拒水亲油PET/ES针刺非织造布的制备及性能研究*
2018-11-20
1.苏州大学纺织与服装工程学院,江苏 苏州215123;2.江苏省苏州环境监测中心,江苏 苏州215006;3.苏州贝彩纳米科技有限公司,江苏 苏州 215104
当今原油泄漏和工厂含油废水排放对海洋、河流环境造成了很大的影响,给人类环境带来威胁。拒水亲油材料具有特殊的润湿性能,能够吸收水中的油性液体,而不吸收多余的水,促使水油分离,从而起到净化水源的作用。
利用拒水亲油材料来处理油污问题是一种低成本、高效率的方法,以纺织品为基底构建拒水亲油表面,提升了纺织品的应用价值[1]。近年来非织造技术发展迅猛,相比传统织造方法,其制备工艺流程简单,生产速度快,产量高。合成纤维大分子主链上主要是亲油性的有机基团,缺乏一定数量的亲水基团,与各类油性分子有较好的相似相溶性,具有一定的疏水性和亲油性。
本文以聚酯(PET)纤维和聚乙烯/聚丙烯(ES)复合纤维为原料,以针刺加工工艺制备PET/ES非织造布。PET纤维和ES纤维都属于合成纤维,吸湿性差,且聚酯、聚丙烯、聚乙烯都是大分子非极性结构,结晶度高,不含亲水基团,故有一定的拒水效果[2-3]。同时ES双组分纤维有独特的热黏合特性,在热处理条件下可与其他材料发生黏合,形成纤维增强材料。拒水整理选用的HOLPOSON©ECO-0C无氟防水剂是不含氟系的绿色环保型单防整理剂,无氟防水剂能降低织物的表面张力,使其低于水而高于油。因此无氟防水剂只能赋予织物防水功能,而对织物的亲油功能无影响。同时,本文还通过在拒水整理前对PET/ES针刺非织造布进行热烘或者不热烘处理,探究了热烘对非织造布拒水亲油性能的影响,比较了处理前后非织造布的接触角、吸油率等参数,并分析了热烘、无氟防水剂浓度、改性方法等因素对非织造布拒水性和吸油性能的影响。
1 试验部分
1.1 试验材料及仪器设备
原料:PET纤维、ES纤维均为市购;无氟防水剂(HOLPOSON©ECO-0C),浙江福尔普生新型材料有限公司生产;含油废水为实验室自制,具体制备方法:先将1 000 mL去离子水倒入烧杯中,然后缓缓倒入250 mL煤油,用磁力搅拌器在60 r/min转速下搅拌10 min后静置30 min,使水油充分混合,备用。
仪器及设备:针刺生产线(常熟万龙机械有限公司),Instron 5967型万能材料试验机(美国Instron公司),OCA50型全自动视频接触角测试仪(美国Dataphysics公司),TM3030型台式扫描电子显微镜(日本Hitachi公司),84-1型磁力搅拌器(上海梅颖浦仪器仪表制造有限公司),Adventurer型电子天平(美国奥豪斯仪器有限公司),WGLL-125BE型烘箱(天津市泰斯特仪器有限公司)。
1.2 试验方法
1.2.1 PET/ES针刺非织造布的制备
按不同质量比充分混合PET纤维和ES纤维,PET/ES的共混比设置为100/0、 75/25、 50/50、 25/75、 0/100共5种。针刺工艺流程:PET/ES纤维开松混合→梳理成网→铺网→预针刺→主针刺(为了增加非织造布的强力,将预针刺后的材料对叠进行主针刺,电源频率设置为13 Hz)→PET/ES针刺非织造布。
1.2.2 拒水亲油PET/ES针刺非织造布的制备
试验前对5种不同纤维共混比的非织造布进行取样,取出一部分试样放入烘箱进行120 ℃、60 min的热烘处理。
分别用不同浓度的无氟防水剂对经过热烘和没有经过热烘处理的试样进行拒水整理。拒水整理工艺流程:PET/ES针刺非织造布→二浸二轧(制备浓度分别为50、60 和70 mL/L的无氟防水剂溶液,将试样在混合溶液中浸泡30 s使样品充分浸湿,台式轧车上气压值设置为1.8 kPa,带液率为230%)→60 ℃烘箱中烘干。
1.3 表征方法
1.3.1 外观形貌
用TM3030型台式扫描电子显微镜观察PET/ES针刺非织造布的外观形貌。
1.3.2 拉伸性能
用Instron 5967型万能材料试验机测试非织造布的拉伸性能,准备5.0 cm×2.5 cm的长方形条状试样3~5块,测量结果取平均值。设置夹距为3.0 cm,预加载荷为2 N,拉伸速度为50 mm/min。
1.3.3 拒水亲油性能分析
(1) 接触角。用视频接触角测试仪测量试样的水接触角。将试样用双面胶固定在载玻片上,使试样平铺整齐、厚度相同;再将试样放在置物台上,在试样上滴下3 μL的液滴,用视频接触角测试仪拍摄出水滴在试样上的图像,并用实验仪器测出试样的水接触角。
(2) 吸油率。准备5.0 cm×5.0 cm的试样3~5块,称量,在培养皿中倒入50 mL含油污水,将含油污水的油水体织比控制在1∶4;将试样放入培养皿中进行吸油,静置30 min后取出,静置于滤网上5 min,直至无含油污水滴落。称量,根据下式计算吸油率:

