正交设计在LNG船货舱殷瓦焊接工作中的应用
2018-11-14张金林朱焊烽
张金林,朱焊烽
(1. 上海交通大学 船舶海洋与建筑工程学院,上海 200240;2. 沪东中华造船(集团)有限公司,上海 200129)
0 引 言
液化天然气(Liquefied Natural Gas,LNG)船[1]是用来运输温度为-163℃的LNG的专用船舶。No.96型货舱围护系统由次层绝缘箱、次层殷瓦(invar)薄膜、主层绝缘箱、主层殷瓦薄膜及各类连接件、胶合板和绝缘材料组成,其作用主要有:形成完全致密的金属薄膜,确保LNG无任何泄漏;拥有良好的绝热绝缘能力,避免船体因被LNG冷却而失去强度和韧性[2]。金属薄膜由含36%镍的殷瓦钢拼焊而成,确保焊接质量符合要求是保证薄膜不泄漏的关键。
1 正交设计端部列板焊接的目的
殷瓦端部列板是货舱殷瓦钢的一种预制件,厚为 1.5mm,分布在货舱的边角位置。端部列板焊接由M O 4自动焊接和手工焊接完成,焊接分为1.5mm/1.5mm端部列板间焊接和1.5mm/0.7mm端部列板与殷瓦列板搭接焊 2种(见图 1)。
一个标准货舱中有363 块端部列板,在焊接时首先用 MO4自动焊机对端部列板两端头中间位置进行焊接,然后由持证焊接人员对拐角位置进行手工焊接。虽然自动焊机分为国产和外购 2种,每种自动焊机的设备参数已设定,但焊接质量和效率更多地受人员操作的影响。对于现场管理而言,只有经过长时间的观察和管理人员合理的安排才能保证焊接工作按期、按量完成,而当前没有一套更科学、更合理、更有说服力的现场管理安排约束手工焊接人员。对此,本文利用正交设计[3]方法,结合现场的统计数据,通过科学的计算分析得出一个合理的安排,为现场工作安排优化[4]及制度化提供依据和指导。

图1 端部列板与殷瓦列板相对位置
2 正交设计对象问题描述及分析计算
2.1 正交试验设计[5]的优点
在实际生产中,若要寻求好的生产条件、试制新产品及改革工艺等,常常需进行试验,而影响试验的因素有很多,需考察各因素对试验的影响。若对每个因素各水平间的相互搭配进行全面试验,则需做大量试验,例如,对6个3水平的因素进行全面试验需做729次试验,对10个3水平的因素进行全面试验需做59049次试验,从物力、人力、财力及时间上看都不现实。正交设计既能大大减少试验次数,又能达到较好的统计效果,通过预设的正交表巧妙地安排试验,利用试验结果进行统计分析,从而找出较优的试验方案。例如,本文将涉及的因素定为3因素,考虑到交互效应就是6因素,各因素2水平。若进行全面试验,则需做64次试验;而若按正交设计中的正交表L8(27)进行设计安排,则只需做8次试验,极大地减少了试验次数。
2.2 端部列板焊接问题描述及正交设计计算
端部列板焊接缺陷包括咬边、收弧不饱满、飞溅未清除、焊穿和电弧打伤,而个人端部列板焊接缺陷率iy则是指个人所焊端部列板所有缺陷之和与个人总焊接端部列板数的比值。
LNG船货舱端部列板现在面临的问题是焊接人员多,而不同焊接人员的焊接水平和工作习惯是不同的;焊接设备有国产和进口2种,船厂追求提高焊接效率和焊接质量,降低缺陷率。影响焊接质量的因素众多,除了人为因素以外,还有焊接件表面的质量和焊机焊接电流波动等。然而,LNG船货舱内的殷瓦件是预制成型的,每块材料表面的质量几乎都在同一水平上,焊机参数也是在多次试验之后由设备服务商预先设置的,无法更改,因此该试验可剔除焊接件表面的质量和焊机焊接电流波动等因素的影响。由此,可将影响端部列板焊接的因素重点放在操作人员的焊接水平、当天被安排的工作量及焊机焊接速度上。实际船上焊接人员的焊接水平分为优秀、普通及差等3种,焊接水平是根据焊接人员进厂时参加上岗培训之后的综合考试成绩确定的,焊接成绩差的焊接人员会被安排做焊接配合工作,比如拉皮带、看火等。船上实际从事焊接工作的工人的焊接水平分为优秀和普通2种,即分为高水平焊接人员和普通水平焊接人员。根据实际工作需要,焊接人员每天被安排的工作量分为每天焊接1层(10块端部列板)和每天完成1.5层(15块端部列板)。使用的自动焊机分为国产焊机和进口焊机2种,其中:国产焊机的焊接速度为330mm/min;进口焊机的焊接速度为290mm/min。2种焊机的焊接参数都由设备厂商直接设定,使用过程中工人无法更改。端部列板焊接实例转化为正交设计研究的问题为:某船厂建造 LNG船,为降低货舱端部列板焊接缺陷率,通过正交设计试验确定一个较好的焊接3因素组合。所考虑的因素及水平见表1。根据现场专业人员的意见,必须重视交互效应,但3个因素间的交互效应可忽略。
该问题试验的目标是降低缺陷率,属于成本型指标,即指标值越小越好。该问题具体按以下步骤分析处理。

