精车对电机噪声的影响及工艺控制方法
2018-11-01朱瑞花
朱瑞花
(江苏超力电器有限公司,江苏 丹阳 212321)
随着人们生活水平的提高,用户对汽车的舒适性要求不断提高,噪声问题日益突显。鼓风电机是汽车空调系统的重要组成部分,它带动叶轮高速转动将新空气送入空调风道;并且安装于仪表板附近,如有异常噪声,用户会非常关注。因此控制电机噪声成为电机生产的关键控制点之一。
1 鼓风电机的组成及其工作原理
鼓风电机主要由法兰盘、定子、转子、刷架、风轮组成,如图1所示。其中,定子由后盖、壳体、磁瓦组成;转子由轴、铁心、换向器、漆包线绕组组成;刷架由前盖、电刷固定架、电刷、引出线、电容、电感等组成。
鼓风电机的工作原理是:外接电源通电,通过电刷-换向器将电流传导给线圈,通电线圈在电磁力的作用下做旋转运动,带动风轮高速转动,将新风输出给空调系统。壳体的刚性、前后盖的同心度、轴的跳动、换向器表面粗糙度、换向器圆度及片间差、电刷软硬程度、转子和叶轮的不平衡量等控制不当都会对鼓风电机的噪声产生影响。现仅就精车对电机噪声的影响进行分析。
2 常见的精车不合格及其对噪声的影响
精车常见的故障有换向器圆度超差 (一般要求不大于3 μm)、换向器片间差超差 (一般要求不大于2 μm)、换向器表面粗糙度Ra超差 (一般要求控制在0.1~0.4 μm之间)。电刷在弹簧力的作用下压紧于换向器的表面,当圆度和片间差超差时,电刷会产生较大的弹跳振动,从而使电机噪声异常,甚至会产生换向火花加速电刷的磨损。换向器表面粗糙度过小时,电刷在换向器表面滑动会产生尖锐的噪声;粗糙度过大时,会产生较大摩擦噪声并且会影响电机使用寿命。
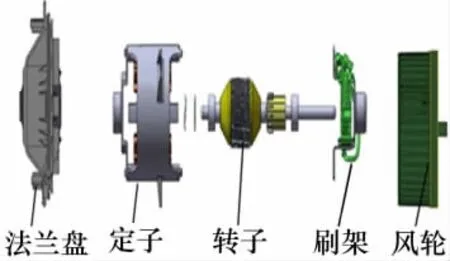
图1 鼓风电机组成示意图
3 精车过程
精车机采用2个V型块支撑转子的轴承位,由平皮带压在电枢铁心外圆上,带动转子高速旋转,平皮带与电枢中心线成一定角度,使电枢旋转时产生一轴向力,将电枢尾端紧靠定位挡块,从而保证每次车削的位置统一且与设计基准一致,减少了误差,提高了精度。转子在精车机上装夹示意图如图2所示。支撑转子的V型块工作面镶有金钢石,V型槽底部有一润滑孔。工作时,油雾自动从底部油孔喷出,润滑V型块的工作面,使得轴与V型块间形成一层油膜,减少摩擦系数,延长了V型块的工作寿命同时避免了轴表面划伤。
精车机驱动皮带的升降、速度以及精车刀的高度、进退刀及走刀速度等参数,可在调试OK后存储在设备内,下次生产时,直接调用相对应的程序号即可快速生产。
4 精车品质的影响因素
4.1 刀具、切削量和切削速度的影响
换向器的车削是微量、断续切削,刀具一般选择硬度高、刚度大的金刚石车刀,但金刚石车刀具有脆和怕振动的弱点,因此在调刀时必须注意,防止爆刀。
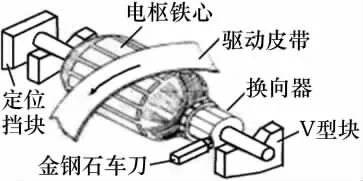
图2 转子在精车机上装夹示意图
车刀的刃角选择不当会造成车削产生的铜屑粘在换向器槽内和换向器表面粗糙度超差。选择刀具及刃角要求如图3所示。
刀尖相对于转子中心的位置,对精车的品质也存在很大影响。当刀尖高出中心太多时,切削刃下面存在的压力将使刀具损坏,甚至在刀具损坏前就可看到换向器槽内挤满了碎屑。因为此时切削刃没有参与切削,是由车刀后面把材料擦下来的。刀尖低于中心过多时,后角增大,前角减小,导致垂直方向切削力增大,有可能引起刀具损坏。将刀尖低于转子中心线0.08~0.15 mm (图4),既可获得较佳的切削品质,又不会损坏刀具。