式中:m1——吸油前试样的质量,g;
m2——吸油后试样的质量,g。
2 结果与讨论
2.1 PET/ES针刺非织造布表面拒水亲油性能的构建
从改变接触角大小出发,构建拒水亲油材料需具备两个条件,即材料表面有微纳米级的粗糙结构和低表面能[4]。根据Wenzel理论,对于具有疏水性且水滴的接触角大于90°的表面,粗糙度越大,则接触角越大,拒水性能越好;若在同一表面,油的接触角小于90°,则粗糙度增大后,油滴的接触角接近0°,说明该表面的亲油性很好[5]。PET/ES针刺非织造布表面本身呈现一定的粗糙度,本文用无氟防水剂对该非织造布进行拒水整理,通过在纤维表面涂覆低表面能的无氟防水剂和对纤维之间的空隙进行填充,从而降低非织造布的表面张力,使其具有一定的拒水效果[6]。
PET纤维和ES纤维本身的吸湿性差,PET大分子除了两端的醇羟基之外无其他极性基团,ES双组分纤维无论是聚丙烯还是聚乙烯,大分子都是非极性结构,结晶度高,不含亲水基团,其分子结构式如图1所示。未经处理的PET/ES针刺非织造布的水接触角均在110°左右,具有一定的拒水效果。经无氟防水剂整理的PET/ES针刺非织造布,纤维与纤维交叉处、纤维表面涂覆有无氟防水剂,无氟防水剂在非织造布表面的作用形式如图1所示,阴影部分为 HOLPOSON©ECO-0C 无氟防水剂。

