制药中间体废水处理研究
2018-12-06沈志
沈 志
(上海泓济环保科技股份有限公司 上海 200231)
引言
制药工业是我国工业体系中的重要产业,随着经济快速发展与人民消费水平的不断提高,制药行业也呈现了迅速发展之势。制药废水污染物成分复杂、毒性大、色度高、难生物降解、水质水量变化大,是工业废水中较难处理的一种[1-2]。一般制药工业污染物排放标准体系由6个分标准组成,即发酵类、化学合成类、提取类、中药类、生物工程类和混装制剂类。制药行业在国家的环保治理行业中属于重点治理行业对象,排放的废水同时也是国家环境监测治理的重要对象。
本文以一家制药厂为例,该制药厂主要包括药物实验研究场所、中试研究基地和精品生产基地。项目建设配套污水处理工程,废水来源为厂区生产废水和生活污水,总设计规模200m3/d,其中高浓废水50m3/d,低浓度废水150m3/d。
1 实验材料及方法
1.1 进出水水质标准
根据该制药厂提供进水水质,本工艺进水水质如下:
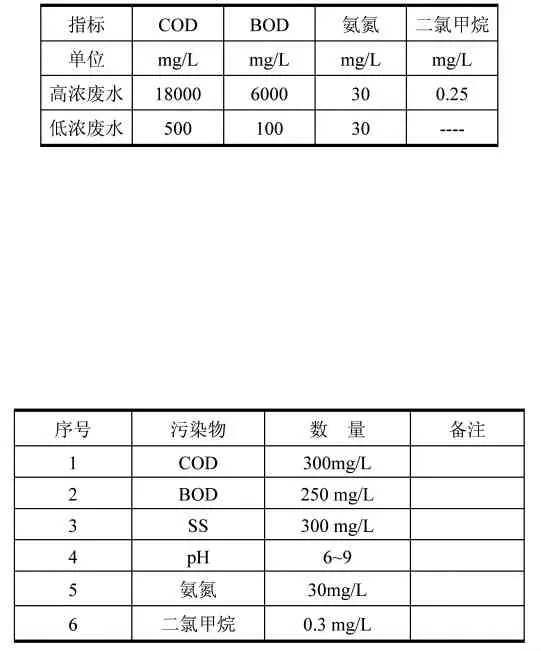
表1 设计进水水质
本项目废水经厂区内污水处理站处理后,通过开发区污水管网送石桥子污水处理厂处理达标后排入北沙河,本项目污水中污染物pH、COD、BOD5、氨氮、SS排放执行《辽宁省污水综合排放标准》(DB21/1627-2008)表2中“排入设置污水处理厂的收集管网系统的污水”水污染物最高允许浓度要求,二氯甲烷执行《化学合成类制药工业水污染物排放标准》(GB21904-2008)表2中限值要求。综合执行如下标准:

表2 设计出水水质
1.2 试验仪器及方法
CODCr的测定采用标准重铬酸钾法(GB 11914-89);BOD5的测定采用稀释接种法,等效于GB 7488-87。氨氮的测定采用纳氏试剂分光光度法。总氮的测定采用过硫酸钾氧化紫外分光光度法[6]。
2 结果与讨论
2.1 水量水质特点
本项目废水来源为生产废水及厂区生活污水,其中主要污染来自高浓度有机废水,具体水质特点如下:
(1)高浓废水主要来自原料药、制剂的生产和研发,废水中含有高浓度有机溶剂及部分产品和中间体,其中大部分有机污染物可生化性较好,但DMF、四氢呋喃等为难降解有机物,二氯甲烷等为生化毒性有机物。
(2)高浓度废水含盐量较高且含一定的悬浮物,不适宜直接采用生物法处理。
