新型催化法脱硫技术在焦化尾气治理工程中的应用
2018-11-16
(成都国化环保科技有限公司,四川成都,610097)
1 引言
中国是焦化产业大国,焦化厂数量众多,炼焦工艺生产中会产生大量SO2等污染气体,对环境和人类会造成巨大的危害。随着《焦化行业准入条件》的深入贯彻落实,淘汰落后技术装备和缺乏竞争力的企业,依靠科技进步,加大节能降耗和环境治理的技术改造力度,已成为焦化行业发展的风向标。2012年,国家颁布了最新的《炼焦化学工业污染物排放标准》,对焦化行业尾排指标提出了更高的要求。近年来,国家和各级地方政府加大了环境保护法律法规的实施力度,部分特殊地区甚至要求执行污染物超低排放标准,焦化行业的尾排烟气深度脱硫治理已迫在眉睫。
目前烟气脱硫技术种类繁多,主要分为湿法、干法和半干法。湿法脱硫技术较为成熟,效率高,操作简单,代表技术有石灰石-石膏法[1],氧化镁法、离子液法等。干法脱硫技术设备简单,占地面积小、投资和运行费用较低、操作方便、能耗低,代表技术有活性焦法、新型催化法、金属氧化物脱硫法等。半干法脱硫技术主要有喷雾干燥法、循环流化床半干法等。
新型催化法烟气脱硫技术是四川大学国家烟气脱硫工程技术研究中心(以下简称川大脱硫中心)自主研发的一种干法脱硫技术,成都国化环保科技有限公司作为川大脱硫中心授权的脱硫运作实体单位,共同参与技术研发并负责应用推广。目前该脱硫技术已在硫酸行业[2]、冶炼行业等都有了广泛的应用,脱硫效果良好。
2 新型催化法脱硫技术简介
2.1 技术原理
新型催化法烟气脱硫技术是在传统的活性炭法脱硫技术[3]的基础上发展起来的。该技术是以炭基材料为载体,通过特殊处理并负载不同的活性组分,制备成脱硫专用催化剂,它既有活性炭的吸附功能,又具有催化转化功能。烟气中的SO2、H2O、O2被吸附在催化剂的孔隙中,在活性催化组分的作用下反应生成H2SO4。生成的硫酸富集在炭基孔隙内,吸附饱和后通过水洗再生的方式将硫酸清洗出来,释放出催化剂的活性位,使得脱硫催化剂性能得以恢复。该技术脱硫机理[4]如下:
SO2(g)→SO2*
O2(g)→O2*
H2O(g)→H2O*
2SO2*+O2*→2SO3*
SO3*+H2O*→H2SO4*
式中“*”代表被吸附态。
2.2 技术特点
新型催化法同其他脱硫技术相比具有以下优点:
(1)高效。经特殊处理的炭基材料比表面积大,可高效吸附烟气中的SO2,提高接触催化氧化效果,脱硫效率可达95%以上。
(2)循环。不消耗其他原料,利用烟气中的组分实现脱硫,且副产物稀硫酸具有一定利用价值,符合循环经济的要求。
(3)简单。吸附及催化转化在同一设备中完成,流程短,设备少,操作简单。
(4)经济。脱硫剂一次添加可长期使用,操作人员仅需按时进行再生,运行费用只有少量电费和水费等。
(5)环保。副产物稀硫酸可回收利用,无二次污染,且因其吸附性好,可避免PM2.5超标,意外情况下还可承担多种污染物综合减排的任务。
2.3 工程业绩
