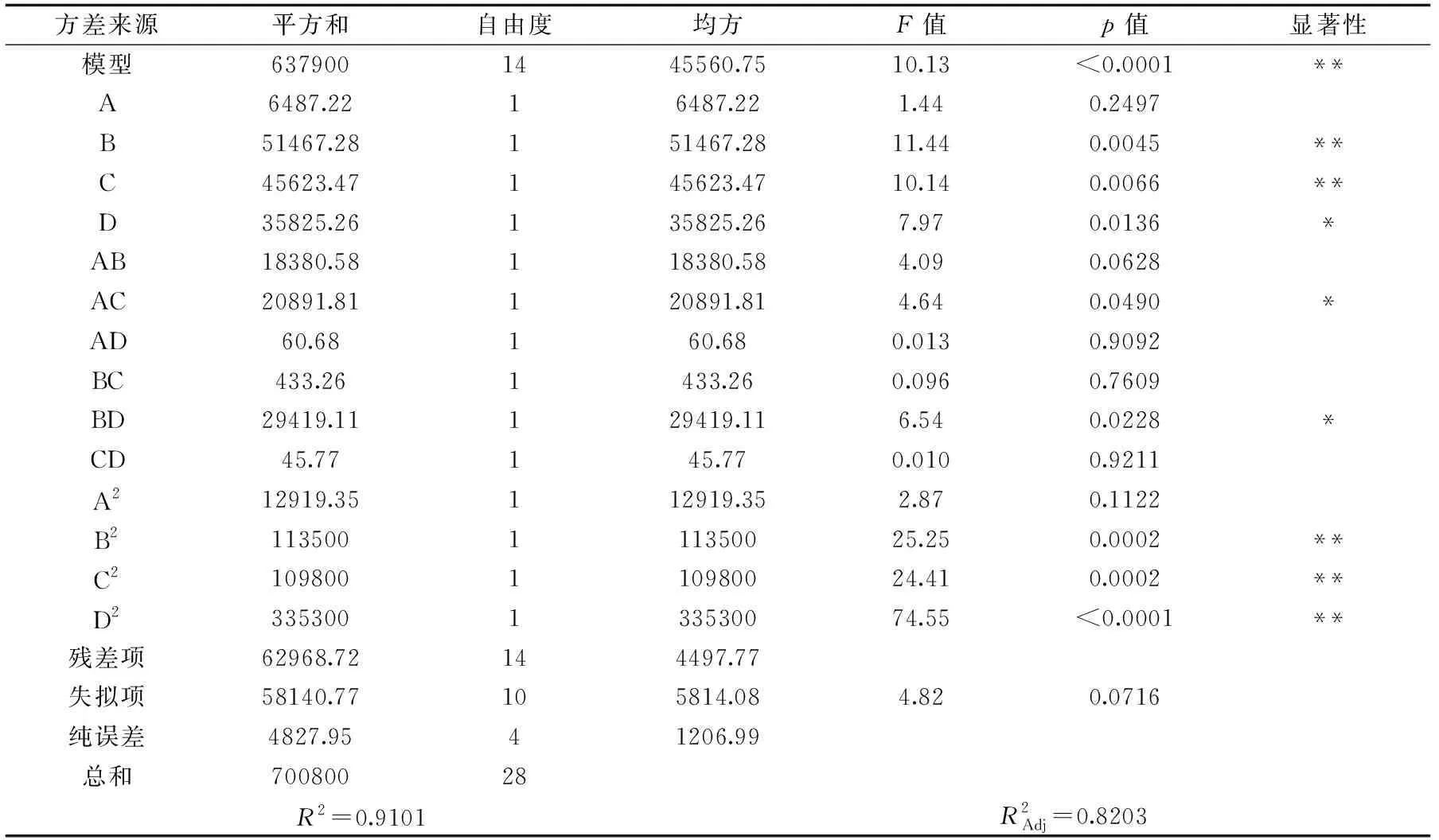
表3 回归方程方差分析Table 3 Analysis of varlances for the regression equation
2.2.2 响应面曲面交互作用分析 响应面图形是响应值对各试验因素A、B、C、D所构成的三维空间的曲面图,从响应面分析图上可以看出最佳参数及各参数之间的相互作用对响应值的影响。响应面坡度越陡峭,说明响应值对于操作条件的改变越为敏感,该因素对中性蛋白酶活力的影响越大[17-21]。等高线密集呈椭圆形,说明两因素交互作用对响应值影响大;等高线呈圆形则说明影响不大。各因素交互作用对响应值的影响和等高线图如图5~图10所示。在交互项对酶活力的影响中,螺杆转速(A)和机筒末区温度(C),面粉添加比例(B)和物料水分含量(D)之间交互作用显著。
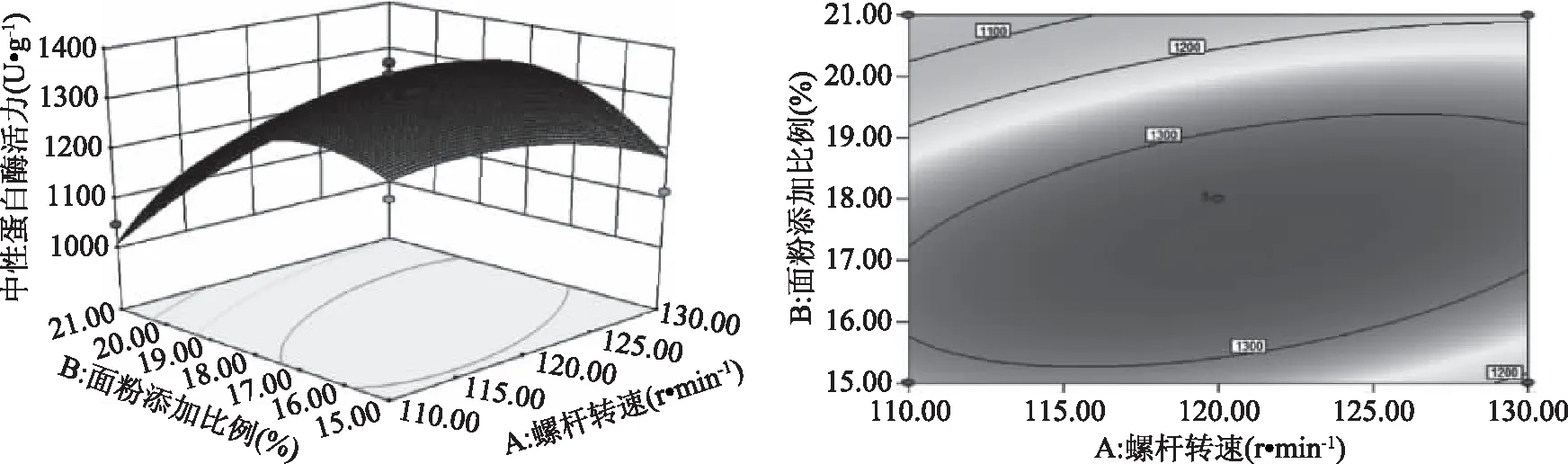
图5 螺杆转速与面粉添加比例对中性蛋白酶活力影响的响应面和等高线图Fig.5 Response surface and contour plots for the effect of screw speed and wheat flour addition on neutral protease activity