图1无氟防水剂在PET/ES针刺非织造布表面的作用形式
2.2 外观形貌
试验所制得的拒水亲油PET/ES针刺非织造布的面密度为390~750 g/m2,厚度约6 mm。采用扫描电子显微镜对所制备的拒水亲油非织造布中的纤维形貌进行观察,图2和图3为PET/ES(50/50)针刺非织造布的表面形貌。由图可见,PET纤维和ES纤维有效地缠结在一起,且纤维形貌清晰完整,只有少量纤维出现断裂现象,经过120 ℃热烘处理的非织造布表面无明显差别。无氟防水剂附着在纤维上并且纤维之间仍然存在大的空隙,分散良好的无氟聚合物形成覆盖物以防止纤维吸水。由于产品厚度、密度、热烘温度等影响,从图中可看出部分ES热熔纤维产生了黏合现象。
2.3 拉伸性能
工业废水废油、印刷废水、石油溢油等是主要的环境污染源,油水分离材料的主要任务就是解决这类污染问题。油水分离材料必须具有一定的力学稳定性、耐久性等,能用于各种恶劣环境中,因此,材料的拉伸性能是一个非常重要的指标。表1为无氟防水剂浓度、热烘及PET/ES纤维共混比对针刺非织造布拉伸断裂强力的影响。
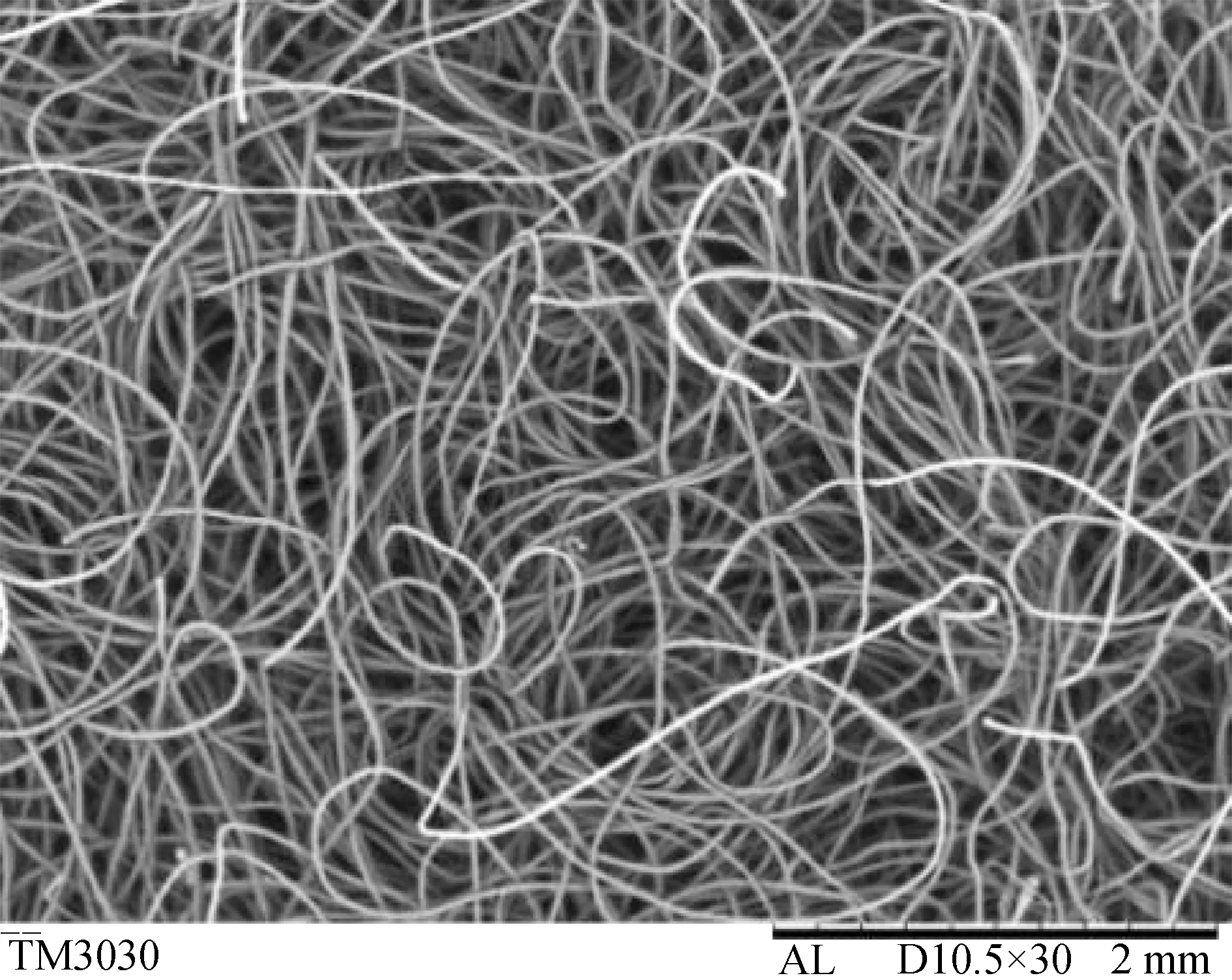
(a) 放大30倍
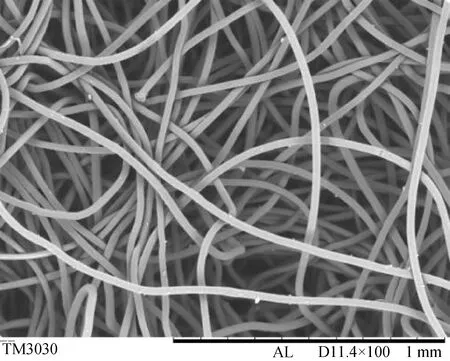
(b) 放大100倍

