钢轨电渣焊接方法及工艺研究
2018-11-07李金华高振坤宋宏图胡玉堂
李金华,李 力,丁 韦,高振坤,宋宏图,胡玉堂
(中国铁道科学研究院集团有限公司 金属及化学研究所,北京 100081)
电渣焊接通过熔融焊剂(熔渣)时放出的热,使母材和焊条金属熔化,是一种无电弧熔铸焊接,因焊接速度快、效率高、焊缝组织致密、成分均匀、性能良好等特点在焊接行业应用越来越广。电渣焊通常是在焊件处于垂直位置的情况下进行,渣池不仅需要足够的深度,也需要一定的体积,比较适合钢轨这种大断面的焊接,但钢轨轨脚较薄较宽,是电渣焊接的难点位置[1-4]。
本文通过调研和试验,分析总结电渣焊接应用情况、技术特点、基本工艺参数及焊接难点,制定和完善钢轨电渣焊接技术方案,并进行焊接试验和接头取样力学性能分析。针对钢轨全断面轨腰与轨底长宽比差异较大的特点,对焊接设备和工艺进行相应设计。
1 国内外钢轨电渣焊接现状
国外最早期的钢轨电渣焊(手工电渣焊)采用耐火黏土砖做模子。可拆开的固定模子由2个1/2块耐火砖组成,内表面与钢轨的形状相当。模子用夹持器连接起来,在焊接过程中达到熔化金属和作为渣池的目的。
把焊条和下面的板相接触,电弧引燃;渣池形成后电弧终止,开始无电弧的电渣过程;利用渣池的热量熔化钢轨边缘和焊条;液体金属充满预留钢轨间隙,冷却后形成焊缝。可用直流电或者交流电焊接。焊条采用碳钢带(尺寸为3 mm×30 mm×700 mm),焊剂为AH-348A。焊接参数一般为:电压30 V,电流300 A。焊接1个接头的时间为12~15 min。
