2219-T87铝合金TIG焊缝摩擦塞补焊接头组织及性能
2018-11-29杨新岐孙转平王东坡
杜 波,杨新岐,孙转平, 2,王东坡
2219-T87铝合金TIG焊缝摩擦塞补焊接头组织及性能
杜 波1,杨新岐1,孙转平1, 2,王东坡1
(1. 天津大学天津市现代连接技术重点实验室,天津 300350;2. 天津长征火箭制造有限公司,天津 300451)
采用摩擦塞补焊工艺,对8,mm厚的2219-T87铝合金TIG焊缝进行焊接实验,采用光学显微镜、扫描电子显微镜观察接头的焊缝成型、显微组织和强化相转变,通过硬度测试、拉伸试验、断口观测研究接头的力学性能和断裂特征. 结果表明:摩擦塞补焊接头可分为塞棒区、塞棒热力影响区、再结晶区、热力影响区、热影响区和母材区/TIG焊缝区6部分;接头热影响区和热力影响区的强化相粗化,发生局部软化,垂直于TIG焊缝方向的最低硬度(95.1,HV)出现在热力影响区,平行于TIG焊缝方向的最低硬度(75.3,HV)出现在热影响区;接头的抗拉强度可达321.3,MPa,断后伸长率可达2.8%,,分别为母材的72.2%,和28.0%,;拉伸试样断裂位置为热力影响区,断口呈剪切韧窝,属于塑性断裂.
摩擦塞补焊;2219-T87铝合金;TIG焊缝;微观组织;力学性能
2219铝合金是我国新一代运载火箭贮箱结构材料,搅拌摩擦焊已成功应用于火箭贮箱筒段纵缝的焊接,但受到贮箱体积和焊接条件的影响,运载火箭贮箱环焊缝及角焊缝的连接目前仍采用VPTIG焊接工艺.研究表明,2219铝合金采用VPTIG焊接时,接头容易产生气孔缺陷,严重降低接头的力学性能,需要对气孔缺陷进行补焊,以满足贮箱的使用要求.
摩擦塞补焊(friction plug welding,FPW)是英国焊接研究所于1995年发明的一种新型固相补焊技 术[1].该技术可用于搅拌摩擦焊尾孔的消除及焊接缺陷的修复,在火箭贮箱结构的制造过程中具有重要应用.国外对FPW进行了大量的实验和工艺优化工 作[2-4];国内对FPW的研究起步较晚[5-10],与2219-T87铝合金TIG焊缝FPW相关的研究鲜有报道.
本文对火箭贮箱结构用2219-T87铝合金TIG焊缝和2A14-T6铝合金塞棒进行了FPW工艺实验,焊后对接头的焊缝成型、微观组织、显微硬度、抗拉强度及拉伸断口进行了观察和测试.研究结果对FPW工艺应用于火箭贮箱制造中TIG焊缝缺陷的修复具有重要的理论和工程意义.
1 实验方法
实验板材料为2219-T87铝合金TIG焊缝,规格为200,mm×80,mm×8,mm,塞棒材料为2A14-T6铝合金.实测2219-T87铝合金TIG焊缝的抗拉强度为232.2,MPa,断后伸长率为1.23%,.2219-T87铝合金和2A14-T6铝合金的主要化学成分见表1.
