高强度齿圈铸钢件缺陷焊补工艺
2018-11-14周辉
周 辉
(共享铸钢有限公司,宁夏银川 750021)
1 技术背景与现状
低合金高强钢广泛应用于机械工程、电力、压力容器、汽车行业、矿山机械、石油海洋等领域,具有超高的强度、良好的塑韧性和较好的焊接性能。按合金元素系别,高强钢大致可分为四类[1]:
1)M n-Si系:在 M n-Si基础上加少量的 Cr、N i、M o、V,抗拉强度≥600 M Pa;
2)M n-Si-Cr-N i-M o系:在 M n-Si系基础上,加入少量的V,抗拉强度≥700 M Pa;
3)M n-Si-Cr-N i-M o-Cu-V 系:在 M n-Si-Cr-N i-M o系基础上,加入一定量的B,抗拉强度≥800M Pa;
4)超合金系:在M n-Si-Cr-N i-M o-Cu-V系基础上,加入较多的N i,抗拉强度≥1 000 M Pa,且具有良好的抗冲击性能。
目前行业内,针对低合金高强钢的焊补,普遍存在的问题主要为:焊缝熔合区开裂、热影响区局部软化[2]、焊补区与母材区硬度差较大、铸钢件硬度不均匀等问题。为确保焊接接头具有良好的抗裂性,可选取强度低于母材的焊材进行焊补,即低强度匹配原则[3-4],采用此方法虽然能够确保焊接部位具有良好的塑韧性,降低焊接接头开裂的风险;但此方法导致焊缝的强度低于母材,无法确保铸钢件在更加苛刻的工况环境下使用。本文研究的齿圈铸钢件属于第2~3系列高强钢,具有普通低合金高强钢的焊接特性。且齿圈作为重要的传动部件,其特殊的工况环境,要求齿圈除了具有较高的强度外,还要具有较高的硬度。特别对于开齿部位不仅要求有高的硬度,而且必须硬度均匀。因为硬度不均匀,会导致齿圈在后期使用过程中,齿面出现不同程度的磨损,最终导致齿轮传动效率下降,甚至出现断齿的危险。
齿圈类铸钢件属于矿山机械中的核心传动部件,在缺陷焊补修复过程中存在的难点主要为:焊缝开裂,特别是热影响区开裂明显,焊补区与母材硬度差较大,硬度均匀性差;尤其在精加工开齿后,齿槽硬度较齿端面硬度下降明显,即出现明显的硬度衰减问题,焊缝与母材均会出现此问题。
2 齿圈类高强钢可焊性分析
本文研究的齿圈高强钢,材料牌号为SAE8635,其主要成分、性能如表1、表2所示。根据国际焊接学会(II W)推荐的CE计算公式:CE(II W)=ω(C)+ ω(M n)/6+[ω(Cr)+ ω(M o)+ω(V)]/5+[ω(N i)+ω(Cu)]/15,计算表 1中母材的 CE 值为0.67%~0.69%之间。根据日本提出的冷裂纹敏感指数公式 Pcm=ω(C)+ ω(Si)/30+[ω(M n)+ ω(Cu)+ ω(Cr)]/20+ω(N i)/60+ω(M o)/15+ω(V)/10,计算表中母材Pcm值为0.44~0.46之间。当碳当量值大于0.4%~0.6%时,可焊性较差,可以看出,牌号为SAE8635的低合金高强钢,其焊接性较差,淬硬倾向大,且很容易产生冷裂纹缺陷。因此,焊材的选择,焊接参数控制,以及焊接完毕进行何种热处理,是控制焊接质量的关键点。
3 焊接前准备工作
3.1 焊材选择