图1为美国136RE钢轨电渣焊接设备和接头外观。美国电渣焊接技术和设备已通过铁路主管部门的技术审查,正处于推广试用阶段。其采用多丝电渣焊,使用铜模(可实现冷却循环)作为焊接模具,由3块(轨底托板、两侧箍抱轨腰轨头)分体式拼装而成。轨头轨腰与轨底之间接头焊缝轮廓为圆滑渐变式过渡,较好地利用了电渣焊垂直向上成型的特点。
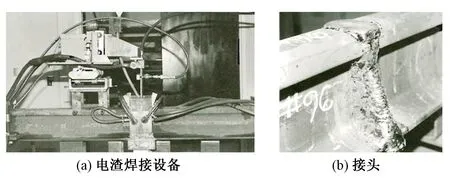
图1 美国钢轨电渣焊接设备和接头
采用多丝电渣焊时,当焊丝送出超过一定距离时会出现偏差,易导致焊丝与待焊钢轨端面上部及其他部位打火,难以保证一直处于无弧状态。焊筋在轨头与轨底之间的过渡部分超出钢轨截面较多,通过打磨平顺钢轨的工作量太大,但保留焊筋又不便于无缝线路施工。
在我国,相比电渣焊在其他行业的广泛应用,钢轨电渣焊的研究和应用很少。在少数厂房行车轨道的焊接中采用了手工电渣焊接技术[5]。主要特征为:①可根据电极直径选择装配间隙;②钢轨焊接端面与轴线垂直,但光滑程度不必要求;③焊前先在底部间隙焊一块钢板,便于引弧;④渣池是电渣焊的核心,一般深度控制在40 mm左右;⑤焊接过程中送焊条时,需连续沿对缝隙来回摆动,使整个焊接面均匀熔化。
国内外关于钢轨电渣焊技术的研究中有一些比较好的设备和工艺方法,为本文提供重要的基础和借鉴。
2 钢轨电渣焊接基本工艺参数
针对钢轨电渣焊接头需要,对采用的管极电渣焊主要工艺参数(焊接电流、焊接电压、工件装配间隙、渣池深度、电极数量、焊剂种类等)进行试验研究[6]。
2.1 焊接电流
①焊接电流和焊丝送进速度呈严格的正比关系。②φ3.2 mm 焊丝常用的焊接电流为300~500 A。③电流大于500 A 时,焊丝熔化速度急剧增加,渣池迅速上升,热源上升速度较快,对工件边缘的加热作用减弱,产生结晶裂纹的倾向增大。④在保证获得满意熔宽的条件下,适当增加焊接电流可以提高生产效率。