表1 所考虑的因素及水平
该问题每个因素取2个水平,考虑到因素间的交互效应,选取正交表L8(27)。根据正交表L8(27)进行表头设计(见表2),并制订试验方案(见表3),3因素其实是由正交表L8(27)的第1,2,4列构成的。接下来按规定的方案进行试验。由于某船厂已有多年的 LNG船建造历史,现场的施工记录数据非常多,包括该试验需要的试验结果,无须在现场根据以上组合进行重复试验,因此只根据船厂提供的现场数据反推试验组合结果即可。综合组合试验结果和试验方案得到表3。

表2 表头设计
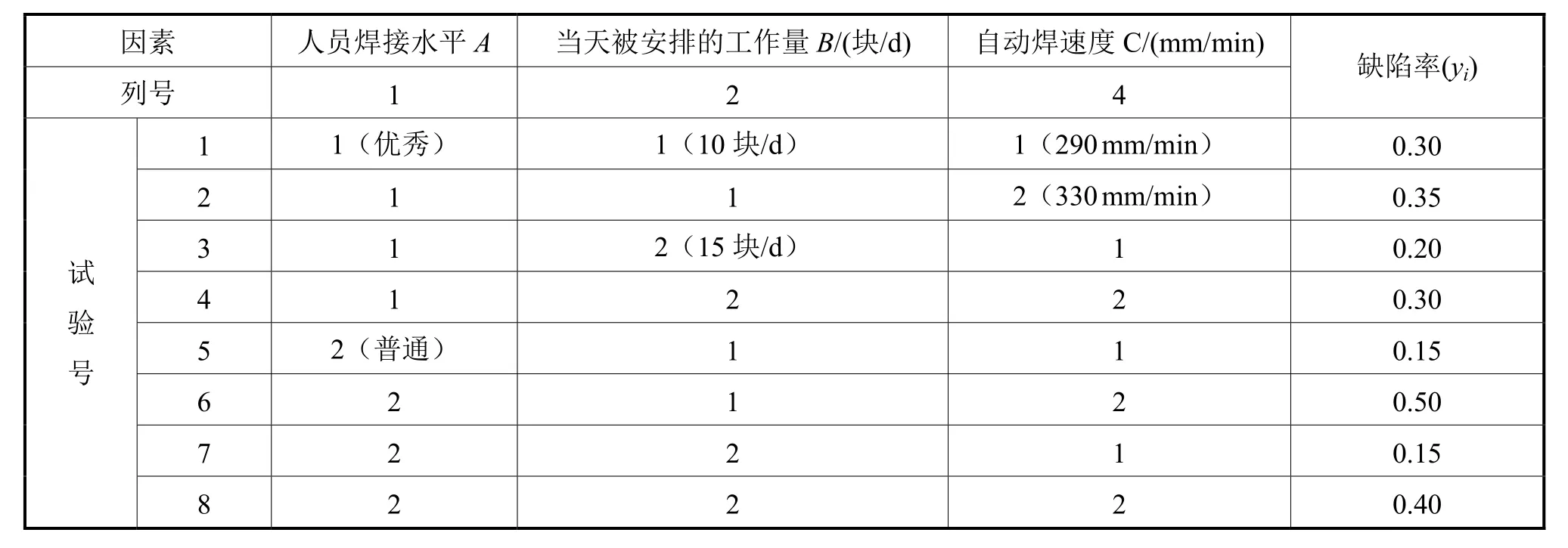
表3 试验方案及组合试验结果
根据表3中的数据,为便于计算,将数据yi变更为yi= 2 0(yi- 0 .3),这样不会改变因素F的值,数据分析结果见表4。在表4中,计算各统计观测值Klj(j= 1,2,…,7;l=1,2),Rj(j=1,2,… ,7),K,P,QT,和(j= 1 ,2,… ,7 )。在2个水平下,计算方法为