表1 2219-T87铝合金和2A14-T6铝合金的主要化学成分

Tab.1 Chemical composition of 2219-T87 and 2A14-T6 aluminum alloys %,
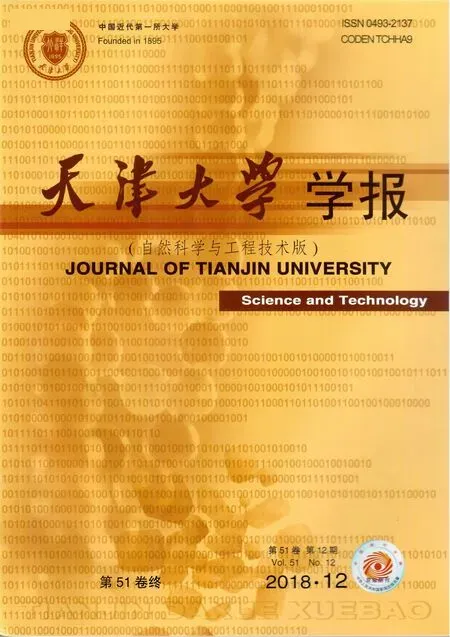
TIG焊缝的摩擦塞补焊工艺实验在天津大学自主设计研制的大功率摩擦柱塞焊接系统上完成,塞棒和塞孔的形状尺寸设计如图1(a)所示.通过前期的工艺实验,在优化的焊接工艺下进行实验(焊接转速5,000,r/min,焊接压力40,kN,顶锻压力45,kN,保压时间5,s,塞棒压入量6,mm).
金相试样采用线切割切取,经磨光、抛光后用Keller试剂腐蚀并在OLYMPUS GX51 光学显微镜下观察其显微组织.使用432SVD自动转塔数显维式硬度计测量接头的硬度分布,载荷1,000,,加载时间10,s.依据国家标准《焊接接头拉伸试验方法》(GB/T 2651—2008)进行FPW接头的拉伸实验,拉伸试样尺寸如图1(b)所示.拉伸测试在CSS-44100电子万能实验机上进行,加载速率3,mm/min.使用Hitachi-S4800扫描电镜观察拉伸断口的宏观与微观形貌.
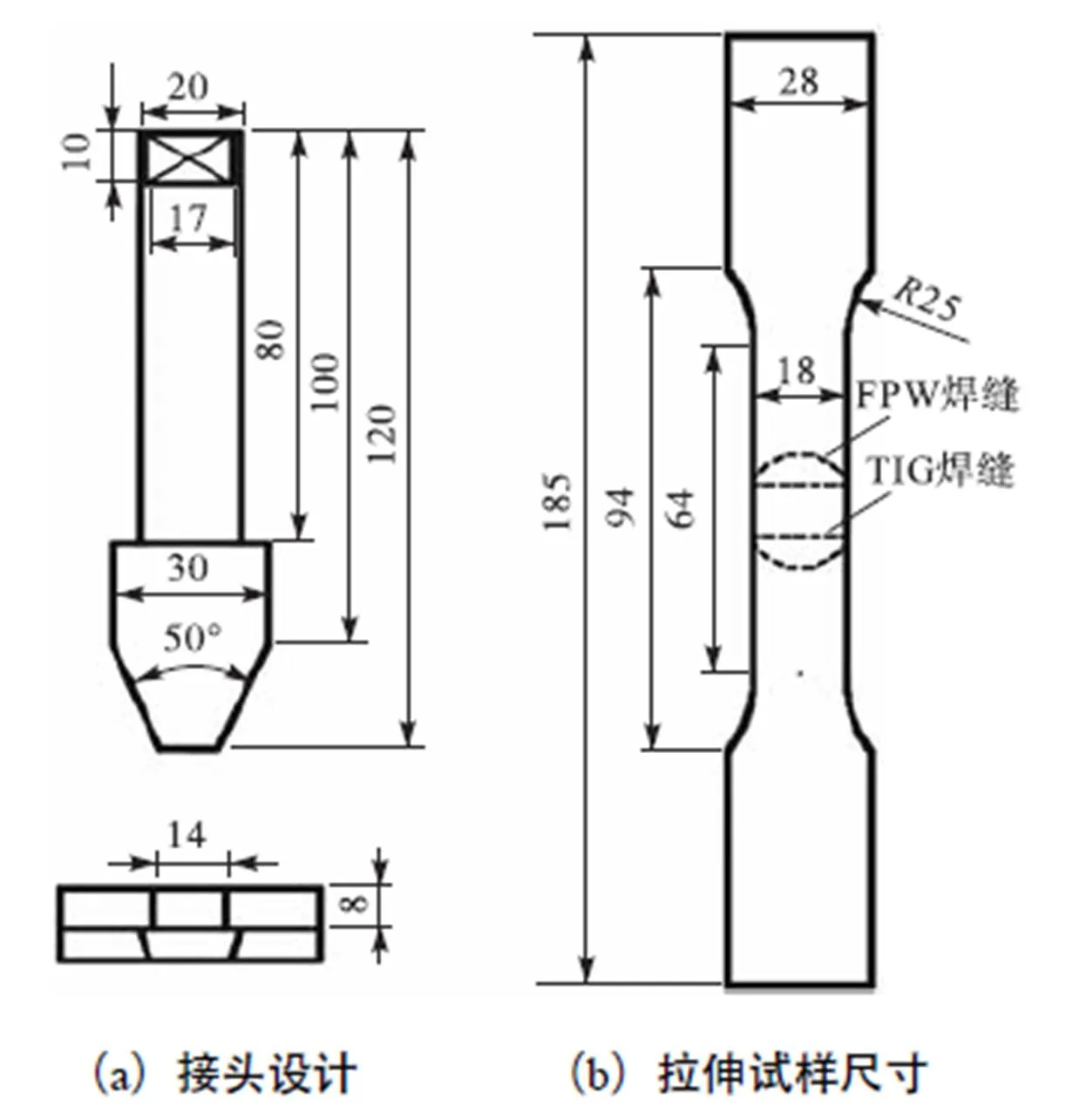
图1 接头设计及拉伸试样尺寸
2 实验结果与分析
2.1 宏观形貌及微观组织特征
