HRB400E钢材关键制造参数优化
2018-10-30徐晓敏王坤东麻建雄
徐晓敏,王坤东,麻建雄
(1.上海电机学院 商学院,上海 201306; 2.上海交通大学 电子信息与电气工程学院,上海 200240)
钢筋混凝土用热轧带肋钢筋也称螺纹钢,广泛应用于建造房屋、修造铁路、建筑框架、修建桥梁、建立电站、机场建设、修建大坝.钢材质量的优劣对工程建设质量有直接影响.由于热轧带肋钢筋在我国工业产业中占据着重要地位,国家和社会都对该钢筋的质量非常关注.
钢材产品在物理性能达到国家技术标准的前提下,最大限度地收紧质量负偏差,除了节约金属钢材的消耗,还降低了成本,提高了生产企业的市场竞争力.针对热轧带钢筋检验中的质量及负偏差,阎玉刚等[5-8]从机械设计角度对热轧带肋钢筋的底圆、横肋、纵肋等进行了精确的计算,通过拉力试验,钢内部结构精密度实验等对设计钢材孔型、工艺加工提出了针对性意见.朱正勤等[9-17]研究如何从生产制造过程中最大限度地得到钢筋负偏差时钢材的收得量.任晓芸等[18-19]从质量检验环节着手,着重探讨了钢材质量检验中为确保产品质量而采取的方法.于振凡等[20-22]学者从检验标准的运用、合理的组批、抽取适当的样本角度研究了抽样方案的选择.这些研究都是基于GB 1499.2—2007及国标《钢筋混凝土用钢第2部分:热轧带肋钢筋》的部分条款,企业以质量负偏差为准,而客户在交验时往往同时关心另一个指标即截面尺寸.不同的判定方法及结果往往引起不可避免的争议,一方面影响了生产企业的质量声誉,另一方面造成了企业的损失.
从某钢铁生产企业HRB400E钢材抽样检验中出现的问题出发,通过收集样本数据,分析质量负偏差和截面尺寸偏差的关系,利用正交试验优化这些参数.在实现钢材产品的物理性能达到国家技术标准的前提下,将钢材截面尺寸最大限度地控制在负偏差范畴之内,以同时满足生产企业和客户的要求.
1 HRB400E的抽样检验数据采集
有两个主要途径可以实现质量负偏差:① 减小内径;② 减小钢材横肋和纵肋高度、宽度.通过减小内径来减轻钢材单位长度的质量,这是实现质量负偏差材最直接的方法.内径的缩小会直接导致钢材截面积的减小,也会直接影响钢材实际屈服强度和抗拉强度,从而导致影响钢材的使用强度.制钢厂将带肋钢筋尽力轧得细一些,这也就是负偏差轧制的基础理论.此外,国家标准对横肋高度、纵肋高度及相应偏差有明确规定,但横肋和纵肋的宽度作为参考数据;国标规定了纵肋高度的上限,而对纵肋没有规定.
本研究在选取样本时,考虑了上述国家标准要求.首先,选取表面质量合格的HRB400E钢材,每15 min抽取样品,其中,在企业标准中理论质量为3 317 kg,由于钢材是按捆计算的,企业标准中定枝枝数为415枝.其次,对样品进行理化检验,得到检验数据,如表1所示.最后,运用数理统计的方法对其进行分析.

表1 HRB400E样本数据Tab.1 HRB400E sample data
根据GB 1499.2—2007钢筋混凝土用钢标准,钢材的实际质量与理论质量的允许偏差需符合表2的规定.