自2011年湖北黄石某冶炼公司98万吨/年硫酸装置采用了新型催化法烟气脱硫技术获得成功后,该技术先后应用于10余套制酸尾气脱硫项目,硫酸装置年产量5.5万吨至120万吨不等,通过多个硫酸尾气脱硫项目的工程实践和改进,新型催化法烟气脱硫技术日趋成熟。2015年,河南某焦化公司将新型催化法技术用于该厂焦炉尾气治理并获得成功,通过实际效果证明了该技术在不同行业的适用性。
3 新型催化法脱硫技术在焦化尾气治理工程中的应用
2015年7月左右,河南某焦化公司1000kt/a的焦炉采用新型催化法脱硫技术对其烟道气进行脱硫治理。这是新型催化法脱硫技术在焦化行业的第一次尝试,但前期我们已进行了大量的实验论证,从经济性、技术可行性上都进行了充分的考虑。
3.1 工程概况
该项目为1000kt/a的焦炉烟道气脱硫项目,焦炉尾气SO2浓度不高、波动小,但烟气温度较高(增加余热回收装置后尾排烟温约170℃),水分含量高(10%以上),并且含有少量焦油。该项目的焦炉尾气的基本参数见表1。
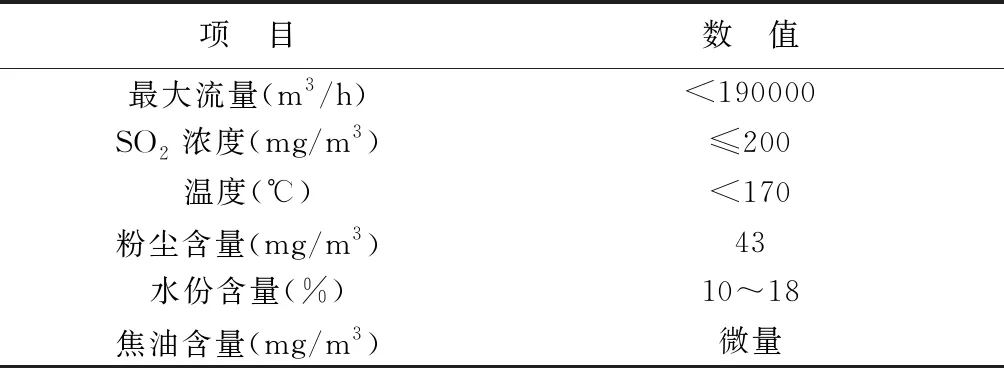
表1 焦炉尾气参数
此项目要求经脱硫处理后,排放尾气中的SO2<50mg/m3,且要求排放烟温大于130℃。
3.2 工艺设计
只有选取合适的反应条件,脱硫反应才能顺利发生。针对焦化尾气特点,为保证脱硫效果,我方采用中试装置进行了大量的实验模拟;在进行项目设计时,新增了调质管段、填料滤池、反吹系统等保证措施。该项目脱硫装置设计参数见表2。
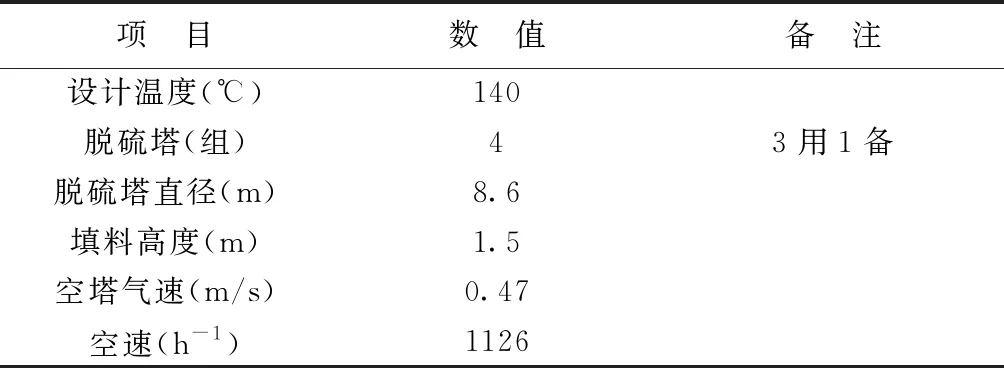
表2 装置设计参数
工艺原理:烟气首先在调质管段进行降温处理(降温至130-140℃),然后再通入脱硫塔的催化剂固定床层进行脱硫,烟气中的二氧化硫被催化氧化,脱硫后的尾气经烟囱排放。在催化剂微孔中的二氧化硫、氧气和水经催化氧化生成硫酸,当催化剂内的硫酸达到饱和后进行再生。
再生采用梯级循环水洗方式,通过不同浓度的稀酸进行分级淋洗,最终将催化剂床层内的硫酸转移到再生池中,催化剂的活性得到恢复,再生完毕的脱硫塔静置沥干以备用。再生洗涤可获得一定浓度的稀硫酸,可回用于厂区的用酸点。针对本项目焦炉规模,理论上7%的稀硫酸产量约为0.9t/h,经过膜过滤设备除去悬浮物及大颗粒后,可直接回用于厂区浸矿工段。本项目工艺流程见图1。

图1 脱硫工艺流程图
本项目脱硫装置设计要点如下:
(1)脱硫催化剂以炭基材料为载体,且催化剂形式类似硫酸行业的钒催化剂,主要为柱状(Φ4mm×9mm)颗粒形式,装填此类催化剂的填料塔一般床层阻力较大[5]。为了降低系统运行阻力,减小风机能耗,此项目设计脱硫塔直径偏大,气速和空速均偏低,脱硫塔催化剂床层计算阻力约2300Pa,脱硫系统整体阻力小于3500Pa。