图2(a)、2(b)分别为FPW接头平行和垂直于TIG焊缝方向的截面形貌.从图2中可以看出,由于焊接过程中连接界面附近塑性材料的流动,FPW接头的上表面形成飞边,下表面形成挤出端.两个截面的整体形貌比较相近,但由于TIG焊缝的焊核区硬度较低,流动性较好,平行于TIG焊缝方向飞边翻卷程度明显比垂直于TIG焊缝方向大.
根据接头的组织特征,可将接头分为塞棒区(plug metal,PM)、塞棒热力影响区(plug thermo-mechanically affected zone,PTMAZ)、再结晶区(recrystallized zone,RZ)、热力影响区(thermo-mechanically affected zone,TMAZ)、热影响区(heat affected zone,HAZ)和母材区(base metal,BM)/TIG焊缝区(TIG weld)6个部分.
图3为图2(a)中标注位置的显微组织.在平行于TIG焊缝方向截面上,塞棒中心只受到了焊接热循环的影响,保持了原始的细长晶粒形态(如图3(a)所示);连接界面处发生了剧烈的热力耦合作用,此处的组织再结晶形成均匀细小的等轴晶组织(如图3(c)所示);紧邻RZ两侧的TMAZ和PTMAZ发生了部分再结晶,但晶粒尺寸比RZ的大(如图3(c)所示);而远离RZ的TMAZ和PTMAZ则只是发生了较大的塑性变形,且越靠近RZ变形越大(如图3(b)、3(d)和3(e)所示);HAZ和TIG焊缝区均为尺寸较大的等轴晶粒,晶粒尺寸约为100~200,μm(如图3(f)所示).