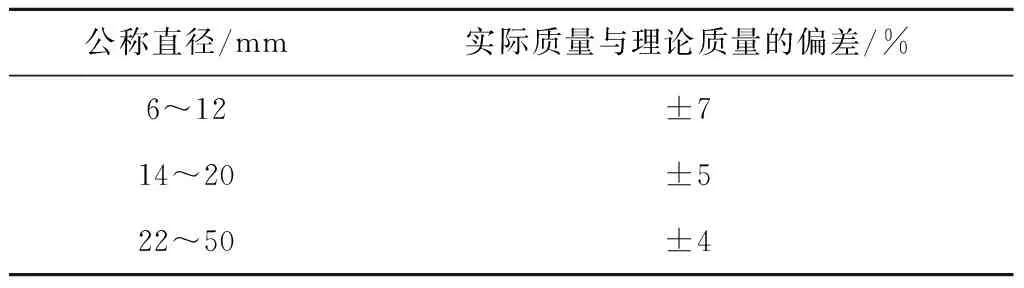
表2 国标质量偏差规定Tab.2 Standard weight deviation
2 方差分析及正交试验优化
2.1 方差分析内径对质量的影响显著
钢材(直条)Φ12 HRB400E经抽样检样后得到39组数据,如表1所示.有两个因素对钢材质量有影响:① 钢材内径的大小;② 钢材横肋的高度.由于满足方差分析的3个基本假定:正态性、方差齐性和独立性,建立数学模型:
(1)
式中:αi为因子“内径”的主效应;βj为因子“横肋高”的主效应.
按照企业规定,显著性水平为0.05.各因子的水平如表3所示.
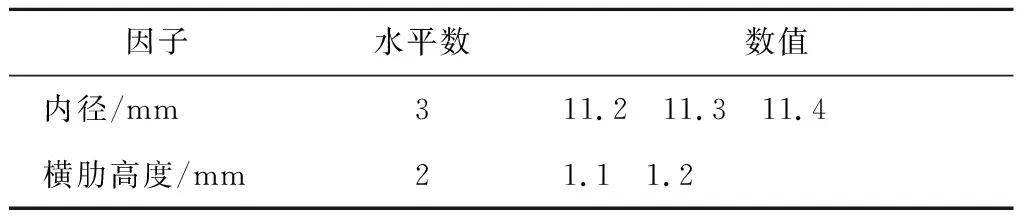
表3 内径与横肋高度的数据Tab.3 Data of inner diameter and rib height
假设:
H10:αi全等于0;
H11:αi不全是0;
H20:βj全等于0;
H21:βj不全是0.
使用Minitab软件进行方差分析,得到方差分析表(见表4).
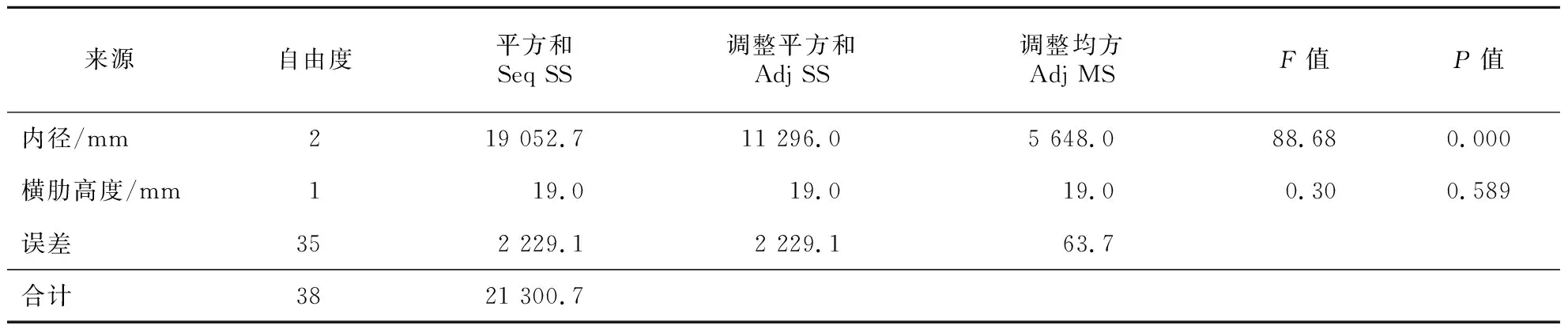
表4 方差分析表Tab.4 Analysis of variance
注:S=7.980 45,RSquared=89.54%(AdjustedRSquared=88.64%).
由表4可见,α=0.05时,在方差分析的最后一列P中,“内径”因子的P值是0.000<0.05,这说明内径对质量的影响效果显著;而在“横肋高度”因子的P值是0.589>0.05,说明横肋高度对钢材质量的影响不显著.
判定系数(RSquared=89.54%)和调整后的判定系数(AdjustedRSquared=88.64%),它反映的是内径对质量的影响程度,说明两者有很强相关关系.
