“厌氧发生器UBF+膜生物反应器+超滤+纳滤+反渗透”工艺在生活垃圾焚烧发电厂渗滤液处理中的应用
2018-12-06史谦
史 谦
(兰州市城市建设设计院,甘肃 兰州 730050)
1 概述
兰州市中铺子生活垃圾焚烧发电厂项目,位于兰州市皋兰县中河镇罗官村肖家窑。日处理设计总规模3000吨/日,一期日处理垃圾能力为2000吨。主要建设生活垃圾无害化处理发电项目。项目垃圾处理采用世界领先的“炉排炉”技术,将配置3台700t/d炉排炉,2台20MW的汽轮发电机,每年可处理生活垃圾约73万吨,扣除自用电外,平均每年可向电网供电约1.74亿kWh。本工程产生生活污水100m3/d,渗滤液300 m3/d,共计约400 m3/d的废水。
兰州市生活垃圾焚烧发电项目的建设,遵循兰州市“生态立市”的发展方针,符合兰州市规划城市综合配套能力,改善环境质量,促进循环经济发展,提高居民生活条件。项目的实施将最大限度的实现兰州市生活垃圾的无害化、减量化、资源化。
2 渗滤液进出水水质
2.1 设计进水水质
由于兰州地区雨水较少,生活垃圾含水量很低,因此渗滤液具有如下特点,为高浓度有机废水;氨氮含量高;水中盐分含量高;水量、水质随季节变化较大[1],具体见表1。
2.2 设计出水水质
处理后出水水质要求达到《城市污水再生利用,工业用水水质》(GB/T19923—2005)中敞开式循环冷却水系统补充水水质指标(换热器为非铜质)[2]。主要出水指标如表2。
3 工艺流程

图1 工艺流程图
4 工艺原理
4.1 厌氧系统
厌氧处理系统是利用厌氧微生物的代谢过程,在不需要氧气的条件下将有机污染物转化为大量沼气、水以及少量的细胞物质[3]。

表1 设计进水水质

表2 设计出水水质

表3 厌氧系统进出水COD去除率
由于垃圾焚烧厂所产生的渗滤液是新鲜渗滤液,COD浓度较高,其值在25000mg/L~60000mg/L之间。MBR生化系统中的微生物不能承受如此高的COD浓度,严重会导致整个系统崩溃。为解决此问题,在MBR生化系统前增加UBF厌氧处理工艺,对COD进行预处理。表3为厌氧系统COD进出水浓度及去除率。
4.2 膜生物反应器
本工程采用了前置反硝化和二级硝化的工艺,并且增加了硝酸盐回流系统。当一级硝化脱氮不完全时,可通过二级硝化进行深度脱氮反应,同时启动硝酸盐回流泵,根据化验数据调整回流比,从而起到良好的脱氮效果,脱氮效率可以达到99%以上。
膜—生物反应器工艺综合了膜处理技术和生物处理技术的优点。超滤膜组件作为泥水分离单元,可以完全取代二次沉淀池。可以分别控制水力停留时间和污泥停留时间。表4为MBR系统进出水污染物浓度及去除率。
4.3 纳滤、反渗透、浓缩液减量化系统
4.3.1 纳滤系统
纳滤分离作为一项新型的膜分离技术,在很低的压力下,具有较高的脱盐性能。纳滤过程对当价离子和分子量低于200的有机物截留较差,而对二价和多价离子及分子量介于200-500之间的有机物,有较高的脱除率,膜的分离控制在1nm到10nm左右,纳滤处理水量470m3/d,清液回收率可达到85%。纳滤运行压力在5~13bar之间。
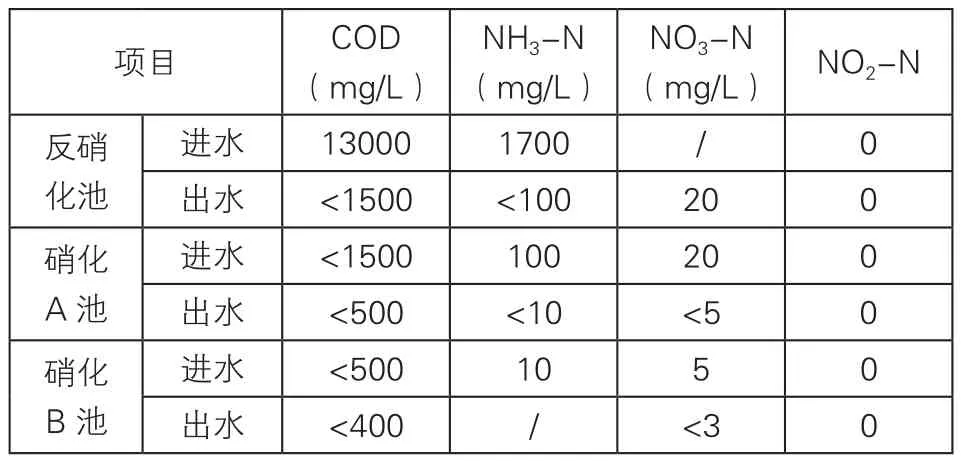
表4 MBR系统进出水污染物去除率
4.3.2 反渗透
反渗透膜孔径小,在0.1~1nm之间,工作压力在8~45bar之间。能分离粒经小于1nm的物质,脱盐效果非常好,反渗透处理水量420m3/d,清液回收率达到75%~80%之间。
4.3.3 纳滤浓缩液减量化系统
对纳滤浓缩液再进行一次处理,其压力在5~20bar之间。清夜得率在50%之间,清液回流到超滤清液罐继续处理,起到浓缩液减量化的目的。
5 主要设计参数

表5 厌氧系统的主要设计参数

表6 MBR系统的主要设计参数

表7 纳滤系统的主要设计参数

表8 反渗透系统的主要设计参数

表9 二级纳滤系统的主要设计参数
厌氧系统主要设计参数见表5,MBR系统主要设计参数见表6,纳滤系统主要设计参数见表7,反渗透系统主要设计参数见表8,二级纳滤系统主要设计参数见表9。
6 运行效果
该工程自2016年正式投入运行以来,运行效果良好,达到回用水标准。渗滤液处理站实际进出水水质(2017.1.5~2017.3.27)如表10。

表10 渗滤液处理站实际进、出水水质
7 结论与建议
1)兰州中铺子生活垃圾焚烧发电厂垃圾渗滤液处理项目,采用的“厌氧发生器UBF+膜生物反应器+超滤+纳滤+反渗透”工艺,运转灵活,节约能耗,出水稳定可靠;可为其他类似工程提供参考。
2)该工艺运行成本低,处理每吨水耗电量为15度左右,药剂费用为每吨2元左右。
3)出水水质达到GB19923-2005《城市污水再生利用工业用水水质》中敞开式循环冷却水补充水水质标准(换热器为非铜质)。处理后的尾水全部利用,真正达到零排放,充分实现废水资源化利用。
