SBR法污水处理工艺在煤化工企业的应用
2018-11-05高晓亮
高晓亮
(山西焦煤集团公司, 山西 太原 030024)
SBR序列间歇式活性污泥法,是按间歇曝气方式来进行污水处理的活性污泥污水处理工艺,又称为序批式活性污泥法,该工艺处理方式和原理与传统的污水处理工艺区别的是SBR序列间歇式活性污泥法采用时间间歇的处理方式替代空间分割的处理方式,生化反应周期不稳定,与传统的动态沉淀方式不同,SBR技术通过静置来进行沉淀。同时SBR污水处理反应池集均化、初沉、生物降解等功能于一体,无需污泥回流、具有操作便捷运行平稳的特点,在煤化工污水处理领域得到广泛应用。西山煤电集团古交污水处理厂的处理污水主要是甲醇污水和煤化工污水,通过采用了SBR序列间歇式活性污泥法污水处理工艺对传统的活性污泥法污水处理系统进行技改,大幅提高污水处理质量和能力,该系统由物化、生化和污泥处理等构成,污水处理量达2300m3/d,每小时平均流量为95 m3。
1 污水处理工艺
1.1 SBR生化处理工艺
SBR污水处理工艺由按一定时间顺序间歇操作运行的反应器构成,同时每个间歇反应器在污水处理操作过程可分为:充水、反应、沉淀、排水排泥、闲置五个阶段。在整个煤化工污水处理运行周期内,系统各个时间段的污水处理时间、反应器内部混合液运行状态及体积变化可结合处理污水的特性进行灵活调试。由于SBR污水处理工艺具有操作灵活,适应性强,可满足不同水质的处理需求。该处理工艺具有的主要特点有∶处理构筑物少、占地面积少、耐冲击负荷能力高、处理效果好和操作简单、运行稳定等优点。
1)处理构筑物少。SBR序列间歇式活性污泥法的反应器集均化、沉淀、降解和曝气等功能于一体,无需进行污泥回流,有效减少前期的初沉池、二沉池和回流污泥泵房的构筑。因此,采用SBR序列间歇式活性污泥法可有效减少前期处理构筑物的建设和反应容器间连接管道和流体输送设备的投入,有效降低生产成本的前期投资约15%左右。
2)占地面积少。鉴于SBR完善处理工艺的反应器将时间上的完全推流与空间上完全混合有机融合,使其具有污水处理效率高、生化反应速度快的特点,在相同体积的煤化工污水处理上明显优于传统连续式生化反应池。古交污水处理厂通过采用SBR污水处理工艺对原有的活性污泥法污水处理系统进行技术改造,由于其间采用歇进水方式,可对充水时间及充水量进行调节,无需增加调节池,节省占地面积约30%左右。
3)出水水质高。SBR反应器内部运行时序,厌氧与好氧两段交替运行。在交替运行状态,净化效果好,可强化生物脱氮效果。反应器内部底物浓度高、泥龄短、比增长速率大,可使SBR序列间歇式活性污泥法对丝状菌的过度繁殖进行有效控制,保证处理过程中静态沉淀分离的效果,具有出水水质好的特点。
4)耐冲击负荷能力高。由于采用SBR污水处理工艺,间歇进水、排放和每次进水量仅仅占到SBR反应器体积的2/3,进一步提高该工艺的稀释效果,因此SBR污水处理工艺的耐冲击负荷能力高。同时结束充水后,SBR反应器和原水彼此隔离,充水的量和水质变化均不会对SBR反应容器造成影响,进水水质水量变化不再影响反应器。
5)操作简单、运行平稳。SBR污水处理工艺具有操作简单,运行平稳,构筑物少,占地面积小和设备运行管理成本低等优点。运行处理方式灵活,可根据污水的水质设计出多种工艺路线。同一反应器仅通过对工艺参数进行调节就可实现对不同性质废水的处理。
1.2 SBR污水处理工艺流程
SBR法污水处理工艺流程是将需要处理的含有大量氰化物、硫化物的煤化工污水以及一氧化碳变换污水充入调节池内然后由水泵均匀提升到一段和二段破氰反应池中后排放至除氟反应池内,经过前期的一系列生化反应污水中的有毒有害物质含量有效降低,经反应池处理后的水通过物化沉淀池得以固液分离,并将沉淀池排出的水排入调节池,污泥排入到物化污泥池。
