高速交叉铺网机传动工艺浅析
2018-12-06郑州纺机工程技术有限公司许涛
郑州纺机工程技术有限公司 许涛/文

1 前言
高速交叉铺网机是针刺、水刺等非织造布生产线的关键设备,在非织造布生产线中占有举足轻重的地位,它直接影响整条生产线的生产效率和产品质量。
早期的交叉铺网机存在速度低、纤网层对接效果差,铺网时两头厚等弊端,主要原因是对传动工艺的理解不透,从而使得系统控制程序达不到合理、准确的状态。随着各企业对交叉铺网机的机械性能和生产能力等提出越来越高的要求,交叉铺网机的传动工艺,程序控制也越发重要。由于铺网机运行速度高、运动部件质量大、惯性大,同时要保证铺网小车两端换向时的纤网喂出量与中间位置喂出量一致,即高速多出,低速少出,终点停止时不出,才能保证铺网厚度一致。
在往复铺网过程中,小车和碳帘驱动电机频繁起停,各传动之间衔接与配合要求精密、准确,很难直观看出其相互关系,设备传动工艺较难掌握。传动工艺是电器编程的基本依据,传动工艺的复杂性也给高速交叉铺网机电器程序编制造成了一些难度。下面就工作过程中对该设备在传动工艺方面的一些认识和见解作简单分析。
2 机器用途
高速交叉铺网机在非织造设备中主要作用是将前道梳理机梳理出的薄型纤网由纵向变横向,铺叠多层,根据工艺要求生产出一定宽度、克重的厚型纤网,然后输出给下道工序使用。
3 机器结构
主要由机架部件、铺网输送带部件、前碳帘、后碳帘、小车拖动部件、铺网小车部件、储网小车部件、后补偿小车部件、前补偿小车部件、出网帘部件、进网帘部件,气路部件等组成。
4 涉及的匀变速直线运动物理公式及数学解方程公式
4.1 匀变速直线运动物理公式
平均速度▽V=s/t
末速度Vt=V0+at
4.2 数学公式:
一元二次方程式:ax2+bx+c=0
5 交叉铺网机传动部件运行模式和速度关系
5.1 主要传动部件示意图
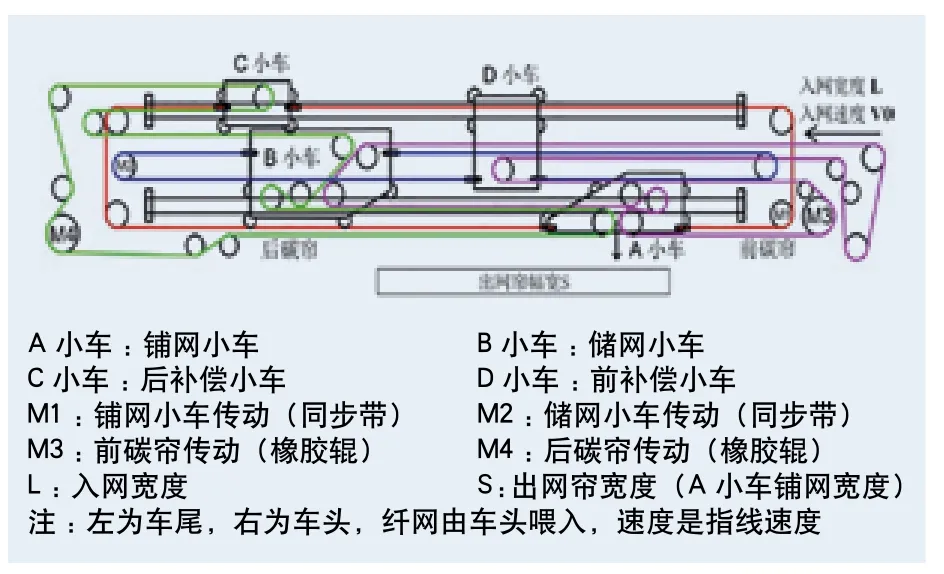
图1 传动示意图
5.2 交叉铺网机正常运行的几个速度关联、推断依据
5.2.1 梳理机的出网速度与交叉铺网机入网速度
梳理机的出网速度即为交叉铺网机的入网速度,这个速度在整个交叉铺网机运行期间是稳定的,纤网以恒定的速度源源不断地喂入到前碳帘上,前碳帘入网部分速度Vo要保持匀速,否则跟梳理机之间纤网会产生意外牵伸。
5.2.2 交叉铺网机碳帘的运动形式
交叉铺网机在运行过程中,碳帘运转是分段式运转,一挂帘子中可能部分静止,部分运动,有时靠小车拉动,有时靠小车拉动与电机驱动二者同时作用。前碳帘是在B小车作用或M3与B小车同时作用,两种形式下分阶段逆时针运转;后碳帘是在A小车作用或M4与A小车同时作用,两种形式下分阶段顺时针运转。
5.2.3 交叉铺网机两个碳帘夹持纤网部分的速度要求
不论A小车和B小车向哪个方向移动,两个碳帘在A小车和B小车之间夹持纤网部分线速度应该始终相同,根据整机入网,出网运行要求,可能两者都静止,也可能两者同时按相同速度运行,但不能有速差,产生错位,否则纤网质量或铺网效果会受影响。
5.2.4 交叉铺网机两个小车对两个碳帘速度的影响
小车对碳帘无拉伸作用时,小车运动时对碳帘速度没有影响。也就是说:A小车在运动过程中对前碳帘速度没有影响,对后碳帘速度有影响,如果后碳帘驱动M4静止,A小车向右速度为V,加速度为a,则A小车作用于后碳帘运动部分的碳帘速度为2V,加速度为2a;B小车在运动过程中对后碳帘速度没有影响,对前碳帘速度有影响,如果前碳帘驱动M3静止,B小车向左速度为V/2,加速度为a,则B小车作用于前碳帘运动部分的碳帘速度为V,加速度为2a。在下面对传动工艺推论、分析时这种速度、加速度关系非常重要。