焊材的选择,一般有两大原则:一是性能匹配,另一个是成分匹配。性能匹配多用于结构钢焊接,而成分匹配更多的需要考虑工件的工况环境,比如耐热钢焊材,其主要合金元素 Cr、M o、W、V、N b等需要与母材相当;耐腐蚀钢焊材,其主要合金元素Cr、N i、M o元素要与母材相当。对于牌号为SAE8635的齿圈铸件,主要考虑焊材的性能能否满足母材要求。除此之外,对于焊材的选择,还应考虑焊接后的热处理方式,即焊接完进行消应力热处理,还是调质热处理,这一点也很重要,尤其对于齿圈类铸钢件。从表2中看出,材料牌号为SAE8635的齿圈铸件,其强度、硬度较高。尤其在硬度均匀性问题上,突出的问题为:焊接区硬度与母材硬度差值、焊补区与母材的硬度衰减问题。表3所示为几种目标焊材的成分。
DI值的计算,参照AST M A255端淬实验标准,其计算公式如下:DI(in)=0.54ω(C)×(0.7ω(Si)+1)×(3.3333ω(M n)+1)×(2.16ω(Cr)+1)×(3ω(M o)+1) ×(0.363ω (N i)+1) ×(0.365ω (Cu)+1) ×(1.73ω(V)+1),此公式满足 ω(C)%<0.4%的材料。最终焊材的确定,还需考虑焊接完的热处理方式,由于齿圈产品对硬度的均匀性要求较高,通常焊接后,进行调质热处理,此时在焊材选择方面,主要考虑DI值,同时兼顾CE值。对比表3与表1中的相关值,焊材1的DI值、CE值与母材最接近,因此,对于焊接后进行调质热处理,焊材1最合适;若焊接后进行焊后消应力热处理,则主要考虑焊材的CE值,但焊材的CE值过高会增加焊缝开裂的分享,而且会导致焊补区域与母材硬度差较大的问题。因此,若焊接后进行消应力热处理,则焊材4较合适,焊材的Pcm值,尽量选较低值。
3.2 缺陷挖除与坡口清理
针对齿圈高强钢铸件,主要通过碳弧气刨的方式去除缺陷。通过表1确定母材具有较高的CE值、Pcm值。为防止缺陷气刨过程中母材开裂,缺陷气刨之前,气刨过程中,都需要进行预热保温处理。

表1 SAE8635化学成分(质量分数,%)

表2 SAE8635力学性能

表3 焊材成分(质量分数,%)
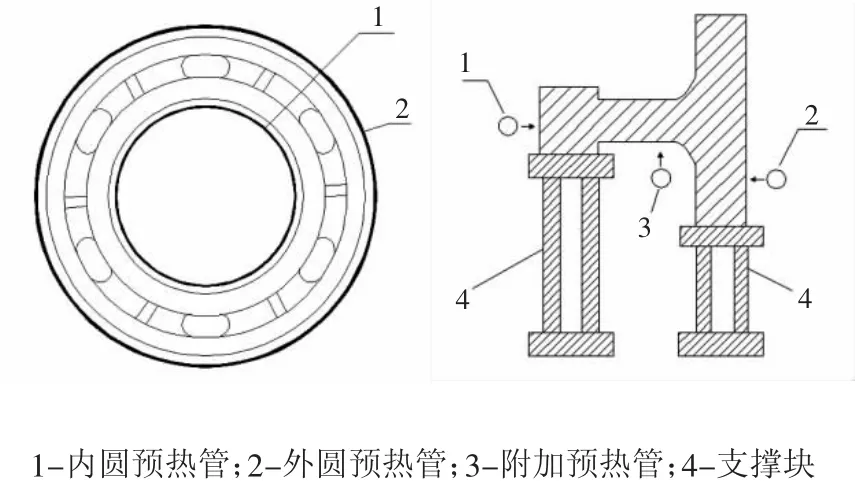
图1 预热示意图
齿圈类铸钢件轮廓主要为整圆或半圆形,选择与齿圈轮廓形状相同的预热管,将铸件水平放置,有利于预热及气刨、焊接操作。具体预热操作如图1所示,选择与图示齿圈铸钢件轮廓形状相同的预热管,根据预热火苗长短,调整预热管与铸件间距,一般调整至50mm较合适。预热管上均匀分布有出气孔,点燃预热管,保证火苗从出气孔溢出长度在150 mm~200 mm,均匀加热。当齿圈壁厚较大时(横截面较宽),适当增加一条预热管,保证预热温度均匀,且符合要求温度。预热温度控制在250℃~300℃为宜,且所有缺陷部位的温差不得超过50℃.缺陷气刨停止时,需要持续预热保温。缺陷气刨完,坡口需要进行打磨处理,打磨过程中,温度也必须保持在200℃以上,坡口打磨光亮后,通过干粉检测,确保坡口部位无裂纹缺陷存在。焊接前的预热、保温同样按照图1执行。
4 焊接操作过程
4.1 焊接参数及手法
为有效控制热输入,防止热影响区软化的问题发生[3]。尽量选择直径为φ4.0 mm的焊条,多层多道焊接,具体焊补过程如图2所示。焊接过程中,通过调整铸件摆放位置,保证缺陷焊接部位处于平焊位置,每一层的焊层厚度小于等于3 mm,焊接过程左右摆动幅度小于等于10 mm,每一道焊道宽度控制在10 mm~15 mm之间,电流140 A~160 A,电压17 V~22 V.