(3)来自研发的废水水质成分复杂,水质随研发药品种类变化而变化。
(4)高浓废水氨氮浓度较低,但废水中含有一定的含氮有机物,该部分有机物在生物处理过程中可转化为氨氮。
(5)低浓度废水来自生活污水和地面冲洗废水,污染物浓度较低,可生化性较好。
2.2 工艺比选
根据上述水质分析,本工程应先对高浓废水进行预处理,去除高浓废水中的盐分和部分大分子有机物,提高其可生化性。经过预处理的高浓废水与低浓度废水混合后进行厌氧和好氧处理,好氧出水可达标排放。各工艺段反应器选择如下:
(1)悬浮物及油类的去除
高浓废水中的盐分需要采用蒸发工艺去除,为了避免蒸发器堵塞和保证换热效率,需要在蒸发之前去除废水中悬浮物和油类。根据同类废水处理经验,本工程采用混凝气浮工艺去除悬浮物和油类。
(2)蒸发器的选择
废水处理常用的蒸发工艺有多效蒸发和MVR两种。
对于本工程,废水中含有一定的低沸点有机溶剂,在蒸发过程中低沸点有机溶剂会形成不凝气体,从而影响MVR压缩机的压缩效率,随着不凝气体的积累,压缩机效率会进一步下降,最终导致MVR无法正常运行。所以,本工程宜采用多效蒸发工艺作为本工程的蒸发器。
(3)厌氧生化部分
当前厌氧工艺处理可选择的主要是UASB、IC和EGSB三种。其中IC和EGSB工艺为第三代厌氧反应器,主要用在大规模易降解的废水处理。UASB第二代厌氧反应器,对各种废水都有很好的适应性,尤其适用于水质变化较大废水处理工程,所以本工程厌氧部分选用UASB反应器。
(4)好氧生化部分
废水中含有一定的有机氮,经过厌氧处理后会有部分转化为氨氮,所以为保证效果,本工程主体生化处理部分应采用A/O工艺。因废水经过厌氧处理后,废水中的大部分易降解有机物已经降解,废水B/C较低,所以好氧部分需采用生物量大同时污泥龄较长的生物反应器。本工程好氧部分采用我公司的改进AO工艺(投加固定床平板填料),利用改进AO工艺中生物膜中高泥龄微生物对难降解有机物处理的高效性以及AO系统耐冲击负荷的能力来保证整个系统的稳定运行。
如上所述,最终本项目的工艺流程如下所示:
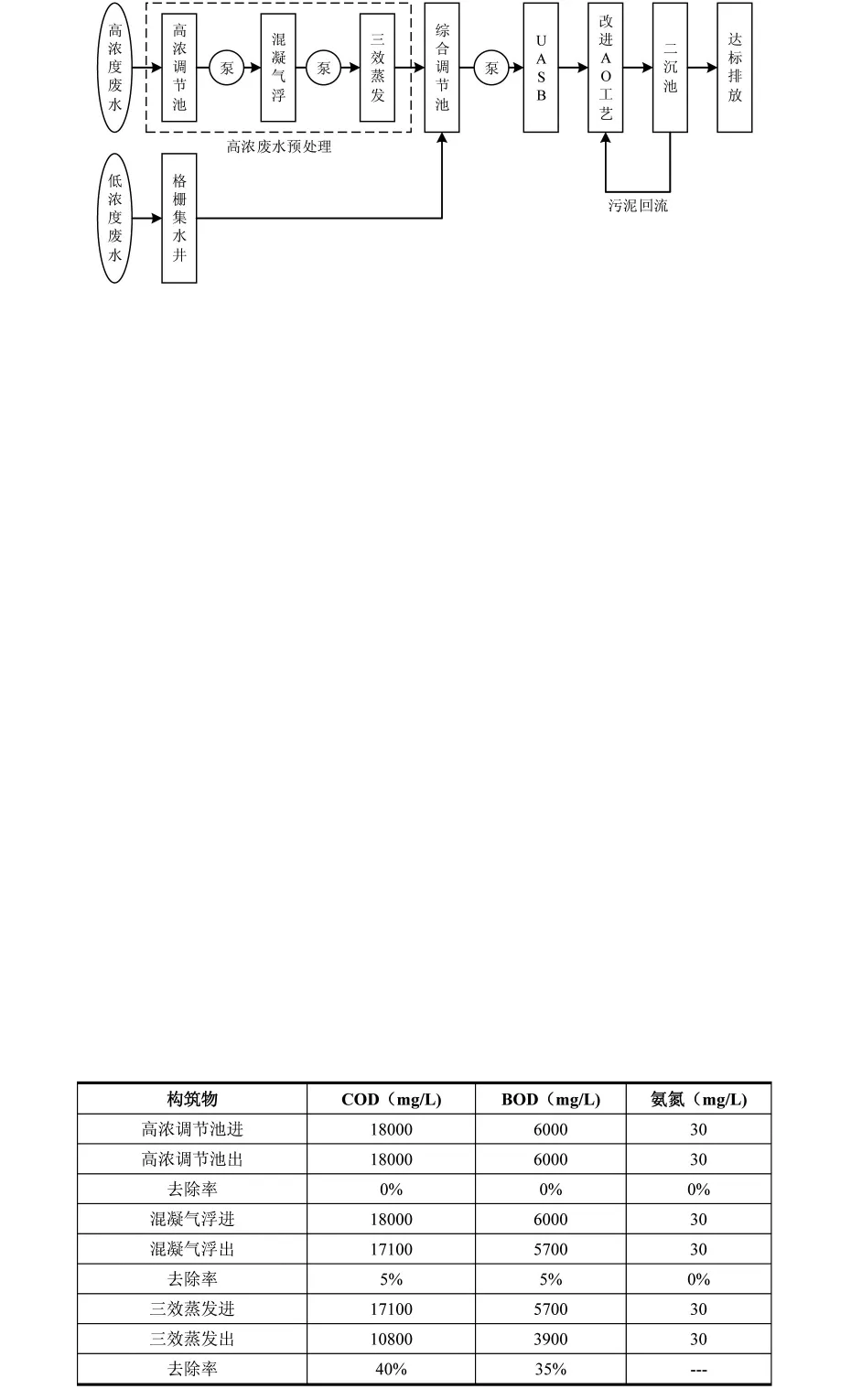
图1 工艺流程框图
2.3 主要工艺参数设计
2.3.1 三效蒸发
数量1套,含换热器、支架、离心机等;材质:钛材+SUS316L+碳钢防腐;处理能力:2.5m3/h;总功率为,58.5kW;蒸汽耗量:800~1400kg/h。