5.2.5 A小车铺网过程中两个碳帘静止部分区间范围
A小车向左铺网过程中,前碳帘在A小车—M3传动—D小车区间部分相对于地面静止。A小车向右铺网过程中,后碳帘在A小车—M4传动—C小车区间部分相对于地面静止。如果该静止部分碳帘产生转动,铺出纤网会产生意外牵伸,纤网层会发生拉伸或折皱,影响均匀度。
5.2.6 B小车运行至左、右两端位置时换向时间、加速度与前碳帘启动时间、加速度的关系
B小车到达左端终点换向时,状态由Vo/2→减速→0过程中,M3传动要由静止加速,状态由0→加速→Vo,同时二者加速度方向相同,M3传动的加速度是B小车加速度的2倍(由5.2.4得知),以保证交叉铺网机入网速度Vo不变。通过此位置速度关系,可推算出B小车与A小车速度关系,后面速度、加速度推算过程中会用到。
以此类推,B小车到达右端终点换向时,状态由0→加速→Vo/2过程中,M3传动要减速,同时二者加速度方向相同,状态由Vo→减速→0,M3传动的加速度是B小车加速度的2倍。
5.2.7 A小车换向时间、速度、加速度与碳帘启动时间、速度、加速度的关系
A小车到达左端终点时换向减速→0→加速过程中,M4传动要由减速→0,其后,M3传动要由0→加速,两者衔接交替动作,M3传动速度和加速度是铺网小车2倍(V=at,相同时间内,速度与加速度比例关系相同);
A小车到达右端终点时换向减速→0→加速过程中,M3传动要由减速→0,其后,M4传动也要由0→加速,两者衔接交替动作,M4传动速度和加速度是铺网小车2倍。
5.2.8 两个补偿小车作用
D小车(前补偿小车)与B小车是同一个同步带传动,速度大小相同,方向相反。由5.2.4得知,B小车往复运动仅对前碳帘速度有影响,D小车主要作用就是配合B小车对前碳帘进行收放,使前碳帘始终处于涨紧状态,由于是同一个电机驱动,D小车传动工艺不再讨论分析。
同理,C小车(后补偿小车)与A小车是同一个同步带传动,速度大小相同,方向相反。由5.2.4得知,A小车往复运动仅对后碳帘速度有影响,C小车主要作用就是配合A小车对后碳帘进行收放,使后碳帘始终处于涨紧状态,由于是同一个电机驱动,C小车传动工艺不再讨论分析。
6 小车及碳帘瞬时运动速度、加速度与入网速度之间函数关系推算
A小车平均速度与交叉铺网机入网速度的关系
清楚了交叉铺网机保证正常铺网时关键部件速度要求,终点换向时速度转换关系,就可以分析推算其速度之间的函数关系。由于A小车一个铺网幅宽行程时间内,进入交叉铺网机纤网长度与A小车出网长度应相等,否则会产生意外牵伸,所以A小车平均速度与入网速度Vo应相等。下面以A小车按启动→加速→匀速→减速→0模式和启动→匀加速→匀减速→0模式两种情况分析讨论。
6.1当A小车加速度设定为已知固定参数,A小车按启动→加速→匀速→减速→0模式运行时,A小车加速度、速度推算
6.1.1 列出已知量与未知量
已知量:
入网速度:Vo(等于A小车平均速度)
A小车铺网幅宽:S
A小车加速度(减速时为负值):a(6.1.2分析其由来)
A小车走完一个幅宽行程的时间:S/Vo
未知量:
假设:A小车中间匀速时的速度:VA
A小车加速(或减速)时的时间为:t1
6.1.2 列方程计算


