方板坯兼用连铸机的设计特点
2018-11-23许剑豪
许剑豪
(中冶京诚工程技术有限公司, 北京 100176)
目前国内钢材市场波动较大,方坯和板坯产品价格也交替波动,因此有越来越多的钢厂寻求一机多能,以适应市场的变化。
目前大部分的方、板坯连铸机的设计均以板坯连铸机为基础,在板坯连铸机的基础上进行变化,本文主要介绍湘潭从S-VAI引进的方板坯连铸机的设计特点。该铸机也是为数不多的能生产高合金钢的方、板坯连铸机。该铸机只需要更换结晶器和弯曲段,就可以实现板坯和方坯之间的生产互换。
1 方、板坯连铸机的主要技术参数(见表1)

表1 方、板坯连铸机的主要技术参数
2 方、板坯连铸机的设计特点
通常板坯连铸机的设备比方(矩)型坯连铸机复杂,因此在设计方、板坯兼容的连铸机时,一般都是在板坯连铸机为基础上进行变化,在保证板坯连铸机正常生产的情况下,兼顾满足方坯生产的需求;本文介绍的方、板坯兼容的连铸机就是这样的形式,因此以下内容主要介绍不同于普通板坯连铸机部分。
2.1 回转台及中间罐车设计
回转台及中间罐车在浇注方板和板坯时通用,与普通板坯连铸机的设计类似,在此不再描述。
2.2 中间罐设计
中间罐采用T型结构,中间罐上设计有3个彼此独立的开孔,用于安装式水口(如下页图1)。浇注板坯时,堵住边上2个水口,采用浸入式水口快换装置[1-3];而浇注方坯则采用整体式水口并配事故闸板(如下页图 2)。
2.3 结晶器设计
板坯结晶器与方坯结晶器采用不同设计,不可互换。板坯结晶器的设计与普通板坯连铸机相同,在此不在描述。在浇注方坯时,3个单体结晶器放于一中间过渡框架上,这个过渡框架的尺寸和介质联接点和板坯结晶器的相同;通过该框架与结晶器振动连接,并通过框架进行冷却水自动连接和分配(如下页图3),其他流体管路和电气线路需手动连接。
方坯结晶器电磁搅拌采用外装式,用于浇注高合金钢;结晶器背板采用不锈钢和碳钢两种,带电磁搅拌时采用不锈钢背板,不使用电磁搅拌采用碳钢背板,而且两种类型的结晶器可以互换。浇铸方坯时采用Co60对液面进行控制[4]。

图1 中间罐

图2 梯形中间罐用于方坯浇注时

图3 方坯结晶器及框架
2.4 结晶器液压振动装置设计
板坯、方坯结晶器液压振动装置可共用,与普通板坯连铸机的液压振动形式类似,在此不再描述。
2.5 弯曲段与二冷水设计
因要满足浇注板坯和方坯时不同的冷却要求,因此板坯弯曲段和方坯弯曲段采用不同的设计。板坯弯曲段同普通板坯连铸机的结构类似,方坯弯曲段在板坯弯曲段的基础上将导向辊的辊间距加大,并将每根长的导向辊改为3根短辊,即每流方坯有独立的导向辊(见图4)。
浇注板坯时的冷却方式与普通板坯连铸机类似。浇注方坯时,用于1-4区的方坯侧面冶金冷却的喷嘴安装在辊子夹套之间,二冷示意图见图5;第6区之后的喷淋水全都采用间歇式喷淋方式[5-6]。
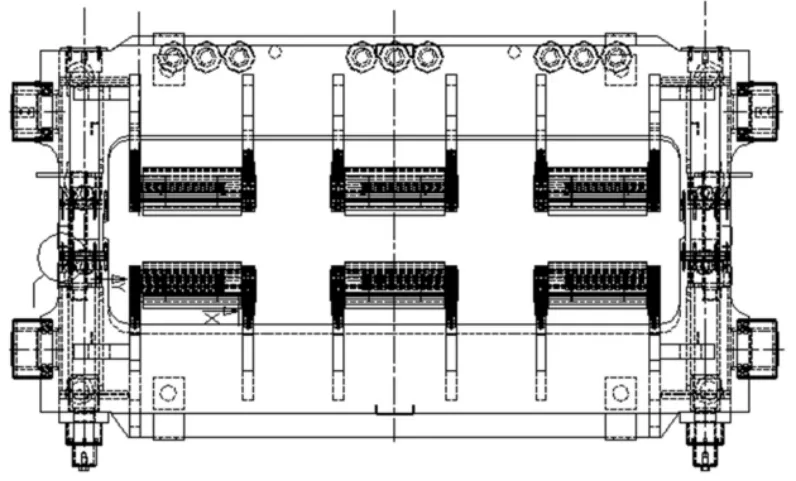
图4 方坯弯曲段
2.6 扇形段设计
扇形在浇注方板和板坯时通用,与普通板坯连铸机的设计类似,只是在对铸坯冷却时喷水形式和水量不同;另外在扇形段出口处,两流之间加上液压升降的水冷隔板(浇板坯时升起)以防止铸坯散热不均引起铸坯的变形。
2.7 引锭杆设计
板坯引锭杆与普通板坯连铸机的类似,方坯引锭杆和板坯共用相同的引锭杆链。浇注方坯时,一个引锭杆链上安装3个引锭杆头(如下页图6)。