2.3.2 UASB
数量:1 座,设计水量 200m3/d;尺寸(L×B×H):5.5×4.5×8m;有效水深:7.5m;单格有效容积:185m3;单格总容积:198m3;容积负荷:4.3kgCOD/(m3·d);结构:地上式钢砼。
2.3.3 改进AO
(1)缺氧池
数量:1 座,设计水量 200m3/d;尺寸(L×B×H):4×1.85×5.5m;有效水深:5m(预留超高 0.5m);有效容积:41m3;总容积:37m3;停留时间:4.4h;结构:半埋地式钢砼,与好氧区合建。
(2)好氧池
数量:1 座,设计水量 200m3/d;尺寸(L×B×H):14.8×4×5.5m;有效水深:5m(预留超高0.5m);有效容积:296m3;总容积:326m3;停留时间:35.5h;COD 负荷 0.95kgCOD/(m3·d):结构:半埋地式钢砼,与缺氧区合建。
2.4 高浓废水预处理
根据预处理阶段效果,预处理中混凝气浮对主要是对于废水中油分的控制去除效果。由于进水水质并未对油分进行检测,所以效果没有体现。此外,混凝沉淀能够去除部分胶体状或大分子的COD,调试阶段观测到COD的去除效率约在5%左右。经过三效蒸发蒸发后的废水,经过脱溶回收部分有机溶剂,高沸点的有机物留在蒸发母液中,得以去除。
表1 高浓废水预处理效果
2.5 生化阶段调试效果
三效蒸发出水与低浓度废水混合,水质按照两种废水加权平均进行估算,氨氮按照有机氮部分释放后计算。根据厌氧UASB阶段效果可知,调试阶段厌氧反应器能对于CODcr和BOD的去除率约为65%和75%。此时的出水含未能达到出水的标准。此外,厌氧反应器对于氨氮和TN没有去除效果。传统AO工艺不投加填料,所以为了去除氨氮,需要增加停留时间,确保硝化细菌有足够的污泥龄,本项目采用投加了填料的改进AO工艺,能有效增加污泥龄(增加硝化细菌比例)和污泥浓度,保证COD达标的情况下也能够保留住硝化细菌,确保氨氮达标。

表2 综合废水预处理效果
结语
(1)对于制药废水而言,高浓度废水宜经过适当的预处理,如混凝气浮+多效蒸发。
(2)经过预处理的高浓度废水和低浓度废水混合后,在经过UASB和AO工艺可以达标排放。
(3)工艺中的AO工艺若采用投加填料形式的改进AO工艺,可以有效降低池容,增加污泥龄,确保氨氮达标。