两个未知量,两个方程,解此方程可得出:
铺网小车到匀速时的速度

由上式可以看出,此种运行模式下,只有A小车加速度a预先给定,入网速度Vo与铺网小车匀速时的速度VA之间的函数关系才能确立,否则VA不确定,无法进行电器程序设计。通过开车运行试验得出a经验值:5.5-8,低于最小值5.5时,整机运行速度偏低,产量低;高于最大值8时,电机驱动故障,超载。
A小车加速或减速时间

A小车中间段匀速时间

入网速度与中间匀速时间的关系

分析:从上面入网速度与中间匀速时间关系式可以看出,在交叉铺网机幅宽S以及A小车加速度a一定的情况下,A小车匀速时的时间t2越小,入网速度Vo越大,当t2=0时,入网速度Vo达到最大值。也就是说:A小车按启动→匀加速→匀减速→0模式运行,不仅最大限度实现高产,铺网小车运行轨迹线型关系更为简单,纤网层对接更易控制,铺网均匀度更好。
6.2由于以铺网小车加速度为参数关系式较复杂,不便于图示表达,也可以把铺网小车加速度a作为一个变量,铺网小车匀速时速度VA与入网速度Vo的比值n(VA=nV0)作为固定参数来推算小车及碳帘的速度、加速度关系。
6.2.1 B小车与A小车瞬时运动速度、加速度关系推算
B小车向右运动
B小车向右运动时,A小车同时也向右运动,A小车瞬时速度为VA,由于M4停止,则后碳帘夹持纤网部分速度为2VA,因为夹持纤网部分的两个碳帘速度应相等,前碳帘夹持纤网部分速度也为2VA,由此推断M3此时速度VM3为2VA,所以,设B小车瞬时速度为VB,根据5.2.4,B小车向右运动时,作用于前碳帘的速度是B小车速度的2倍,则:
此时B小车向右方向瞬时速度:

此过程B小车与A小车瞬时速度相差Vo/2,加速度相同,当B小车速度达到0时,A小车速度VA=Vo/2,M3速度VM3=Vo,保证了交叉铺网机入网速度Vo不变。
B小车向左运动
B小车向左运动,由于M3处于静止状态,为保证入网速度Vo不变,B小车需按启动→加速→匀速→减速→0模式运行,中间段匀速时:VB=Vo/2
6.2.2 根据B小车与A小车瞬时运动速度、加速度关系画出示意图并计算

图2 运动示意图
列方程:
t=t1+t2+t1

S=V0t铺网小车平均速度与入网速度相等
由以上可得出:

由此可以看出:1<n≤2,n值越大,t2越小n=2时,t2=0;
设储网小车加速时间为tB1,由运动示意图2可知:
通过速度曲线与横向座标之间区域面积计算储网小车行程:
向右运行时,

向左运行时,

左右运动储网小车行程计算结果相同,符合往复运动逻辑关系:
VA=nVo=a(t-t/n)统一单位后

由上式可以看出,系数n一定的情况下,交叉铺网机入网速度Vo在升速过程中,小车加速度需要逐渐变大;n=2时,,。
6.3 A小车按启动→匀加速→匀减速→0模式运行时,A小车加速度与速度的分析推算
6.3.1 列出已知量与未知量
已知量:
入网速度:Vo(梳理机信号控制)
A小车铺网幅宽:S
铺网小车走完一个幅宽行程的时间:t=S/Vo
未知量:
假设:A小车中间速度:Vmax
A小车加速度:a
由于A小车速度平均值与入网速度相等,则:

6.3.2 根据已知量与未知量列方程计算铺网小车加速度、速度:
S=Vot

解方程可得铺网小车瞬时加速度:
a=4Vo2/S
注:也可由6.1.2推算:此情况t2=0则:

也可由6.2.2推算:此情况n=2则:

由于速度单位为m/min,加速度单位为m/S2,统一单位后:

由此可见,该运行模式下,交叉铺网机在升速过程中,铺网小车加速度是个变量,铺网幅宽一定,入网速度越高,铺网小车加速度需要随之变大,当铺网小车加速度达到最大值时,交叉铺网机的生产速度也就达到了最大。
7 B小车与A小车瞬时运动速度、加速度关系推算
此运动模式情况下,B小车与A小车瞬时运动速度、加速度关系与6.2.1一致,不做重复分析。
8 根据速度函数关系及关键要素推算、分析其传动工艺
8.1根据5.2,6.3,7.1及7.2画出小车运动示意图
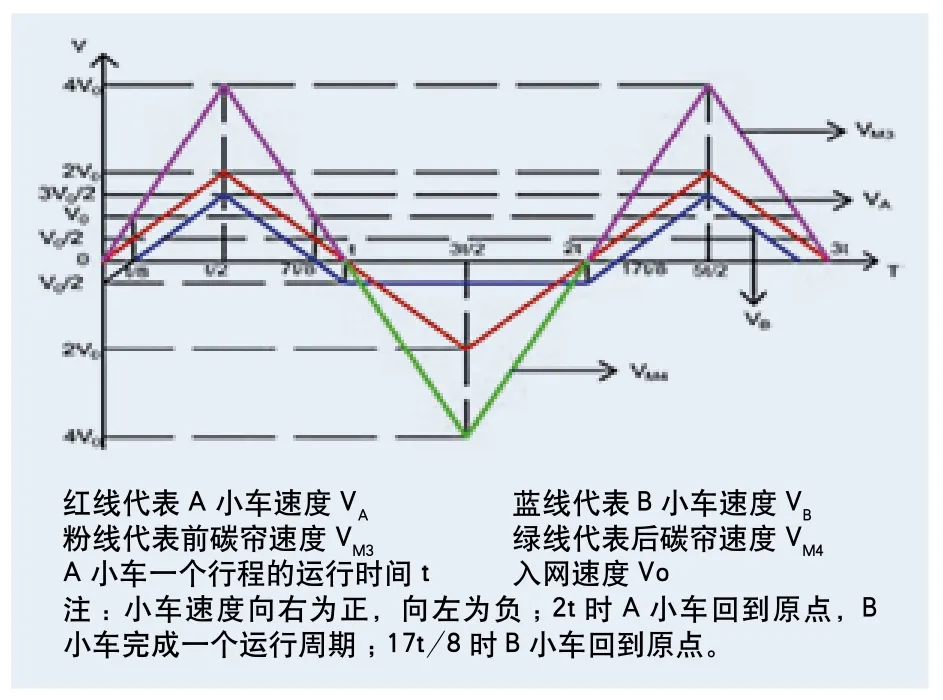
图3 运动示意图
8.2传动工艺分析、计算
8.2.1 B小车行程
由运动示意图3中蓝线与横向座标T之间的面积可计算出B小车行程。
S代表交叉铺网机幅宽,也即A小车行程,SB代表B小车行程。
由6.3.2知:S=Vot则:
B小车向右运动时:

B小车向左运动时:

注:也可由6.2.2推算验证,此时n=2,则:

由计算结果可知:B小车向右与向左运转时计算出结果相同,符合往复运动逻辑关系。
8.2.2 两个小车的运动状态分析、计算
由运动示意图3可以看出:两个小车不能同时停,向右开始运转时,B小车动作要滞后t/8加速启动,到达右端终点时,B小车动作要超前t/8减速换向。
A小车向右运动时,A小车是按匀加速→匀减速状态运行,加速度,行程中间位置S/2的瞬时速度最大,VA=2Vo;A小车向左运动时,A小车仍然是按匀加速→匀减速状态运行,加速度,行程中间位置S/2的瞬时速度最大,。
B小车向右运动时,B小车同样是按匀加速→匀减速状态运行,加速度,行程中间位置啊的瞬时速度最大,;B小车向左运动时,B小是按匀加速→匀速→匀减速状态运行,加速度,到达位置时,速度达到最大,然后匀速到达位置时,开始减速换向。如下图:

图4 运动示意
B小车向右运行的中间位置为:
B小车向左匀加速距离(等于匀减速距离):

B小车向左匀加速与匀速距离之和:
8.2.3 两个碳帘传动M3与M4的线速度
由5.2.4分析计算,A小车向右(速度为VA,加速度为a)运动的整个过程中,后碳帘传动M4静止,前碳帘传动M3启动与停止时间与A小车一致,加速度,速度VM3=2VA,A小车到达中间位置时,M3传动速度达到最大值4Vo。
反之,A小车向左运动的整个过程中,前碳帘传动M3静止,后碳帘传动M4启动与停止时间与A小车一致,加速度,速度,A小车到达中间位置时,M4传动速度达到最大值4Vo。
如图:运动示意图3
8.2.4 如何选择开车启动位置
根据传动示意图1,运动示意图3及8.2,可先通过回参考点计算出两个小车行程的最左端位置,使两个小车都从最左端开始向右启动,A小车与M3传动同时启动,当A小车速度达到Vo/2时,M3传动速度为Vo,B小车再开始向右启动;
也可通过回参考点计算出两个小车行程的最右端位置,使两个小车都从最右端开始向左启动,当B小车速度达到Vo/2时,A小车与M4传动再同时开始启动。
8.2.5 出网帘与铺网小车速度关联
假设已知量:
交叉铺网机入网宽度(等于前道工序梳理机出网宽度)为L,铺网层数为N,则:出网帘每次行程为L/N,
其运行模式,启停时间应与铺网小车一致,则:t=S/Vo,
假设未知量出网帘加速度为aE,出网帘最高速度为VE。则 :

铺网层数越多,出网帘每次行程越小,运转平均速度、加速度越小;铺网层数越少,出网帘每次行程越大,运转平均速度、加速度越大。其运动关系相对简单,不多分析。
9 结束语
交叉铺网机入网速度恒定不变;两个碳帘之间夹持纤网部分的碳帘线速度始终相同;铺网小车的铺网平均速度与入网速度大小相等;此三个速度关系是交叉铺网机传动工艺设计的基本准则。不同型号交叉铺网机运转小车的最大加速度是一定的,当运转小车的加速度达到最大值时,其生产速度也就达到了最大。
高速交叉铺网机性能的不断提高,不仅需要逐渐提高其材质和加工制造工艺,减轻运转小车重量,从而提高其运转加速度,还取决于先进的电器控制技术在铺网机运行控制中的应用,而软件控制技术水平的进一步提高则基于对铺网机结构,各运动部件及运动关系的深入分析研究,控制理论的正确应用。通过分析高速交叉铺网机传动部件的速度、加速度以及传动之间如何衔接、配合,函数关系,基本明确了其工作原理,运行要求。希望能对相关从业爱好者提供一些借鉴与帮助,同时为生产制造企业,设备使用企业在机械性能,工艺水平提高等方面起到一些积极作用。