图5 1-4区冷却水示意图(方坯)
2.8 出坯设计
板坯通过热送辊道运送至轧钢车间;生产方坯时,通过出坯辊道上的活动档板将3流方坯停止,方坯横移车将其移至另一跨的方坯输出辊道,然后再经推钢机将3根方坯推至方坯收集床,由天车吊运下线。
3 待改进的问题
设计方、板坯兼容的连铸机时,通常都是在板坯连铸机基础上进行改变;因此在生产板坯时,生产工艺和板坯质量都能满足需求;但在生产方(矩)坯时则受弧半径、二冷水等影响,在工艺操作和铸坯质量上与专用的方(矩)坯连铸机有一定的差矩。本文介绍的方、板坯连铸机就存在以下几个问题有待改进。
3.1 一机三流
因生产方坯时与生产板坯时共用一个扇形段,因此各流没有独立的拉娇机,即为一机三流连铸机。因此在矩形坯开浇时三流的引锭杆同时启动,中间罐水口必须同时打开,如采用人工操作很难同步,因此需要采用自动开浇技术[7]。

图6 方坯引锭杆头
3.2 电磁搅拌
受液芯长度和板坯扇形段结构的影响,电磁搅拌技术很难运用在方坯上;本文介绍的连铸机虽然采用了结晶器电磁搅拌技术,但由于三流矩形坯的流间距只有985 mm,搅拌线圈只安装在结晶器的内外弧。
3.3 动态轻压下
受限于扇形段的结构,2个液压缸和扇形段本身的结构强度无法对三流矩形坯实现转压下技术,因此轻压下技术仅用于板坯。不利于改善高合金钢种的中心偏析和中心疏松问题。
4 方板坯连铸机的其他型号与对比
4.1 结晶器增加插入件
该型号是在板坯结晶器中加入1个或几个中间插入件,将1个板坯结晶器改造为2个或多个方坯结晶器;通过扇形段将几流方坯一起拉娇;达到生产方坯的目的,该结构改造最为简单,工期短,省投资;在国内也应用最广。
该型式是按板坯连铸机的机型来生产方坯,特别是在铸流之间铸坯侧面无法冷却且散热效果差,因此该形式生产钢种受限较大,一般用来浇注对铸坯质量要求不高的钢种。
4.2 “备用”型
在鞍山,2017年投产1台连铸机即为该机型,该连铸机共三流(一流板坯,二流矩形坯)。在生产板坯时,二流矩形坯备用;而在生产矩形坯时,板坯备用。
该型式只共用了平台以上的设备,从结晶器以后实际上是板坯和方坯两段设备,因此其生产的铸坯质量有保证,可生产各种钢种;但其投资较大,而且有一半设备长期备用,大大降低了铸机的利用率。
5 结语
本文介绍的湘潭2号方板坯连铸机综合考虑了投资成本、铸坯质量、铸机利用率等因素;在只需要更换结晶器和弯曲段,就可以实现板坯和方坯之间的生产互换;又可以生产高合金钢种,在目前的生产工艺中是一种较为理想方、板坯兼容的连铸机。