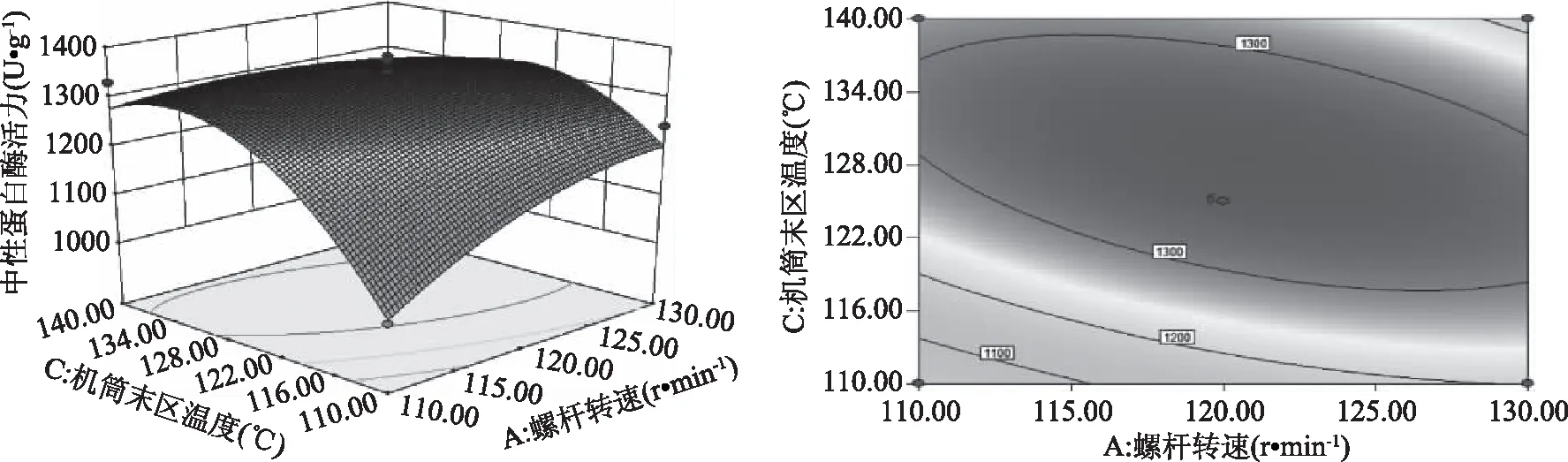
图6 螺杆转速与机筒末区温度对中性蛋白酶活力影响的响应面和等高线图Fig.6 Response surface and contour plots for the effect of screw speed and barrel temperature on neutral protease activity
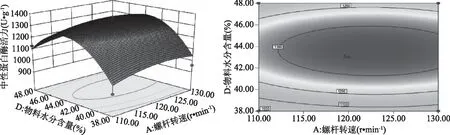
图7 螺杆转速与物料水分含量对中性蛋白酶活力影响的响应面和等高线图Fig.7 Response surface and contour plots for the effect of screw speed and moisture content of ingredient on neutral protease activity
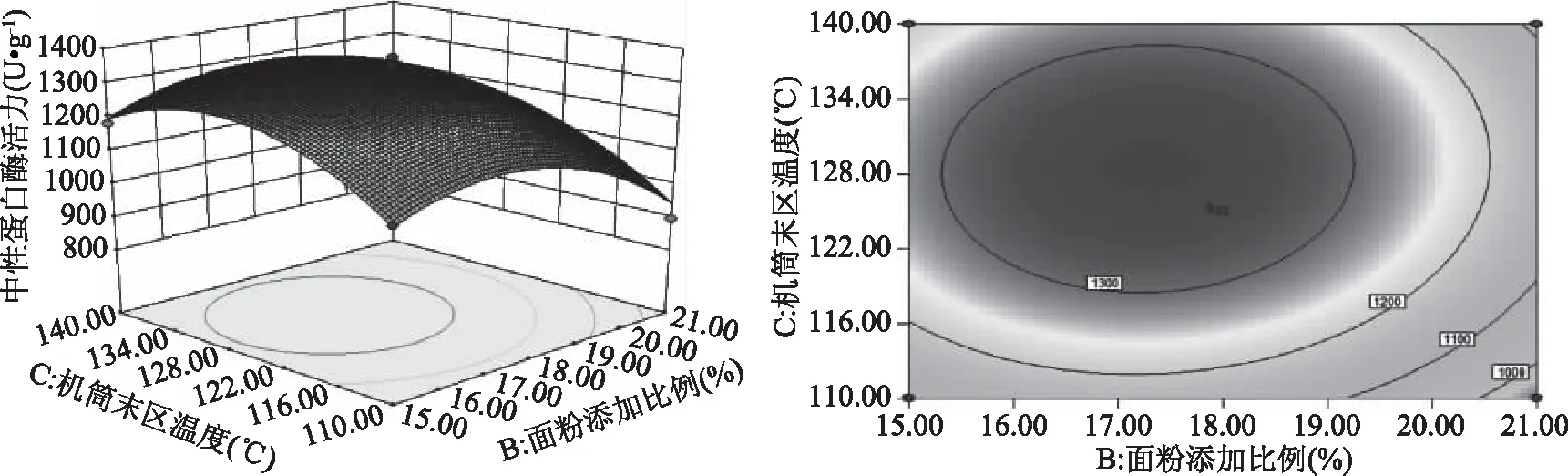