直观地进行分析发现,在A,B,C等3个因素中,对缺陷率指标影响最大的是自动焊速度C,其次是当天被安排的工作量B,最后是操作人员A,交互效应C×A的影响也很大。在最佳水平组合中:因素C选水平1;因素B选水平2;因素A的极差不是很大,可根据具体情况选择水平状态(也即是操作人员对缺陷率的影响不大)。
最后对结果进行方差分析检验。各因素及各因素交互效益的离差平方和就是各因素所在列的,空列的为误差离差平方和,各因素及交互效应的自由度都为1,误差的自由度也为1,查表可得临界值为:列出方差分析见表5。

表4 数据分析计算

表5 方差分析
由表5可知,所有因素效应与交互效应都不显著,但仔细观察发现,AF,A BF×,C BF×的值特别小,表明A,A×B和C×B是影响焊接缺陷率的次要因素,应将其从分析中剔除。由此,将这些平方和与自由度合并到误差项中,得到


表6 修正后的方差分析
由表6可知:B影响显著,C和C×A影响高度显著,必须高度重视自动焊速度及操作人员与焊接速度的交互效应;由于A和C都是水平,因此有11AC,12AC,21A C和22A C等4种组合。由表5可知,A和C搭配的效应见表7。

表7 因素搭配效应
由此可知,水平搭配A2C1搭配较好,这样端部列板焊接问题中较好的因素水平搭配为A2B2C1,即以后可安排普通水平操作人员,使用当天被安排的工作量为15块/d,选择焊接速度为290mm/min的焊机进行现场工作。
3 正交设计结果分析
由分析结果得出,最好的组合方案是安排普通水平的操作人员,使用当天被安排的工作量为15块/d,选择焊接速度为 290mm/min的焊机进行现场工作。本文尝试将正交设计应用到实际生产中,通过对该设计进行分析,加上实际生产实践结果比较A2B2C1组合的实际缺陷率为15%,是所有统计结果中最小的,证明了该设计的正确性。该试验结果还可给车间提供改进参考,例如可要求工人每天完成15块的工作量;对于国产焊机,可联系厂商到现场进行焊接参数调整,使焊接速度降为290mm/min,从而降低工作安排的复杂性。端部列板焊接步骤基本上已实现程序化,普通水平操作人员也能胜任,而船厂端部列板焊接设备操作水平优秀的操作人员并不一定能在规范化的焊接工作中发挥其长处,因此对于操作水平优秀的操作人员,车间应尽量给其安排一些难度高、能发挥其主观能动性的工作。
4 结 语
本文就NO.96型LNG船货舱内端部列板焊接工作及影响端部列板焊接缺陷率的相关因素进行了分析,并根据现场记录的数据,采用正交设计试验的方法进行计算;通过直观分析和方差分析得出各因素对缺陷率显著性影响的大小,并由此选出产生最低焊接缺陷率的因素组合,为现场生产安排提供指导。