切削参数影响从换向器上切削下来的切屑的横截面形状,切屑厚度足够,切屑越宽,切屑就干净利落。如果两个方向尺寸都太小,切屑就会撕裂,这样既影响表面粗糙度,又会在槽内留下毛刺,因此合理选择切削参数很重要。一般切削速度控制在500~600 m/min,进刀深度0.02~0.05 mm,走刀量为0.05~0.2 mm/r,针对具体产品在此范围内进行微量调整,以获得满意的表面品质。
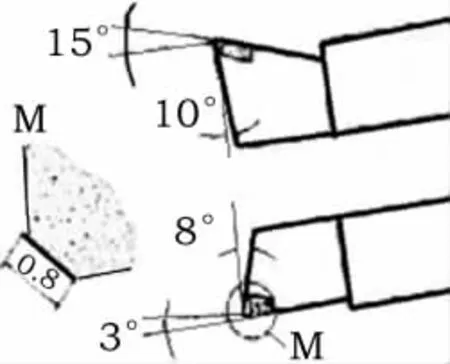
图3 车刀及刃角要求
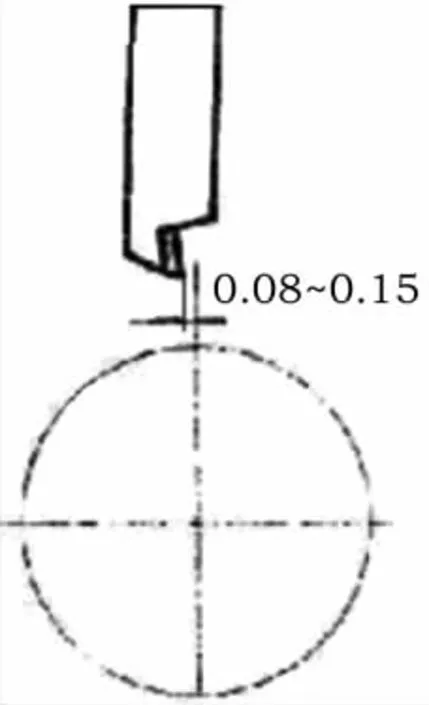
图4 刀尖低于转子中心0.08~0.15 mm
4.2 转子轴圆度、直线度的影响
轴的轴承档部位如果由于加工精度不够使得轴呈现图5所示的奇数棱形,当多棱轴在V型块上旋转时,轴的中心会随着着轴的旋转而移动,从而造成车削后的换向器失圆,如图6所示。
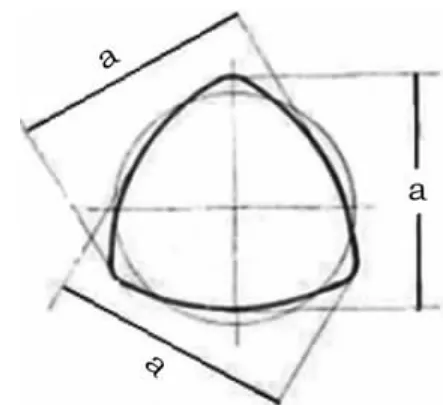
图5 奇数棱形轴

图6 换向器圆度误差
弯轴在旋转时交替支撑在V型块的边缘,导致V型支撑块边缘的轴心A如图7所示路线移动,那么换向器中心B和C也会按相似形状的路线移动 (图8),导致车削的换向器失圆。
此外弯轴在旋转时还会引起不平衡,产生振动,从而影响精车品质。因此在轴入库前需对其直线度 (一般控制在小于15 μm)、圆度 (一般控制在小于3 μm)进行抽检,合格才能入库。并且在点焊后对转子进行调直处理,以保证轴的直线度。
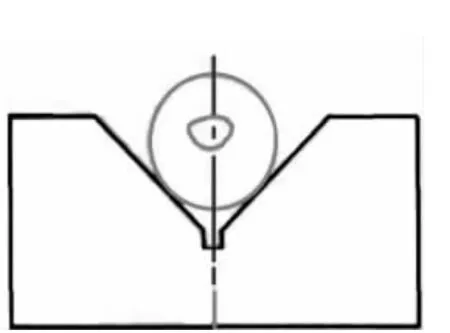
图8 换向器B、C点的移动路线
4.3 转子的平衡量的影响
铁心叠片的质量分布不均匀,绕线张力不稳定,都会引起转子的不平衡。精车时,皮带带动转子旋转,不平衡力使转子总是在V型块内移动,使转子产生振动从而影响换向器表面的精车品质。不平衡量越大对精车品质的影响也越大,因此在精车前必须先进行转子平衡校正作业。
4.4 换向器品质的影响
在车削换向器的过程中,每一块换向片都应具有足够的刚性。不然在车削过程中换向片会产生微小位移。当转子转动时,产生了位移而翘高的换向片通过电刷,增加了电机运转时的噪声。换向器的铜材太薄、嵌住换向片的酚醛塑料固化不当、转子点焊过热造成换向器烧伤变形,都是造成换向片刚度不足的原因。因此换向器入库前需对其尺寸、牢固度进行检测;点焊过程通过调整焊接参数防止产生换向器烧伤现象。
4.5 精车机的安装和维护保养的影响
在生产线布置时也需注意:①精车机安装的地面必须平整坚固;②精车机周转不应放置振动大的设备,振动波会影响精车品质;③精车机安放到位后需调节好水平后才可试机。精车机工作时的振动量、两V型架高度差、V型架工作面的粗糙度、皮带的磨损量、精车刀具的磨损量、油雾量及工作面清洁度等都会对精车品质产生影响。因此需定期对以上内容进行测量、检查,监控其状态,确保其在受控范围内。
5 结束语
精密的车床、合格的零部件、合适的车刀、适宜的精车参数、正确的设备维护保养,才能保证精车过程品质稳定,从而保证电机噪声的稳定性。