图8 面粉添加比例与机筒末区温度对中性蛋白酶活力影响的响应面和等高线图Fig.8 Response surface and contour plots for the effect of wheat flour addition and barrel temperature on neutral protease activity
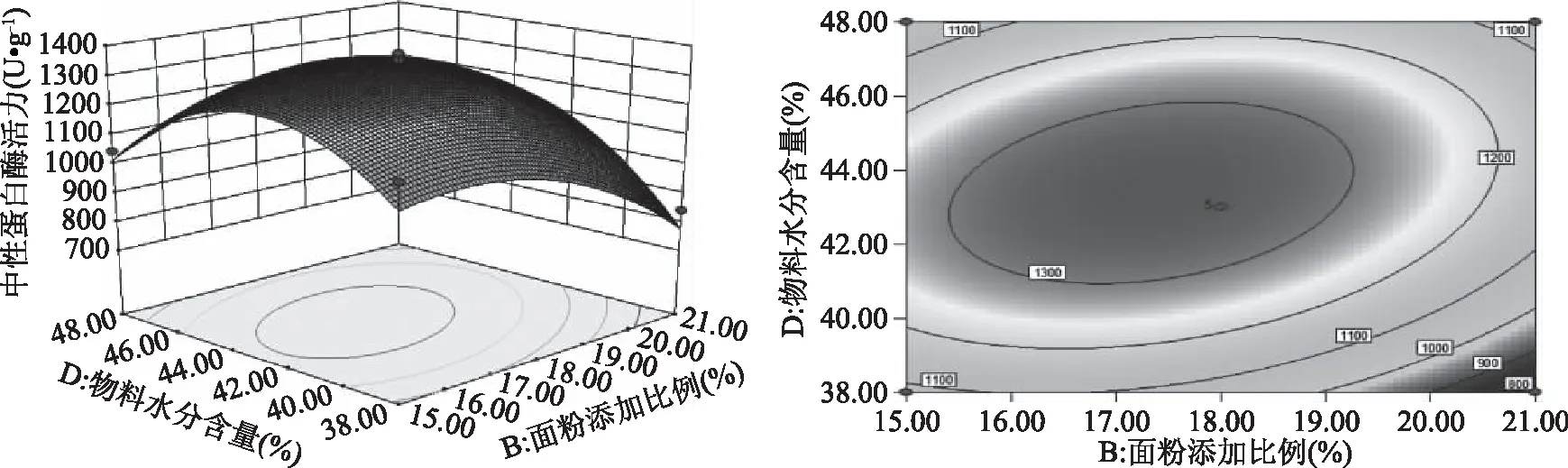
图9 面粉添加比例与物料水分含量对中性蛋白酶活力影响的响应面和等高线图Fig.9 Response surface and contour plots for the effect of wheat flour addition and moisture content of ingredient on neutral protease activity
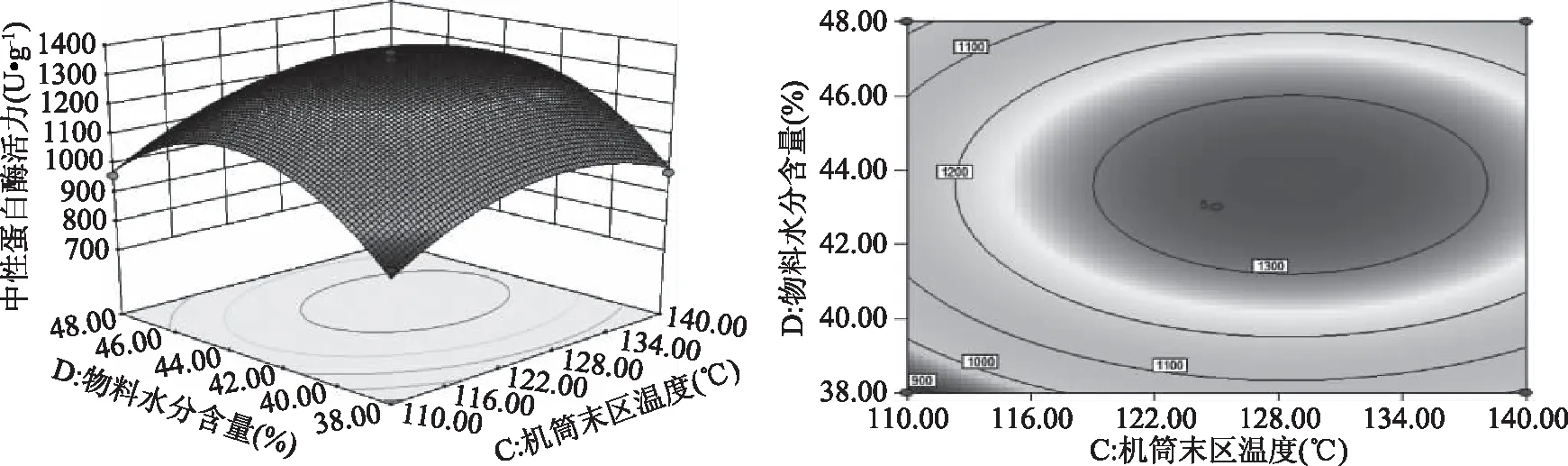
图10 机筒末区温度与物料水分含量对中性蛋白酶活力影响的响应面和等高线图Fig.10 Response surface and contour plots for the effect of barrel temperature and moisture content of ingredient on neutral protease activity