2.2 焊接电压
①电压在32 V以下时,提高电压,熔宽增加较缓慢;②电压在32 V以上时,熔宽增加较显著;③电压过低,易发生渣池短路或产生电弧,造成未焊透;④电压过高,会破坏渣池的稳定性,使熔渣过热沸腾。
常用焊接电压的选择范围为34~38 V。随着壁厚增大,焊接电压稍有提高。表1为焊接电压对熔宽的影响。
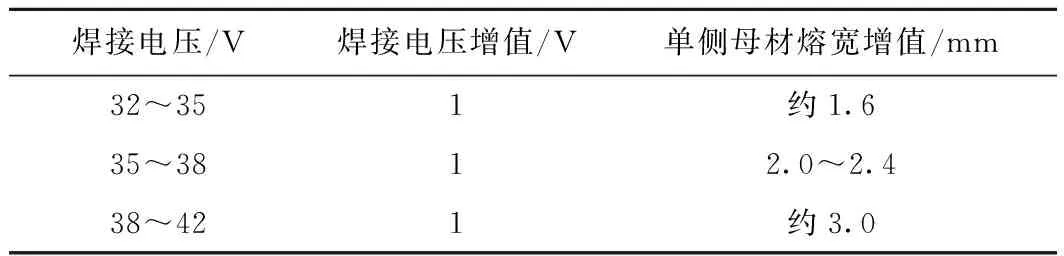
表1 焊接电压对熔宽的影响
2.3 渣池深度
①焊接稳定性要求渣池须具有一定的容积和深度;②深度超过了保持稳定的临界值时,母材的熔宽会随着渣池深度的增加而变窄;③深度过浅,将导致熔渣飞溅和渣池表面产生电弧,而深度过大,母材和(或)水冷块加热面积增大,造成渣池温度降低,焊缝熔宽变窄,成形系数减小,可能导致未焊透和夹渣等缺陷;④一 般渣池深度的变化范围为35~70 mm。表2为按母材厚度选取的渣池深度。
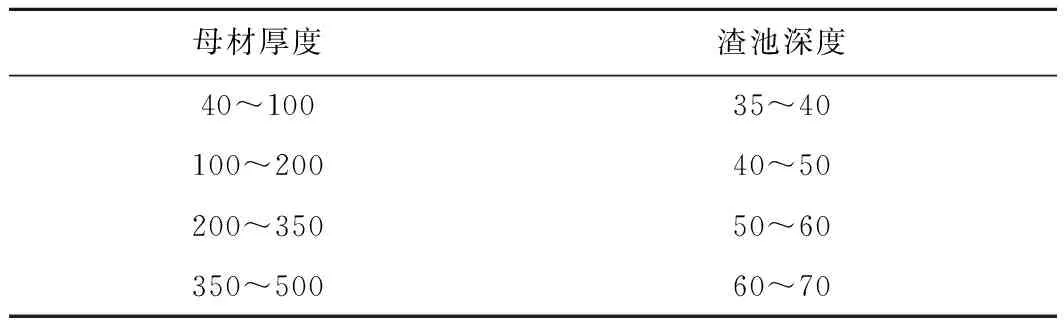
表2 按母材厚度选取的渣池深度 mm
2.4 焊丝伸出长度及摆动情况
伸出长度:①一般长度为10~15 mm;②长度太短,导电嘴易过热;③长度大于15 mm时,电阻增大也会使焊丝过热,焊丝将在渣池表面熔化,使焊接不稳定,渣池加热不充分。
摆动情况:①板厚超过50 mm时,需采用摆动焊接;②摆动速度为8~40 mm/s,频率为20~100次/min,摆动速度随板厚的增加而加快,应与其他工艺参数相匹配;③为保证坡口边缘母材全部融合和克服滑块激冷所引起的淬硬倾向,在两端停留时间一般为2~9 s,焊丝摆动至滑块侧的距离应控制在8~12 mm。
2.5 装配间隙