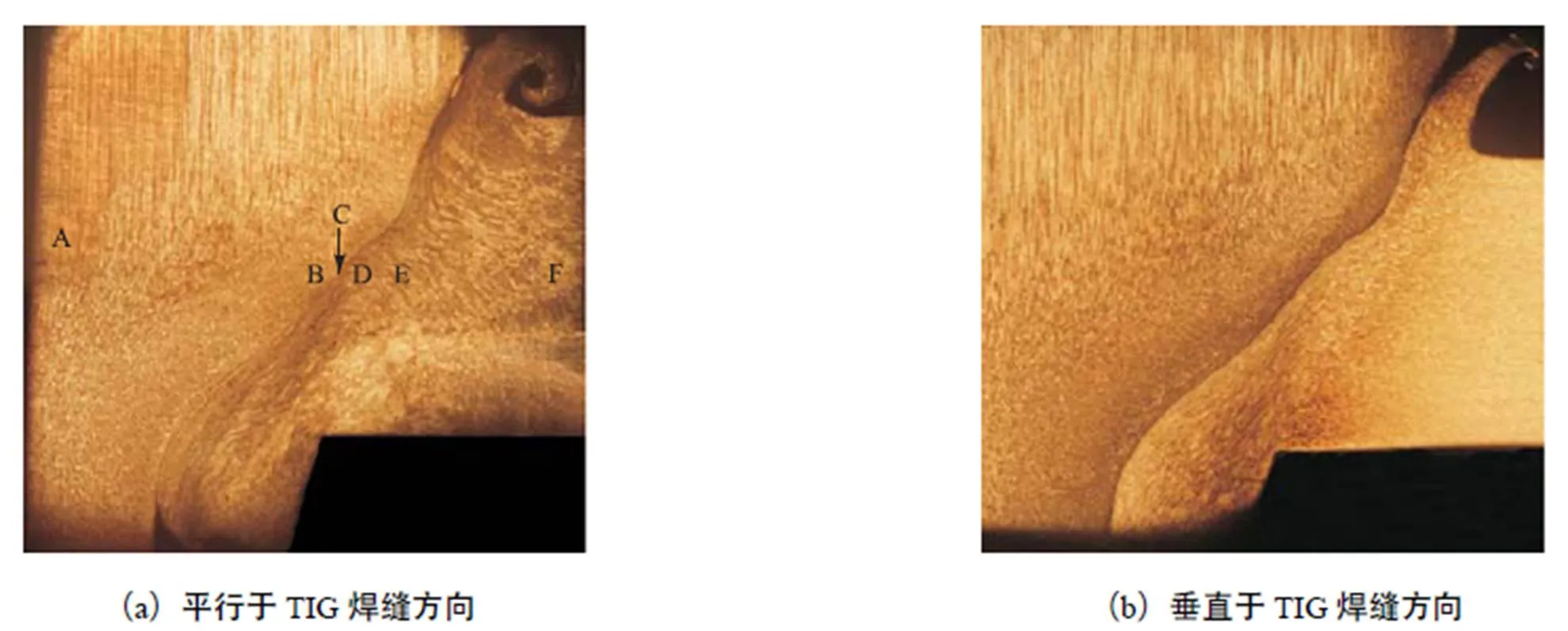
图2 TIG焊缝FPW接头的宏观形貌

图3 TIG焊缝FPW接头的微观组织形貌
由于预钻塞孔时,原来TIG焊缝的焊核区及其周围的组织已被去除,所以接头垂直于TIG焊缝方向截面的显微组织与母材FPW接头基本一致,之前的研究中已做过详细介绍,故不再赘述[8-10].
2.2 强化相分布
图4为扫描电镜下图2(a)中标注位置强化相的形态及分布特征.塞棒中心只受到焊接热的影响,而未受到力的作用,强化相沿塞棒拉拔的方向呈线状分布(如图4(a)所示);RZ发生动态再结晶,强化相在剧烈的热力作用下得到细化(如图4(c)所示);靠近RZ的PTMAZ和TMAZ发生部分再结晶,强化相也得到一定程度细化,但尺寸比RZ的大(如图4(c)所示);稍远离RZ的PTMAZ和TMAZ中的强化相在热力作用下发生明显变形(如图4(b)、4(d)和4(e)所示);HAZ和TIG焊缝中的强化相在FPW过程中未受到力的作用,强化相均匀分布(如图4(f)所示).
强化相在焊接过程中的演变与接头各区硬度的变化密切相关.TMAZ、HAZ和TIG焊缝中的强化相经历TIG焊接热循环的影响,TMAZ和HAZ又再次经历FPW焊接热循环的影响,这3个区域的组织发生严重过时效,强化相粗化,数量也明显比PM和PTMAZ多.