生活污水及地面冲洗污水采用等重力管道自流排放到集水井中,为防止堵塞应进入集水井的位置安装格栅起到拦截漂浮物的作用,保证水泵的正常运行。并将集水井的出水与其他污水均匀混合起到对水质和水量的调节。
由于甲醇精馏污水含有大量的油污,在排放至调节池前应构筑隔油池起到对油污的隔离作用,然后在排放至调节池。调节池排放出的水通过水泵提升到SBR生化反应池中,应用反应池中的细菌微生物对污水中的有机物降解和脱氮。
SBR反应池中的清液经检测合格后通过滗水装置排放到排放池进行外排,而处理产生的物化污泥,经过脱水后输送到煤场。不达标的污水重新输送至集水池进行循环处理。SBR法污水处理工艺流程图如图1所示。

图1 SBR法污水处理工艺流程图
1.3 SBR的运行周期
SBR反应池的数量设计分为三个组,每个SBR反应池的运行周期调整为16 h,分别将进水时间设置为2.5 h;反应时间分别设置为3.5 h和6 h;沉淀期设置为1.5 h;滗水期设置为2.5 h。SBR反应池的运行周期中各时段的控制详见表1。

表1 SBR反应池的运行周期中各时段的控制
通过计算,单组SBR反应池的每天污水处理量为800万m3,并根据污水的水质和水量情况对进水时间和水量、爆气时间进行调节,在处理高浓度的冲击污水时可起到分割负担的效果。
1.4 SBR污水处理工艺效果分析
西山煤电古交污水处理厂原水水质为:ρ(COD)≤450 mg/L,ρ(BOD5)≤290 mg/L,ρ(SS)≤180 mg/L,ρ(NH3-N)≤230 mg/L,ρ(H2S)≤3 mg/L,pH=6~9。通过采用SBR污水处理工艺进行技术改造后,对处理的SBR反应池中污水进行抽样检测,废水处理抽样检测分析数据详见表2。
由表2中可得出SBR反应池的进水时废水中氨氮含量指标和COD含量指标变化明显,对出水的抽样表现出良好的处理效果,证明西山煤电古交污水处理厂采用SBR污水处理工艺取得显著的效果,具有较高的耐冲击负荷能力。
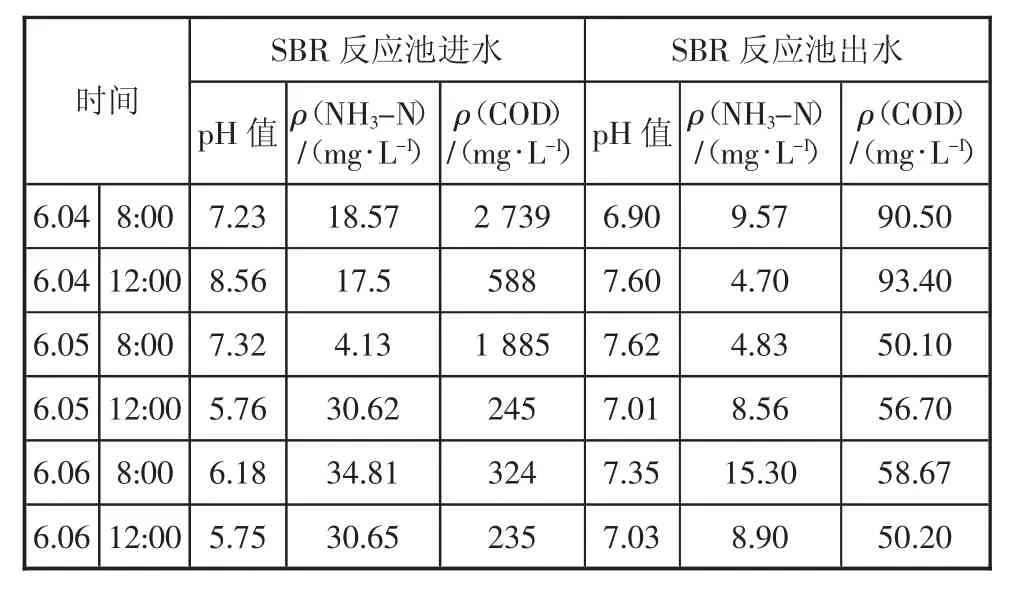
表2 SBR废污水处理抽样检测分析数据表
1.5 SBR系统环境因素的控制
细菌微生物的生长受污水温度的直接影响,不同种类的细菌对污水温度的反应有着不同的要求。SBR污水处理工艺不仅对自动控制系统的要求较高,同时还对环境因素特别是温度控制有较高要求,活性污泥内部的细菌大部分属于中温性细菌,只有将水温控制在20~40℃左右才更佳适宜微生物的生长,该工艺通过控制气化废水温度来调节污水温度;并将生化反应池中废水的pH值在6~9之间较为合适。活性污泥中满足细菌生长的营养物质主要有H2O、C、N和无机盐等,其中80%左右为水。爆气前应将生化反应池中生化需氧量(BOD5)的体积质量分数控制在 200 mg/L,m(BOD5(C))∶m(N)∶m(P)=100∶5∶1较为合适。在去除碳、硝化过程时将水中的溶解氧保持在2~4 mg/L较为适宜;同时应注意对硫化物、胺、酚、氰化物等有毒物质的控制。
2 结语
由于SBR污水处理工艺具有处理构筑物少、占地面积少、耐冲击负荷能力高、处理效果好和操作简单、运行稳定等优点,在煤化工污水处理领域得到广泛的推广。使用SBR污水处理工艺可结合煤化工污水的特征和排放量等情况对沉淀、降解和曝气时间、以及充水时间和充水量进行有效调节,并对浓度高的冲击污水进行分割负担;SBR污水处理工艺可在同一个生化反应池内实现对有机物的去除,同时除磷脱氮,无需增加专业的除磷脱氮设备。由此可见,采用SBR污水处理工艺可实现煤化工污水的零排放,满足煤化工企业污水处理的需求。