①装配间隙增加,渣池容积增大,焊接速度降低,工件边缘单位长度内吸收的热量增加,二者均使母材熔宽增大;②装配间隙减小,母材熔宽变小。
装配间隙显著影响母材熔宽及焊缝成形系数。由试验得出装配间隙与工件厚度的关系,见表3。装配间隙过大增加了焊接材料的消耗,降低了生产效率;过小则增加了操作难度,也会使焊缝成形系数变小,增加热裂倾向。经过试验验证,装配间隙通常为26~38 mm。
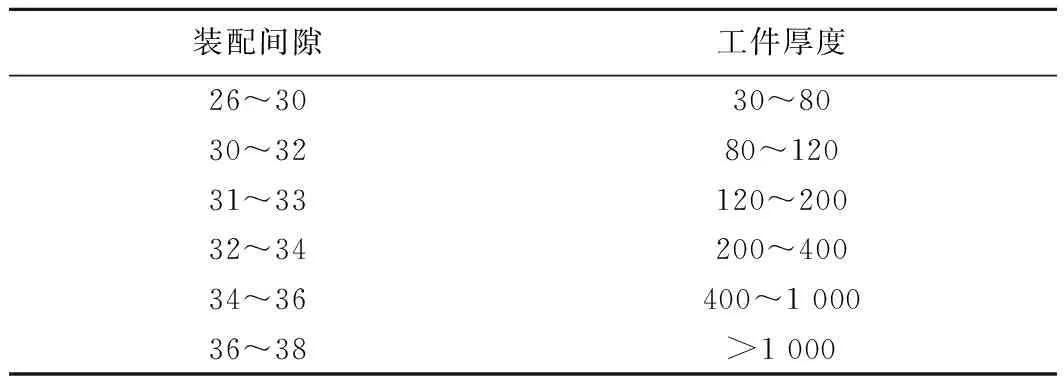
表3 装配间隙与工件厚度的关系 mm
上述分析的是单个工艺参数对焊接效果及性能的影响,在钢轨电渣焊接试验和现场应用中,还需积累更多的焊接工艺参数整体控制的经验和方法。
3 钢轨电渣焊接工艺
采用双丝管极电渣焊接和仿钢轨截面的水冷铜模具,并通过机头管极摆动保证轨底两侧熔宽,轨腰轨头无弧过程非常稳定,可稳定实现钢轨全断面一次成型焊接。双丝由两电源实现焊接,焊接电源采用恒压或者恒功率模式控制输出。焊接轨底时,下部模具安装,上部模具分开,留出熔嘴安装空间。2个熔嘴分开,分列在轨底两侧,保证轨底两侧焊合。轨底焊完,进入轨腰焊接时,将2个熔嘴向中间轨腰靠拢,上部模具靠拢合并。进入轨头焊接时,由于轨头宽度较大(约74 mm),2个熔嘴再适度分开,保证轨头两侧也能焊合。图2为钢轨管极电渣焊接示意。钢轨电渣焊接的具体流程如图3所示。

图2 钢轨管极电渣焊接示意
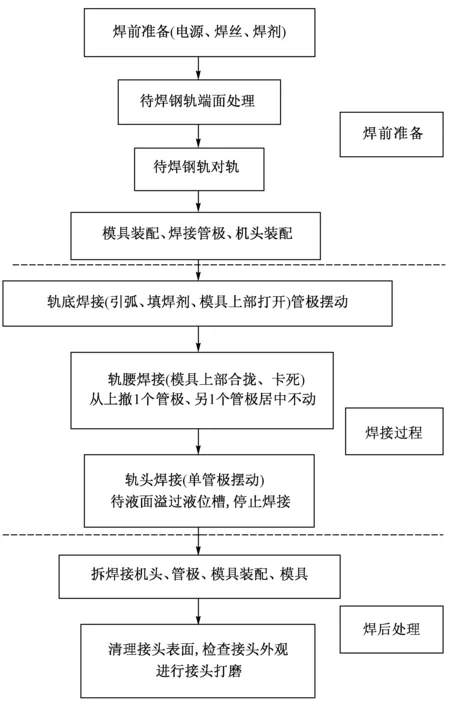
图3 钢轨电渣焊接流程
钢轨电渣焊接电源采用恒功率模式,如无明显变截面过程,则焊接无弧状态稳定。焊接时的基本工艺参数为:装配间隙28 mm;冷却水进出水速度为90 L/h(25 ml/s),进水温度25 ℃,出水温度40 ℃;焊接电压32~36 V;焊接电流310~330 A。图4是钢轨电渣焊接成型完成的接头。

