采用移动扫描成像法实现高压气瓶内壁凹坑缺陷检测
2018-11-26贾丹平陈思蒙
贾丹平 陈思蒙
摘要:高压气瓶在生产和使用中会在内壁产生凹坑、划痕、纵向拉伸等缺陷,为消除安全隐患,设计了一种基于机器视觉的高压气瓶内壁凹坑缺陷的检测系统。为实现气瓶内壁的全部采集,设计移动扫描成像系统对气瓶内壁进行图像拍摄。针对金属气瓶的内壁表面颜色一致、凹坑缺陷与背景对比度小的弊端,采用明场侧向光照射的方法获取图像。利用canny算子对凹坑边缘进行提取,通过凹坑边缘的轮廓拟合、区域转化、规则化表征,得出凹坑缺陷检测结果。实验表明,该方案能够有效实现高压气瓶内壁凹坑缺陷检测,具有较高的检测准确率和精度。
关键词:机器视觉;缺陷检测;图像采集;canny算子;轮廓拟合;规则化
中图分类号:TP317.4 文献标识码:A 文章编号:1009-3044(2018)24-0226-02
由于高压气瓶充装易燃易爆气体,它的安全检测已成为目前人们关注焦点之一。在气瓶生产过程中,由于打磨或机械加工时会造成气瓶内壁不同程度的缺陷,如划痕、凹坑、拉伸伤等,这些缺陷会在高压工作所带来的持续载荷作用下不断扩大,如不及时发现会产生严重安全隐患[1]。
目前高压气瓶内壁缺陷检测有以下四种方法。
(1)人工检测法:人工检测法是国内气瓶生产商使用最普遍的质检方法。该方法使用强光照射气瓶内壁,靠质检员肉眼观察,凭借其工作经验对气瓶内壁质量加以判断。人工目测方法最大问题在于人的主观性与长时间工作下引起的身体疲劳。
(2)超声检测法:该方法通过探头发射和接受超声波,超声波在工件中遇到缺陷就反射,再在探头中转换为电信号[2]。通过超声波的传输时间与声压获得缺陷的检测结果。但该方法的不足之处在于:a.声波对裂纹方向非常敏感,当裂纹方向与声波方向平行时,会出现漏检。b.对缺陷进行精确的定量分析还很困难。c.气瓶内壁不光滑,会降低检测精度。
(3)红外热成像法:该方法通过使用脉冲热源加热被测物体,再使用红外热像仪记录变化过程,通过红外热像图测量物体内缺陷[3]。此方法的局限性为:a.红外热成像法对缺陷的定量分析精度较低。b.检测精度受限于:发射率、反射表象温度、距离、相对湿度、大气温度等。
(4)声发射检测法:当物体收到形变或外力作用时,其应变能會以声波的形式释放,根据其声波发射特征及发射强度等信息可得到缺陷状态[4]。该方法的缺陷在于:a.传感器与被测物体的耦合性难以调整。b.某些低幅值的声发射会成为检测噪音。c.声发射检测设备昂贵,对检测人员培训要求较高。
相机器视觉检测技术中的非接触、检测成本低、检测条件要求低和精度高等优点,可弥补以上方法的不足之处[5]。所以本文提出一种基于机器视觉的检测方案。缺陷类型不同,识别判据也存在差异,下面以凹坑缺陷检测为例,详细介绍高压气瓶内壁缺陷检测方法。
1 凹坑缺陷检测系统构建
1.1 移动扫描成像系统设计