(a)放大30倍

(b) 放大100倍

表1 无氟防水剂浓度、热烘及PET/ES纤维共混比对PET/ES针刺非织造布拉伸断裂强力的影响 (单位:N)
由表1可知:热烘后再拒水整理的非织造布的拉伸断裂强力明显高于未热烘非织造布;PET/ES纤维共混比对非织造布的强力没有显著影响。因为ES纤维受热后拉伸断裂强力增大,热烘处理使非织造布的拉伸断裂强力提高,当PET/ES纤维共混比为50/50时,热烘对拉伸断裂强力的影响最大。
2.4 接触角
接触角是判断非织造布润湿性能的指标,接触角越大,非织造布的润湿性能越差,即非织造布的吸水性越差,拒水性越好。一般来说,当水接触角大于150°且接触角滞后小的表面称为超疏水表面。当水接触角达到135°时,非织造布便具有良好的拒水性能。由图4和图5可以看出:当水滴落在拒水处理后的非织造布上时,接触角都较大,非织造布没有将水滴吸收;在未处理非织造布上滴下水滴时,接触角明显小于经拒水处理的非织造布。

图4 无氟防水剂浓度对水接触角的影响
(a) 整理前
(b) 整理后
图5 70 mL/L无氟防水剂整理前后的水接触角
2.4.1 PET/ES纤维共混比对水接触角的影响
PET/ES纤维共混比不同时,非织造布的水接触角不同。当PET/ES纤维共混比为100/0时,试样的水接触角最小,即试样的拒水性能最差。当PET/ES纤维共混比为50/50时,试样的水接触角达到最大,即非织造布的拒水性能最好。
2.4.2 无氟防水剂浓度对水接触角的影响
PET/ES针刺非织造布的水接触角随着无氟防水剂浓度的增加呈现增大的趋势,当无氟防水剂浓度为70 mL/L时,PET/ES针刺非织造布的水接触角最大,拒水性能最好(图5)。
2.4.3 热烘处理对接触角的影响
在用无氟防水剂对非织造布拒水整理前进行热烘,水接触角明显增大(图6),说明热烘处理提高了非织造布的拒水性能。

图6 热烘后再拒水整理的非织造布的水接触角
2.5 吸油性能
由于未处理和只经过热烘处理的非织造布的水接触角较小,具有一定的吸水性。在吸油试验中,吸收的液体可能包含水和油两种成分,对吸油后试样的质量测定不具有准确性。所以在研究吸油性能时,本文将着重研究只经过拒水整理和先热烘再拒水整理的两组非织造布。
2.5.1 PET/ES纤维共混比对吸油率的影响
图7为无氟防水剂浓度对试样吸油率的影响。从图7可以看出:当原料组成仅为PET纤维或者ES纤维时,所制得的针刺非织造布经拒水整理后,其吸油率明显小于PET/ES共混针刺非织造布;当PET纤维和ES纤维质量比相同时,试样的吸油率最大,油滴滴落到试样上后,浸润速度较快,基本看不出接触角(图8)。PET纤维和ES纤维混合制作的非织造布的吸油性能好于单一纤维非织造布的吸油性能。

图7 无氟防水剂浓度对试样吸油率的影响

图8 PET/ES(50/50)非织造布的油接触角
2.5.2 热烘处理对吸油率的影响
图9为PET/ES纤维共混比为50/50时非织造布的吸油率。由图9可知,在其他条件相同的情况下,热烘后再经拒水整理的非织造布的吸油率大于未热烘的非织造布。

图9 热烘对PET/ES针刺非织造布吸油率的影响
3 结论
(1) PET纤维和ES纤维都属于疏水性纤维,所制得的PET/ES针刺非织造布有完整的外观形貌,且PET纤维与ES纤维有效地缠结在一起;经无氟防水剂整理后,电镜照片显示防水剂附着在纤维上,起到了防止纤维吸水的作用。
(2) 拒水整理后,由于非织造布的密度增大,其拉伸断裂强力有所提升。同时,如果在拒水整理前先经热烘,则PET纤维和ES纤维混合原料的针刺非织造布的拉伸断裂强力显著增加。
(3) PET/ES针刺非织造布经拒水整理后,其水接触角明显增大。当PET/ES纤维共混比为50/50,无氟防水剂浓度为70 mL/L时,非织造布的拒水性能最好。此外,热烘处理对非织造布的吸油率和接触角均有一定的提高,因此为了提高非织造布的吸油效果,应采用先热烘后拒水整理的工艺对非织造布进行后整理。