图4 钢轨电渣焊接完成后的接头
4 钢轨电渣焊接头力学性能
钢轨电渣焊接试验采用60 kg/m攀钢U75V热轧钢轨。选取4个焊接比较稳定的接头取样进行力学性能试验,包括冲击、拉伸、纵断面宏观形貌、硬度及金相组织等。试验按照TB/T 1632—2014《钢轨焊接技术条件》中规定的接头取样和试验方法进行[7]。
4.1 冲击
表4为钢轨电渣焊接头取样冲击性能。可知,电渣焊接头取样冲击功能够达到TB/T 1632—2014标准中闪光焊接头的冲击性能要求,但是略低于闪光焊接头冲击功的平均值(一般在15 J左右)。不过闪光焊接头是进行了焊后热处理情况下的冲击性能;明显高于铝热焊接头冲击功平均值。说明电渣焊接头韧性良好。

表4 钢轨电渣焊接头取样冲击性能
4.2 拉伸
表5为钢轨电渣焊接头取样拉伸性能。可知,电渣焊接头取样拉伸性能能够达到TB/T 1632—2014标准中闪光焊接头的拉伸性能要求,但是略低于闪光焊接头拉伸强度的平均值(一般抗拉强度Rm在950 MPa左右,断面伸长率A在7.5%左右),不过闪光焊接头是进行了焊后热处理情况下的拉伸性能;明显高于铝热焊接头拉伸性能平均值。说明电渣焊接头强度良好。
4.3 纵断面宏观形貌
图5是钢轨电渣焊接头宏观形貌。热影响区宽度为60 mm左右,从轨底到轨头呈“温酒器”状,热影响区线形态光滑,焊缝熔合线呈现层状特点,这与焊剂添加不均匀或变截面过渡焊接有关系。
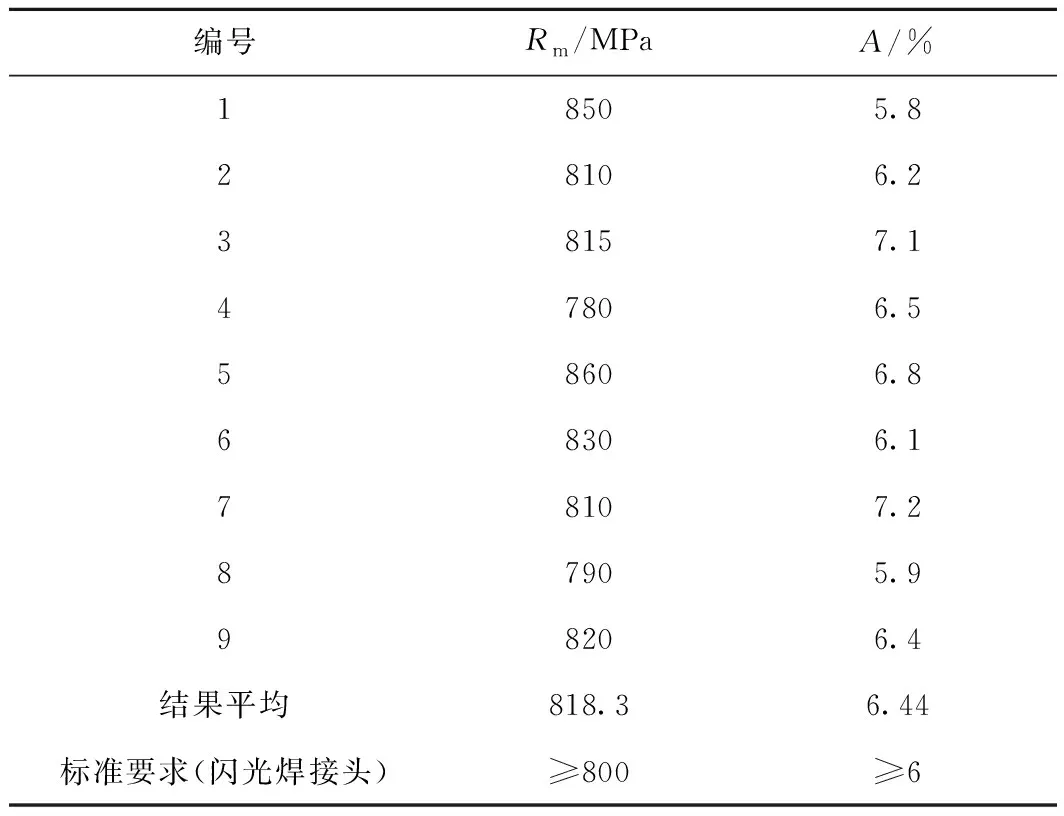
表5 钢轨电渣焊接头取样拉伸性能

图5 钢轨电渣焊接头纵断面宏观形貌