图4 TIG焊缝FPW接头的强化相分布
2.3 硬度分布
图5(a)、图5(b)分别为FPW接头平行和垂直于TIG焊缝方向截面的硬度分布.硬度测试间距为0.5,mm.实测2219-T87铝合金板的平均硬度为146.5,HV,2A14-T6铝合金棒的平均硬度为133.6,HV.
在平行于TIG焊缝方向截面上,TMAZ、HAZ和TIG焊缝区先后经历了TIG和FPW焊接热循环影响,所以这3个区域的硬度都比较低,约为75~80,HV,最低硬度出现在HAZ,最低值为75.3,HV;PM的硬度较高,硬度在122~130,HV范围内波动;PTMAZ的硬度比PM略高,约为135~140,HV,这是由于PTMAZ发生了部分再结晶,晶粒得到一定程度的细化,从而使硬度得到小幅提高.
在垂直于TIG焊缝方向截面上,PM和PTMAZ的硬度基本与平行于TIG焊缝方向截面上的分布一致;硬度自TMAZ开始降低,经过影响区后开始缓慢增加,最低硬度出现在TMAZ,最低值为95.1,HV.由于接头先后经过TIG和FPW焊接过程,TIG焊接过程热输入比较大,HAZ较宽,预钻塞孔时HAZ未能完全被去除,部分保留到了FPW接头中,所以硬度测试结果显示接头出现了较宽的软化区.
由此可见,采用FPW工艺修复TIG焊接缺陷,去除了原始TIG焊缝软化严重的区域,降低了接头软化的程度,因此,FPW工艺有利于补焊焊缝力学性能的提高.
图5 TIG焊缝FPW接头截面硬度分布
2.4 拉伸性能
图6为FPW接头和TIG接头的应力-应变曲线.由图6可知,由于TIG焊过程中较大的热输入和气孔缺陷,接头的力学性能较差,抗拉强度仅为232.2,MPa,断后伸长率为1.23%,,分别为母材的52.2%,和12.3%,;相比之下,TIG焊缝FPW接头的抗拉强度可达321.3,MPa,断后伸长率可达2.8%,,分别为母材的72.2%,和28.0%,,远远超过TIG接头的抗拉强度和断后伸长率,说明通过FPW工艺对TIG焊缝进行缺陷修复是可行的,且具有明显的优势.
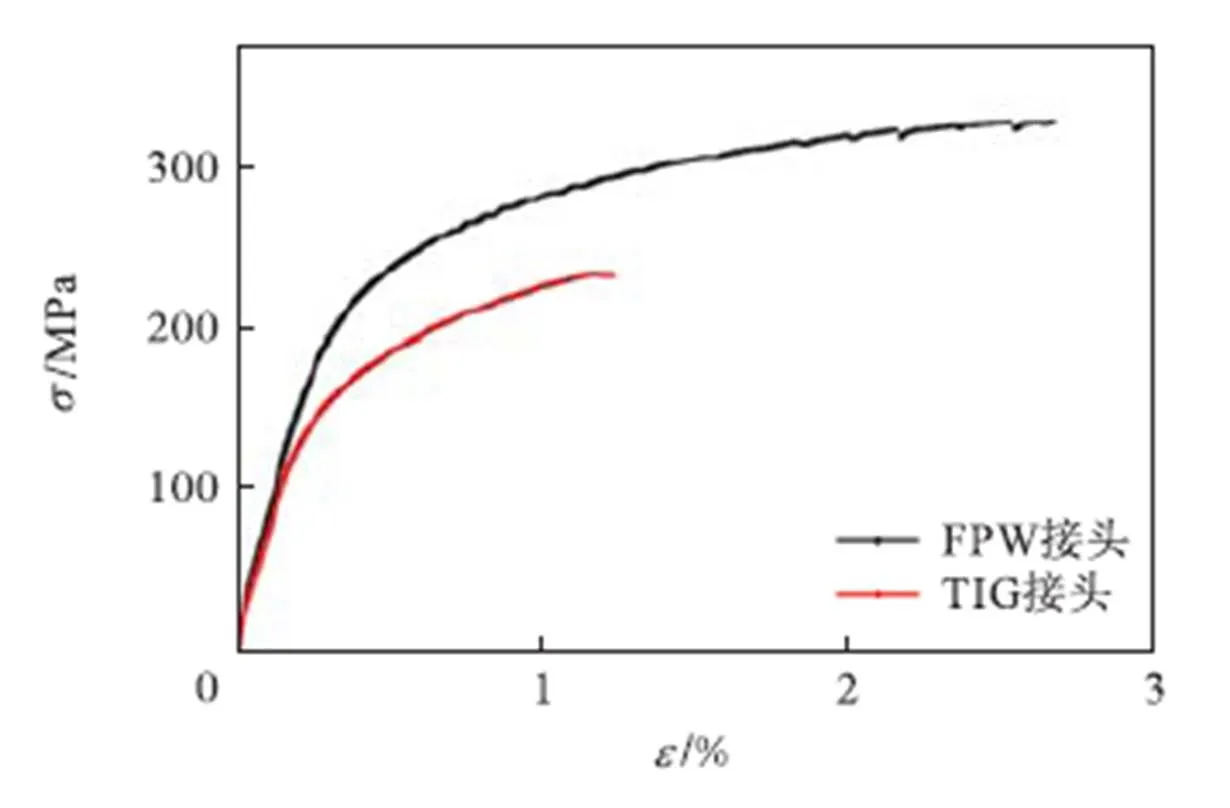
图6 FPW接头和TIG接头应力应变曲线
2.5 断口形貌
图7为TIG焊缝FPW接头拉伸试样的断口形貌.拉伸试样的断裂位置在TMAZ,说明软化的TMAZ是整个接头的薄弱区域.由低倍断口形貌可以看出,拉伸断口呈现韧窝形貌,但韧窝有两种不同形态,即颜色较深的区域A和颜色较浅的区域B,区域A和区域B韧窝均呈现大小韧窝相间分布的特征,大韧窝的底部可清楚观察到强化相粒子;二者均呈现剪切韧窝的特征,区域A剪切韧窝特征更为明显.由FPW接头的断口形貌可知,接头属于塑性断裂,并且FPW过程中TMAZ的强化相粒子发生聚集和长大.