被测气瓶直径为78-208mm、长度为200-1370mm、壁厚为2.0-12.2mm。本检测系统提出移动扫描成像的方案进行图像采集。为保持相机的工作距离,使用图中的平移台控制相机在气瓶内的纵向运动。当相机每次到达气瓶的瓶口和瓶底时,图中承载气瓶的旋转装置便会旋转固定角度(本系统中使用的角度为30°),往复运行以上动作直至采集完整个气瓶为止。整个系统由成像系统、支撑系统、旋转系统和处理控制系统组成。成像系统由相机和光源构成,用于完成气瓶内壁图像的获取。支撑系统由平移台和升降台组成,用于调整相机的工作距离和动态拍摄位置。旋转系统应具有调节功能以实现针对不同尺寸的气瓶均可承载和旋转。处理控制系统由PLC和计算机构成,计算机获取相机拍摄的图像,运行检测算法,控制整个系统的运行。
2 凹坑缺陷检测方法及实现
2.1 通过边缘检测获得凹坑缺陷
缺陷提取是整个算法的重中之重,是后续检测算法编写的重要前提。Canny算子作为一种优化后的边缘检测算子具有较好的信噪比和检测精度[6]。Canny算子求边缘具体实现方法为:首先用高斯滤波平滑图像,然后用一阶偏导数有限差分计算梯度、幅值和方向,并对梯度幅值进行非极大值抑制,最后用双阈值算法检测和连接边缘[7-9]。凹坑缺边缘提取的难点在于被测气瓶内凹坑缺陷分布随机、缺陷大小随机、凹坑深度不同导致成像时形成阴影深浅也并不相同。所以在设计Canny算子参数时为了提高系统运行速率,只针对灰度值梯度变化较大的区域进行保留。根据Canny算法原理首先对图像进行[σ]=2的高斯滤波,再以Canny卷积模板对图像计算各点的梯度幅值及方向后进行双阈值筛选,其中设置的低阈值为10,高阈值为15。
2.2 缺陷拟合获得完整的缺陷轮廓
Canny算子边缘提取后获得的亚像素轮廓并不是完整的缺陷轮廓,且气瓶内壁并不是只有凹坑缺陷轮廓。为避免对后续处理造成影响,需要对Canny算子的检测结果进行筛选,并将凹坑缺陷的轮廓补充完整。
Canny算子检测的结果中也包含着一定的划痕缺陷和一些杂质干扰,据缺陷的几何特点进行以下几步实现筛除和轮廓拟合:a.测量各个轮廓线长度,保留长度在1像素到1000像素的轮廓线;b.对保留轮廓线进行拟合处理;c.对拟合后轮廓线取最小外接椭圆圆,测量外接椭圆圆度。保留圆度在0.4-0.6且轮廓长度大于20像素的轮廓线;d.对保留的轮廓线再次拟合。通过以上几步的操作可基本保留凹坑缺陷轮廓,且将其他缺陷和干扰进行筛除。其中外接椭圆圆度的计算公式如下:
轮廓拟合处理时,认为满足下列条件的凹坑缺陷是同一轮廓并将其合并,即:相邻轮廓线之间的最大距离d≤MaxDistAbs、轮廓之间最大相对距离d/l≤MaxDistRel、第二条轮廓线与第一条轮廓线延长线的最大距离s≤MaxShift、两条轮廓线间的最大角度α≤MaxAngle,如图5所示。第一次各轮廓拟合阈值分别为:MaxDistAbs=10,MaxDistRel=1,MaxShift=10,α= π/6。第二次拟合参数分别为:MaxDistAbs=30,MaxDistRel=1,MaxShift=10,α= π/3。
2.3 凹坑缺陷规则化及缺陷检测