2.2.3 验证试验设计及结果 根据响应面试验所得结果,利用软件分析后,确定中性蛋白酶活力最大时的挤压膨化参数为:螺杆转速118.47 r/min、面粉添加比例17.45%、机筒末区温度129.04 ℃、物料水分含量43.38%,此时,中性蛋白酶活力预测值为1358.89 U/g。为验证模型可行性,考虑到实际情况,将最佳工艺条件修改为螺杆转速120 r/min、面粉添加比例17%、机筒末区温度130 ℃、物料水分含量45%,在此工艺条件下进行3组验证试验,并与传统蒸煮法处理蚕豆粉和面粉混合物制曲后的中性蛋白酶活力进行对照。试验得到的中性蛋白酶活力平均值为(1331.91±8.22) U/g,与预测值的误差为2.03%,说明响应面法预测吻合度较高。而采用传统蒸煮的方法处理蚕豆粉和面粉混合物后制曲,成曲中性蛋白酶活力为997.16 U/g,与对照相比,试验组中性蛋白酶活力提高了33.57%。
2.3 两种处理方式的蚕豆酱成曲多肽分子量分布
由图11和表4可以看出,不同处理方式预处理原料制曲后的成曲多肽分子量分布变化显著。表4中,Mp为峰尖分子量,挤压处理物料制曲后的成曲小分子量肽的数量显著增加。这表明挤压预处理后物料的结构更适合于曲霉菌的生长,有利于蛋白酶的分泌,从而酶活较高,小分子肽数量增加。
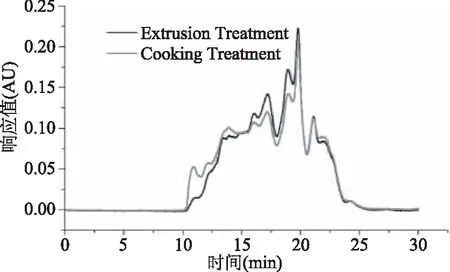
图11 挤压膨化物料与蒸煮物料制曲后的成曲多肽分子量分布Fig.11 Peptide molecular weight distribution of koji in extrusion process and in cooking process
2.4 蚕豆酱酿造性能研究
在最优制曲条件下得到的蚕豆酱颜色呈红褐色,有光泽,酱香较浓,无不良气味,咸甜适口,稀稠适度。经检测蚕豆酱的氨基酸态氮含量为0.720 g/100 g,水分为50.75%。
3 结论
本实验得到的最佳挤压工艺参数为:螺杆转速为120 r/min,面粉添加比例为17%,机筒末端温度为130 ℃,物料水分含量为45%,在此条件下,成曲中性蛋白酶活力为(1331.91±8.22) U/g。在最优制曲条件下得到的蚕豆酱氨基酸态氮含量为0.720 g/100 g,水分为50.75%,酱香较浓,稀稠适度。该结论可为传统蚕豆酱工艺的升级提供有效的技术参数。
