车削径向孔轴类零件的夹具设计
2018-11-30山东劳动职业技术学院济南250300史家迎
■ 山东劳动职业技术学院 (济南 250300) 史家迎
径向孔是轴类零件的常见结构,该结构的零件应用广泛。具有径向孔的轴类零件可以实现两轴传递旋转转矩,方便人们的操作。同时,也可以实现两轴成90°联接,增大两轴的联接刚度。
轴类零件具有径向孔,可以实现两轴直接联接,避免使用联轴器、齿轮和传动部件等联接,使设备结构简单,降低经济成本。由于径向孔轴类零件结构的特殊性,在机械加工时零件装夹困难,通用夹具(如三爪自定心卡盘、台虎钳等)很难夹持住零件,甚至不能夹持零件,从而无法实现零件的加工。
1.加工轴类零件径向孔的传统方法
对于单件、小批量的零件,在普通车床上一般采用四爪卡盘(见图1),这种装夹方法找正、调整复杂,粗加工完毕,需要重新找正,费时费力。操作人员很难控制夹持径向孔处的卡爪夹紧力的大小,夹紧力过大,径向孔很容易夹持变形;夹紧力过小,零件夹持不牢,加工过程中零件容易松动,导致发生机床和人身事故,难以保证零件的加工精度。在钻床上通常采用V型铁和压板夹持工件(见图2),这种装夹方式加工精度不高。一方面,操作人员用钳工划线的方法确定孔心的位置,存在划线位置误差。加工时,操作人员手动调整麻花钻的位置,使麻花钻的轴心对准孔心,调整难度大,存在找正误差。另一方面,钻床的进给运动依靠操作人员的手动操作实现,进给速度不均匀,零件的表面加工质量差,对表面粗糙度值Ra=3.2μm及以上要求的零件,手动进给不能保证零件的加工精度。对于大批量加工的零件,以上两种机床的加工方法,机床调整时间长、加工精度低且生产效率不高。为高效率、高精度加工轴类零件的径向孔,必须采用专用夹具。
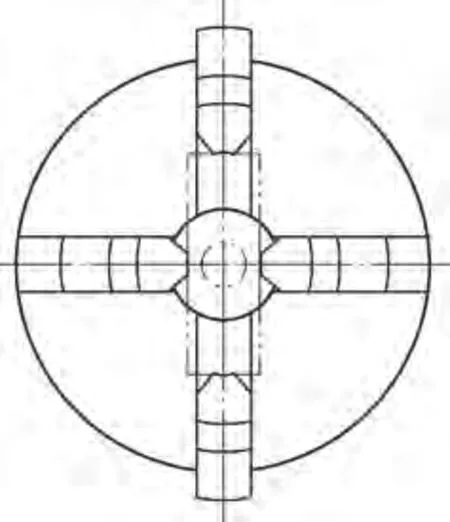
图1 四爪卡盘夹持工件
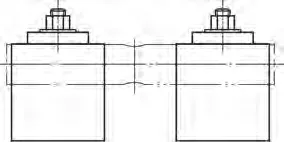
图2 V型铁夹持工件
2.车削径向孔轴类零件的专用夹具设计
如图3所示,车削径向孔轴类零件的专用夹具结构。
(1)夹具的定位原理。下径向定位套、上径向定位套限制了工件的、、、及四个自由度,轴向定位套限制工件的,Z轴旋转自由度没有被限制,夹具定位装置共限制工件的5个自由度,属于部分定位,满足加工要求。
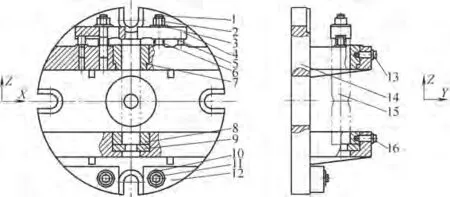
图3 1.螺栓 2.螺母 3、10.垫圈 4.压板 5.支撑销 6.弹簧 7.上径向定位套8.下径向定位套 9.轴向定位套 11、13、16.螺钉 12.平衡块 14.夹具体 15.工件
(2)夹具的结构及工作原理。装夹工件前,先安装轴向定位套、下径向定位套和上径向定位套,零件加工时为确保下径向定位套和上径向定位套与夹具体不发生转动,分别紧固螺钉13和螺钉16。用棉纱擦拭工件的外表面、下径向定位套和上径向定位套的内表面,保证零件顺利装配及定位元件的精度。拧开螺母,移动压板,把工件装配到下径向定位套和上径向定位套中。为保证工件和定位元件的充分接触,在装入工件时,可以用铜棒或橡胶棒轻轻敲击工件。工件装入完毕,用压板压住工件的端面,再拧紧螺母。零件装夹完毕,需要进行动平衡,适当增加或减少平衡块的质量。
拆卸工件时,先用锉刀把径向孔处的毛刺去掉,拧开螺母,移动压板,转动夹具,使轴向定位套位于上方,一只手接住工件,另一只手用铜棒或橡胶棒轻轻敲击工件的端面,工件即可取出。
(3)夹具的装夹范围广。夹具不但装夹光轴类零件,还可以装夹阶梯轴类零件,装夹范围广。加工光轴类零件或阶梯轴类零件时,当径向孔的轴向位置不同,通过改变轴向定位套的厚度就可满足加工要求。当加工阶梯轴类零件时,根据阶梯轴的形状及尺寸,改变下径向定位套和上径向定位套的内孔结构及尺寸,即可满足零件的加工要求。
3.注意事项
(1)加工高精度的径向孔,尽量采用高速钢刀具,机床选择低转速,并加注切削液,及时排除切削热,减小零件的变形。
(2)为保证夹具的定位精度和零件的加工精度,建议准备两套夹具,零件的粗精加工各用一套。
(3)为保证操作人员的安全,用硬质合金刀具加工零件时,机床的转速不宜选得过高。特别加工阶梯轴类零件时,夹具一定进行动平衡,防止因离心力的作用,发生机床和人身事故。
(4)加工零件时,若加注切削液,粗加工尽量选择冷却效果好的乳化液,精加工尽量选择润滑性能好的粘度低的切削油,可获得高的零件表面加工质量。
(5)若采用硬质合金刀具切削零件,精加工时,尽量采用硬度高的刀具材料(如YT30型硬质合金刀具或涂层硬质合金刀具),避免零件出现喇叭口的现象。
(6)为保证夹具体定位套的拆卸方便和定位精度,使用夹具时,应避免用力敲击夹具。
(7)夹具可以多次使用,使用完毕,应及时擦拭夹具表面,涂敷防锈油,防止夹具生锈,影响夹具零部件的拆卸和定位套的定位精度。
4.小结
综上所述,车削径向孔轴类零件的专用夹具改变了传统的装夹方式,它结构简单、制造方便、定位精度高、操作方便且生产效率高。当夹具的定位精度下降时,只需更换径向定位套,即可恢复夹具的定位精度,方便快捷,经济成本低。只要改变定位套的内孔结构,夹具可以用来装夹光轴、阶梯轴,夹具的装夹范围广,柔性度高。车削径向孔轴类零件的专用夹具实用性强,工艺性好,灵活方便,具有一定的推广价值。