(2)新增调质管段。新型催化法脱硫剂最佳反应温度区间为70-140℃,由于烟气温度偏高,设计时新增了一套雾化喷淋降温系统,通过向烟道中喷雾化水,降低烟气温度以保证良好的脱硫效果。为保证温度的可调节性,设计时选用3套雾化喷头,可通过调节启用雾化喷头的数量来调节进口烟温。由于调质管段雾化水汽接触面大,为避免局部露点腐蚀,设计时考虑选用耐腐蚀性强的不锈钢材质。
(3)脱硫催化反应产生的稀硫酸具有强腐蚀性,脱硫塔内操作温度高达140℃,玻璃钢和其他许多内衬防腐材料均受到本身耐受温度的限制,不适用于本项目。通过多方比选,脱硫塔内件(支承立柱、条梁和格栅)采用陶瓷材料,耐腐性能好,且结构强度满足要求。脱硫塔和再生池内表面采取贴耐酸砖的防腐形式。
(4)脱硫塔采用3用1备,切换再生循环使用的方式,每次再生完毕静置沥干的脱硫塔内温度偏低,直接投用将影响系统出口整体烟温,为保证脱硫出口烟温达到130℃以上,且保证其下次投用后塔内催化剂床层尽快上升到理想的反应温度区间,设计时考虑从系统出口引回部分洁净烟气至脱硫塔,对再生完毕的脱硫塔进行反吹,以期在其静置沥干期间能够使催化剂层温度尽量提高。
(5)烟气中含有微量焦油,系统运行过程中被脱硫塔内的催化剂拦截,洗涤再生时会随再生液转移到再生池中,设计时设置1个填料滤池,装填吸附性拦截材料,将洗涤下来的焦油进行拦截处理,减轻焦油对脱硫催化剂的影响。通过PLC监控系统实时观察填料滤池两侧液位情况,定期采用高压水对滤池填料进行冲洗。
(6)我们设计和集成了高效烟气脱硫装置智能检测与控制系统(简称PLC监控系统,计算机软件著作权登记号为2015SR064980),脱硫装置自动化程度高。脱硫再生的阀门均采用电动型式,风机、泵设备、阀门及监控仪表的运行控制均接入PLC监控系统,操作人员仅需根据设定的时间在PLC操作界面向对应的设备及阀门发送指令,即可完成对脱硫塔的切换和再生。如果烟气污染物浓度波动小,还可实现脱硫装置一键再生清洗或自动运行(装置定时自动切换并再生)。
3.3 运行情况
本项目脱硫装置于2016年4月左右建成投入使用,现场操作相对比较简单,脱硫塔设定为1-2天切换1个进行再生清洗,操作人员只需按时对吸附饱和的脱硫塔进行清洗和反吹,定期输送稀硫酸,并做好现场巡视工作即可。脱硫装置运行以来,脱硫效果良好,进口二氧化硫浓度小于200mg/m3,出口浓度一直保持在50mg/m3以下。截取2016年5月以后近3个月的运行数据进行分析,脱硫装置运行效果见图2。

图2 脱硫效率变化趋势图
图2中的脱除率曲线有上下波动的情况,因为使用炭基材料的催化剂是有吸附饱和上限的,当脱硫塔催化剂床层接近饱和临界点时,脱硫效率将会下降,此时则需进行切换再生处理。操作人员一般会等系统出口浓度出现持续上升趋势后再开始进行水洗再生,但实际操作中往往难以准确把控,当个别单元超过了设定的吸附转化承受能力时,将会导致出口排放浓度指标的波动。从图2可以看出,脱硫装置运行效果比较稳定,SO2脱除率基本保持在67%以上,污染物排放浓度满足合同约定,并满足国家炼焦化学工业污染物排放标准[6]中排放指标的规定。2016年7月至8月,本项目脱硫装置性能通过了济源市环境监测站的实时监测,环境监测报告见表3。