图7 TIG焊缝FPW接头断口形貌
3 结 论
(1) 采用摩擦塞补焊工艺,实现了对8,mm厚2219-T87铝合金TIG焊缝的补焊,并获得了无缺陷的FPW接头.
(2) FPW接头由塞棒区、塞棒热力影响区、再结晶区、热力影响区、热影响区和母材区/TIG焊缝区6个部分组成.
(3) FPW接头TMAZ和HAZ的强化相严重粗化,发生局部软化,垂直于TIG焊缝方向的最低硬度(95.1,HV)出现在TMAZ;平行于TIG焊缝方向的最低硬度(75.3,HV)出现在HAZ.
(4) FPW接头的抗拉强度可达321.3,MPa,断后伸长率可达2.8%,,分别为母材的72.2%,和28.0%,,远高于TIG接头.
(5) FPW接头拉伸试样的断裂位置为TMAZ,说明TMAZ是FPW接头的薄弱区;拉伸断口呈剪切韧窝形貌,韧窝底部分布有强化相.
[1] Hartley P J. Friction Plug Weld Repair for the Space Shuttle External Tank[R]. NASA Document ID 20000093962. Johnson Space Center,Marshall Space Flight Center,2000.
[2] Riki T,Terry L,Kenner,et al. Friction Plug Welding:US,6213379 B1[P]. 2001-04-10.
[3] Metz D F,Barkey M E. Fatigue behavior of friction plug welds in 2195 Al-Li alloy[J].,2012,43(1):178-187.
[4] Metz D F,Weishaupt E R,Barkey M E,et al. A microstructure and microhardness characterization of a friction plug weld in friction stir welded 2195 Al-Li[J].,2012,134(2):021005.
[5] 陈忠海,陈家庆,焦向东,等. 2024铝合金圆柱形组合的FHPP试验分析[J]. 焊接学报,2009,30(11):37-40.