在安全评定时规定对平面缺陷进行规则化表征处理,将缺陷表征为规则表面缺陷,表征后的形状一般为椭圆形、圆或矩形。再进行轮廓拟合后得到一系列由亚像素级的曲线围成的凹坑轮廓线,需要把各个轮廓线转换为各个区域,再将各个区域规则化为最小外接圆或者外接矩形,通过形态学处理,使距离近的凹坑缺陷归为一个缺陷。另外气瓶内有可能出现铁屑或者其他杂质,与背景的灰度值梯度较大,Canny算子会将这些杂质筛选出来作为缺陷。在规则化之前需要将此区域剔除,方法为:a.计算已被转换为各个区域的缺陷的平均灰度值。b.将各个区域以半径为5像素的结构元素进行膨胀操作。c.计算膨胀后各个区域的平均灰度值。d.膨胀前的各个区域与其膨胀后的平均灰度值进行比较,若膨胀后的灰度值更大,则认为该区域内存在杂质,将其筛除。缺陷检测的判断依据为凹坑的长度超过气瓶外径的2%或超过2mm即判定为不合格。本系统相机的工作距离为4.8cm,经标定后得到该系统的缺陷校正算法,即将待检测的缺陷尺寸测量经过校正算法后得到实际中该缺陷的尺寸。根据判定阈值判定该气瓶是否合格,若不合格将其缺陷标注出来。
3 实验结果与性能分析
为检测气瓶内壁凹坑缺陷算法是否稳定且精确,通过以下两种方法进行性能测试:
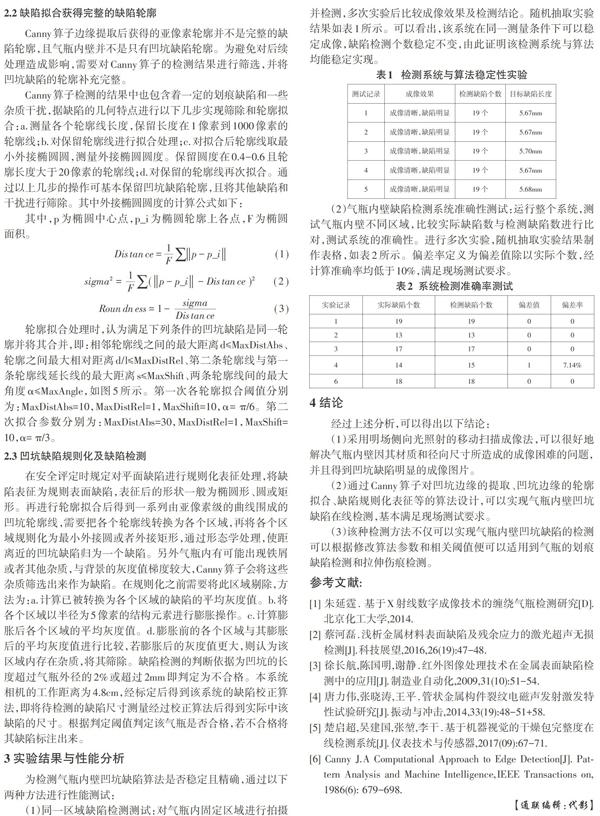
(1)同一区域缺陷检测测试:对气瓶内固定区域进行拍摄并检測,多次实验后比较成像效果及检测结论。随机抽取实验结果如表1所示。可以看出,该系统在同一测量条件下可以稳定成像,缺陷检测个数稳定不变,由此证明该检测系统与算法均能稳定实现。
(2)气瓶内壁缺陷检测系统准确性测试:运行整个系统,测试气瓶内壁不同区域,比较实际缺陷数与检测缺陷数进行比对,测试系统的准确性。进行多次实验,随机抽取实验结果制作表格,如表2所示。偏差率定义为偏差值除以实际个数,经计算准确率均低于10%,满足现场测试要求。
4 结论
经过上述分析,可以得出以下结论:
(1)采用明场侧向光照射的移动扫描成像法,可以很好地解决气瓶内壁因其材质和径向尺寸所造成的成像困难的问题,并且得到凹坑缺陷明显的成像图片。
(2)通过Canny算子对凹坑边缘的提取、凹坑边缘的轮廓拟合、缺陷规则化表征等的算法设计,可以实现气瓶内壁凹坑缺陷在线检测,基本满足现场测试要求。
(3)该种检测方法不仅可以实现气瓶内壁凹坑缺陷的检测可以根据修改算法参数和相关阈值便可以适用到气瓶的划痕缺陷检测和拉伸伤痕检测。
参考文献:
[1] 朱延霆. 基于X射线数字成像技术的缠绕气瓶检测研究[D].北京化工大学,2014.
[2] 蔡河磊.浅析金属材料表面缺陷及残余应力的激光超声无损检测[J].科技展望,2016,26(19):47-48.
[3] 徐长航,陈国明,谢静.红外图像处理技术在金属表面缺陷检测中的应用[J].制造业自动化,2009,31(10):51-54.
[4] 唐力伟,张晓涛,王平.管状金属构件裂纹电磁声发射激发特性试验研究[J].振动与冲击,2014,33(19):48-51+58.
[5] 楚启超,吴建国,张堃,李干.基于机器视觉的干燥包完整度在线检测系统[J].仪表技术与传感器,2017(09):67-71.
[6] Canny J.A Computational Approach to Edge Detection[J]. Pattern Analysis and Machine Intelligence,IEEE Transactions on, 1986(6): 679-698.
【通联编辑:代影】
