健身器材异形钣金件的加工
2018-11-30中国船舶重工集团公司第七一研究所湖北宜昌443003易仲成
■ 中国船舶重工集团公司第七一 研究所 (湖北宜昌 443003) 易仲成

1.工件结构
图1所示为某健身器材上的金属骨架,形状异形,材料为Q235,每台健身设备上需要1个金属骨架,主要由图示5个零件拼焊成形,图2所示为主支撑,需要使用的型材主要为36mm×36mm×3mm角钢、φ32mm×2mm钢管,要求加工成形后与配套零部件能安装合适,无干涉。
2.工艺方案分析
从图形上分析,零件加工的难点在于主支撑的加工以及主支撑与左、右角钢的焊接。
(1)主支撑:设计者原本考虑采用36mm×36mm×3mm角钢型材拼焊成形,实际加工过程中,首先需要对角钢进行机械加工,单个零件加工成形后再进行拼焊,由于拼焊角钢数量多,且拼焊过程中角度不易控制,尺寸很难保证,因此工艺上不建议采用角钢拼焊成形,而是采用其他工艺加工成形。
考虑到公司的实际加工能力,公司现有激光切割机一台,可以切割最厚为6mm的钢板,加工效率很高,采用钢板放样后弯折成形可以提高加工效率及精度,故采用3mm钢板激光切割外形及内孔后弯折焊接成形。
通过对展开料计算分析,发现主支撑上相邻的弯折件展开料会产生干涉,故需间隔去除3处折边,后期采用焊接工艺成形。通过排料发现,如果采用一次放样成形,会导致余料浪费严重,考虑到主支撑为左右对称结构,故可以从中间断开,排料时节省废料损耗,后期采用工装焊接成形,不影响性能及强度。展开料如图3所示。
采用放样弯折及焊接工艺即可完成主支撑的成形。

图5 左角钢定位工装
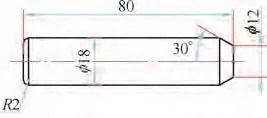
图6 定位销
图7 弯管工装
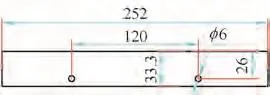
图8 主支撑展开料2

图9 总装效果
(2)主支撑与左、右角钢3mm×33mm×157mm,数量与展开料零件数量一致。
5.总装焊接成形
总装效果如图9所示。
(1)主支撑焊接:采用焊接工装及定位销固定展开料1弯折的左、右两个零件→点焊成一体→以外形对齐来定位焊接缺失零件成主支撑。
(2)左、右角钢焊接:利用左(右)角钢定位工装定位主支撑及左(右)角钢后点焊成形。
(3)心率管及转接板焊装:定位安装心率管及转接板并点焊成形。
(4)满焊成形、校形并打磨焊渣。
(5)油漆:外表面油漆涂锌黄环氧底漆HG/T2239-91/细白银汽车漆YZW-9172/丙烯酸聚氨酯清漆HG/T2454-06。