Chen Zhonghai,Chen Jiaqing,Jiao Xiangdong,et al. Experimental analysis on friction hydro pillar processing of cylindrical coupling of 2024 aluminum alloy[J].,2009,30(11):37-40(in Chinese).
[6] 赵衍华,刘景铎,张加涛,等. 2014铝合金摩擦塞补焊接头微观组织及力学性能[J]. 航空制造技术,2009(23):86-90.
Zhao Yanhua,Liu Jingduo,Zhang Jiatao,et al. Microstructure and mechanical property of friction plug welding joint of 2014 Ai Alloy[J].,2009(23):86-90(in Chinese).
[7] 王国庆,赵衍华,孔德跃,等. LD10铝合金熔焊接头缺陷的摩擦塞补焊[J]. 焊接,2010(6):38-42.
Wang Guoqing,Zhao Yanhua,Kong Deyue,et al. Friction pull plug welding of LD10 aluminum alloy defects in TIG joints[J].,2010(6):38-42(in Chinese).
[8] 杜 波,孙转平,杨新岐,等. 异种铝合金摩擦塞补焊接头微观组织及性能[J]. 机械工程学报,2017,53(4):43-48.
Du Bo,Sun Zhuanping,Yang Xinqi,et al. Microstructure and mechanical properties of friction plug welding joints for dissimilar aluminum alloys[J].,2017,53(4):43-48(in Chinese).
[9] Du Bo,Sun Zhuanping,Yang Xinqi,et al. Characteristics of friction plug welding to 10 mm thick AA2219-T87 sheet:Weld formation,microstructure and mechanical property[J].,2016,654:21-29.
[10] Du Bo,Sun Zhuanping,Yang Xinqi,et al. Weakening mechanism and tensile fracture behavior of AA 2219-T87 friction plug welds[J].,2017,693:129-135.
Microstructure and Properties of Friction Plug Welding Joint for 2219-T87 Aluminum Alloy TIG Weld
Du Bo1,Yang Xinqi1,Sun Zhuanping1, 2,Wang Dongpo1
(1.Tianjin Key Laboratory of Advanced Joining Technology,Tianjin University,Tianjin 300350,China;2.Tianjin Changzheng Rocket Manufacturing Co.,Ltd.,Tianjin 300451,China)
Friction plug welding(FPW)experiments were performed on an 8 mm thick 2219-T87 aluminum alloy TIG weld.The weld formation,microstructure and strengthening phases were observed by optical microscope and scanning electron microscope.The mechanical properties and fracture morphology were studied by hardness test,tensile test and fracture observation.The results show that FPW joint can be divided into six parts,which are plug metal,plug thermo-mechanically affected zone,recrystallized zone,thermo-mechanically affected zone,heat affected zone and base metal/TIG weld.Strengthening phases coarse and local softening were observed in the thermo-mechanically affected zone and heat affected zone.The minimum hardness(95.1,HV)appears in the thermo-mechanically affected zone perpendicular to the TIG weld,and the minimum hardness(75.3,HV)appears in the heat affected zone parallel to the TIG weld.The tensile strength and elongation of FPW joint can reach 321.3,MPa and 2.8%,,are equal to 72.2%, and 28.0%, of the base metal,respectively. Tensile specimens fracture at thermo-mechanically affected zone.The fracture morphology shows shear dimples,belonging to plastic fracture.
friction plug welding;2219-T87 aluminum alloy;TIG weld;microstructure;mechanical property
10.11784/tdxbz201712030
TK453.9
A
0493-2137(2018)12-1303-06
2017-12-19;
2018-01-25.
杜 波(1990—),男,博士研究生,dubo1122@tju.edu.cn.
杨新岐,xqyang@tju.edu.cn.
天津市应用基础与前沿技术研究计划重点资助项目(C02014123,C02015062).
the Tianjin Key Research Program of Application Foundation and Advanced Technology(No.,C02014123 and No.,C02015062).
(责任编辑:王新英)