对于体积大且处于立焊位置的缺陷,先进行两层打底焊接,后填充焊接的方式。打底焊具体要求为:采用直径φ4.0 mm焊条先进行第一层打底焊接,具体见图2中7所示,此时电流设定为150 A,电压设定为25 V,这样能够保证打底层具有较好的熔深,且通过母材对焊缝金属的稀释作用,能够改善母材近缝区的成分,而且不会导致热输入的明显增加,避免热影响区母材晶粒过度粗化的问题。图2中,第一层打底焊接完毕后,采用直径φ5.0 mm焊条进行第二层打底焊接序号8所指位置,此时电流设定为190 A,电压设定为25 V,两层打底完毕后,采用集中加热装置,对打底层进行高温后热处理,保证打底层在400℃~450℃之间,至少保持2 h,之后缓慢降温至200℃左右,对打底层进行打磨处理,将焊缝全部打磨光亮,进行干粉检测,确保无裂纹后,参照图2b)所示进行填充焊接,直至缺陷满焊。
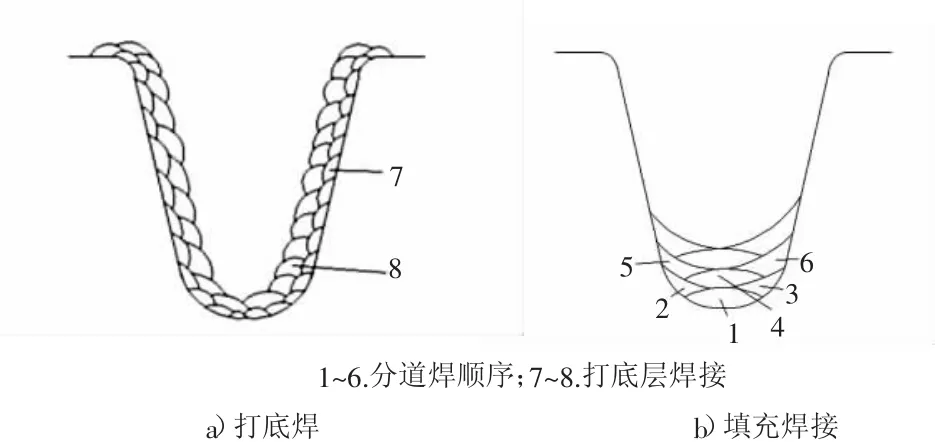
图2 焊补示意图
4.2 后热与消氢
焊接完毕后,依然采取图1的方式,对铸件进行后热消氢处理,保证铸件整体温度在300℃~350℃,整个后热过程中,可采取保温棉或隔热布,对焊补区域进行覆盖保温,保证焊补区与母材区的温差≤50℃,整个过程中不允许降温,直至铸件进炉热处理。
5 结语
1)针对齿圈类高强钢,在焊材选择方面,通过对比焊材与母材的CE、DI、Pcm值,能够使焊材选择更加科学、合理。同时应当考虑产品焊接后的热处理方式。若焊接后进行消应力热处理,则主要考虑焊材的CE值与母材保持一致,同时兼顾焊材的Pcm值;若焊接后进行调质热处理,则主要考虑焊材的DI值与母材一致,同时需要兼顾考虑焊材的CE值与Pcm值。
2)为确保齿圈最终硬度均匀,焊接后尽量选择调质热处理,但需要参照AST M A255进行端淬实验,验证焊材、母材在特定热处理工艺下,其硬度衰减情况。结合齿圈最终开齿尺寸,确保开齿后硬度衰减值满足母材硬度要求。若不合适,则需要重新选择焊材,或调整淬火工艺。
3)齿圈类高强缸焊材,尽量选择手动焊条焊接的方式,且尽量选择小直径焊条,这样有利于热输入的控制,降低焊接热影响,除去因过热而导致的软化、开裂问题。
4)缺陷挖除时,同样需要预热,预热温度的高低取决于铸件含C量,含C量越高,则相应的预热温度就越高。对于w(C)%<0.4%的产品,一般最小预热到250℃即可。停焊过程中,需要一直预热保温到250℃以上,且需要控制焊接部位的温差,防止预热不均而导致的开裂。
5)铸件焊接完毕,热处理前需要一直后热保温,这一点很重要。否则,焊接部位开裂严重。