通过环境监测站的监测数据可以看出,装置脱硫性能良好,SO2排放浓度可达到国家排放标准的规定,另外,炭基材料吸附性能好,颗粒物、硫酸雾排放浓度也远低于排放标准的要求。鉴于装置脱硫性能稳定,建设单位于2016年11月向我方出具了技术使用意见书,对新型催化法脱硫技术给予了肯定,也证明了该技术具有推广及应用价值。

表3 环境监测报告
3.4 异常情况分析及解决措施
脱硫装置运行至今,脱硫效果稳定,但也出现了一些异常情况,主要问题如下:
(1)主风机因故障停车检修,脱硫装置停车清洗期间发现催化剂泄漏,检查发现催化剂层底部的陶瓷波纹规整填料碎化,导致少量催化剂泄漏,另有部分陶瓷条梁开裂。
(2)脱硫装置运行两年左右,通过PLC监控界面显示的系统阻力越来越大,监测阻力最高接近5000Pa,风机的能耗大大增加,影响系统的正常运行。
(3)对催化剂进行取样检查,发现部分催化剂出现碎化现象,不仅强度下降,还产生许多炭粉;另外,检查发现催化剂底层附着有薄薄一层焦油。
经取样检测分析,脱硫塔正常运行和切换清洗前后温差大,温度急剧变化可能是导致陶瓷材质强度降低和开裂的原因,讨论研究后决定采用防腐性能优越的2205双相不锈钢材质[7]的内件进行更换。后期项目的脱硫塔及内件均采用2205不锈钢,不仅施工周期短,且耐腐蚀性能和结构稳定性均非常好,保证了脱硫系统的稳定运行。
脱硫塔正常运行时,床层温度约140℃左右,而切换再生时,大量低温再生液对催化剂进行冲刷,反复冷热冲击导致催化剂出现裂纹,继而出现碎化,使催化剂孔隙率降低,这可能是导致脱硫装置系统阻力不断增大的主要原因。另外,催化剂底层的焦油不易被清洗掉,而焦油附着催化剂也会导致其微孔堵塞,这可能是脱硫塔阻力不断增大的又一原因。脱硫塔为3用1备的运行方式,现场只能定期将备用单元的催化剂掏出进行筛分,除去催化剂粉末,并添加少量新的催化剂,可减小系统运行阻力,并保证脱硫效果。另外,通过定期采用高压水枪冲洗催化剂底层焦油的方式,也有效减轻了焦油对床层阻力的影响。现场通过以上措施将脱硫装置系统阻力降低到可承受范围,保证了系统的正常运行。
4 结语及展望
目前,新型催化法脱硫技术在焦化行业已有了多个成功案例,但如何减轻催化剂碎化现象,如何消除烟气中微量焦油对催化剂的持续影响,仍是下一步研究的重点。该技术副产物为稀硫酸,这既是优点也是缺点,它可为有硫酸需求的企业节约资源,但在许多没有硫酸需求的行业(如电厂),如何解决稀酸的去向问题,成为了制约该技术推广的门槛。另外,为避免稀硫酸腐蚀,要求设备、阀门、监控仪表及管道的材质必须具备很强的耐腐性能,导致催化法脱硫装置整体投资偏高,如何优化并降低投资成本也是设计需要重点关注的问题。该技术目前虽然仍有一些不足之处,但其具有脱除效率高、操作简单、运行成本低、能耗低等优点,具有不错的应用前景和推广价值。