4.4 焊缝及热影响区硬度
图6是钢轨电渣焊接头轨头硬度曲线,以焊缝中心为起点到热影响区外一侧120 mm范围内轨头焊缝及热影响区硬度分布。可知焊缝硬度不均匀,且热影响区存在一个软化区,宽度约2 cm左右。

图6 钢轨电渣焊接头轨头硬度曲线
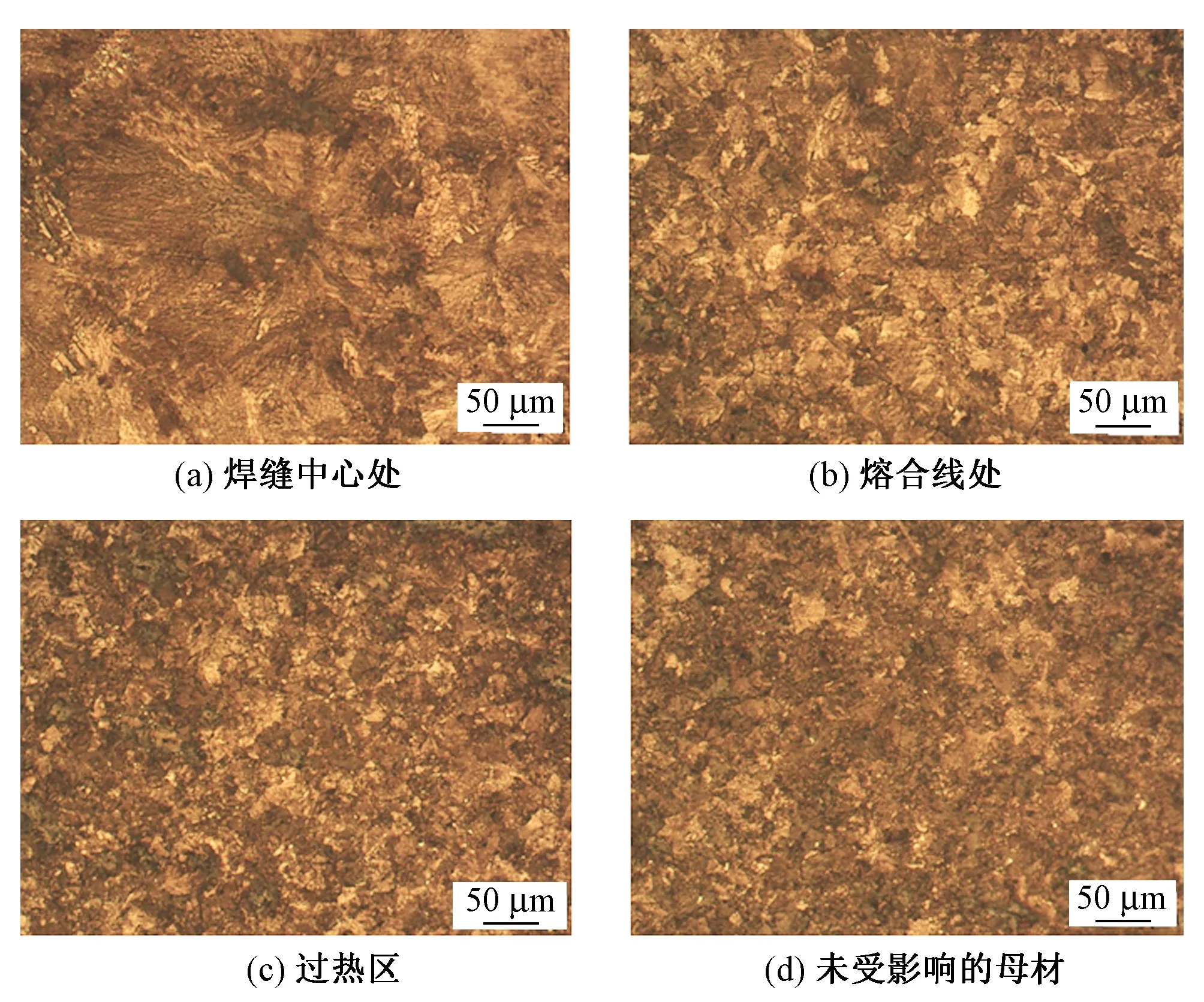
图7 钢轨电渣焊接头焊缝及热影响区组织
4.5 金相组织
图7是钢轨电渣焊接头焊缝及热影响区组织。这组照片依次展示了焊缝向熔合线、过热区和钢轨母材过渡的金相组织变化。①焊缝组织为珠光体,硬度测试显示硬度略偏高;②熔合线附近区域热影响区的晶粒长大十分明显,粗晶区的宽度约为5~10 mm;③距离熔合线越远,热影响区晶粒开始明显变小,10 mm后组织晶粒与母材晶粒大小基本一致。
5 结论
1)钢轨电渣焊接起步发展较晚,主要是由于电渣焊接最适合于方形和圆柱形垂直焊缝,而钢轨工字钢截面焊接难度较大。采用管极(熔嘴)电渣焊接可实现稳定送丝和摆动,可实现钢轨焊接。
2)钢轨电渣焊接主要方案为:采用双丝管极电渣焊;焊轨底时,下部模具安装,上部模具分开,2个熔嘴分列在轨底两侧,通过机头管极摆动保证轨底两侧焊合;进入轨腰焊接时,将2个熔嘴向中间轨腰靠拢,上部模具靠拢合并;进入轨头焊接时,由于轨头宽度较大(约74 mm),2个熔嘴再适度分开,保证轨头两侧也能焊合。
3)钢轨电渣焊接头力学性能显示:冲击功和拉伸性能都能达到标准TB/T 1632—2014中闪光焊接头的冲击性能要求,但是略低于闪光焊接头平均值,明显高于铝热焊接头平均值;接头焊缝中心硬度略高(与焊缝冷却速度有关),焊缝中心组织粗大;在两侧热影响区有2 mm左右的软化区。