2.2 正交试验优化
本次正交试验的目的是寻求此钢材内径与质量在标准允许范围内的最佳匹配,目的是使企业的利润最大化,考核标准为收益,元.本次正交试验设计的因素为两个:内径A,mm;质量B,kg.内径与质量的交互作用对收益率也有较大影响,即要考虑内径与质量的交互作用.两个因素均有两个位级,即可列出因素位级表,如表5所示.
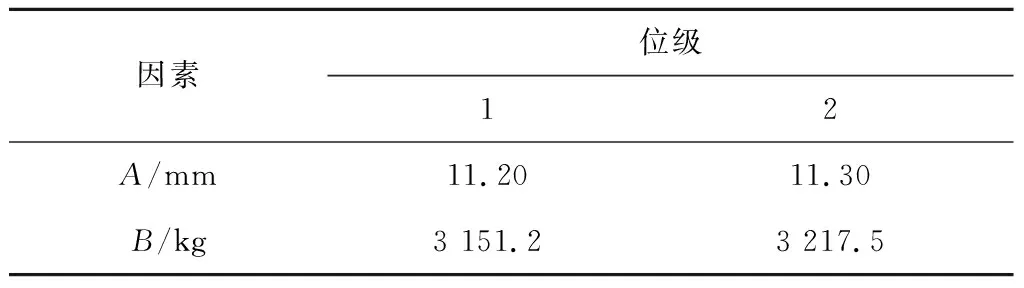
表5 因素位级表Tab.5 Factor level table
两个因素均是两个位级,把两个因素的交互作用也应看作为两个位级的因素,选择正交表L4(23)有混杂现象,且无法进行下去,所以选择正交表L8(27)的正交表,即可列出正交试验表的表头,如表6所示.

表6 表头设计Tab.6 Top design
按照试验计划进行试验,并记录试验结果,即可得出试验计划和试验结果,如表7所示.
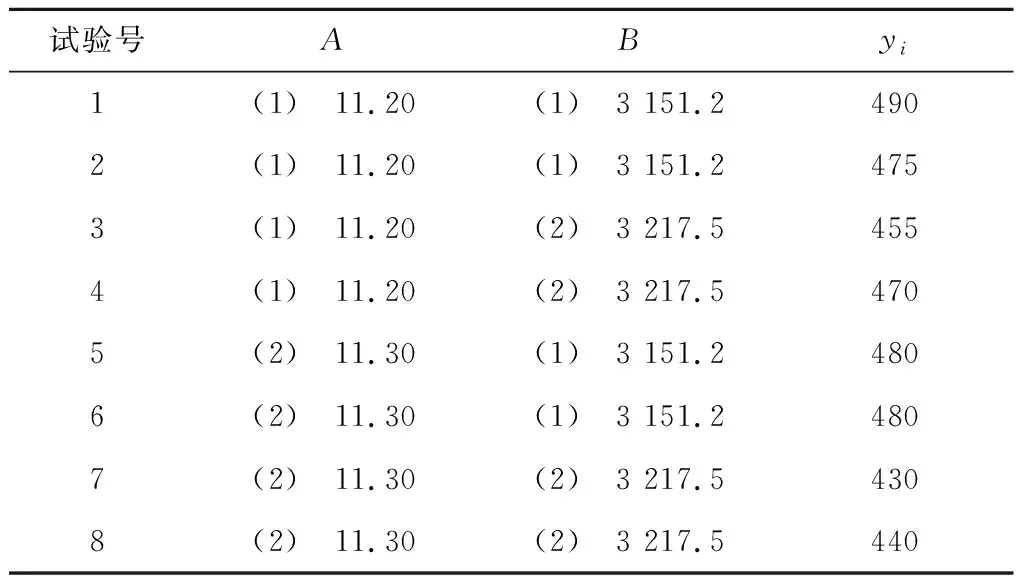
表7 试验计划及结果Tab.7 Test program and result
通过表8和表9可得到方差计算表、方差分析表.

表8 方差计算表Tab.8 Variance table
试验结果y的方差分析,在检验中使用调整的SS.
由表9可以看出:因素B的P值为0.005<0.05,说明因素B是对利润的影响最为显著;因素A的P值为0.063>0.05,说明因素A对获益的影响不够显著;因素A与因素B的交互作用的P值为0.100>0.05,说明该因素对获利的影响也不明显.
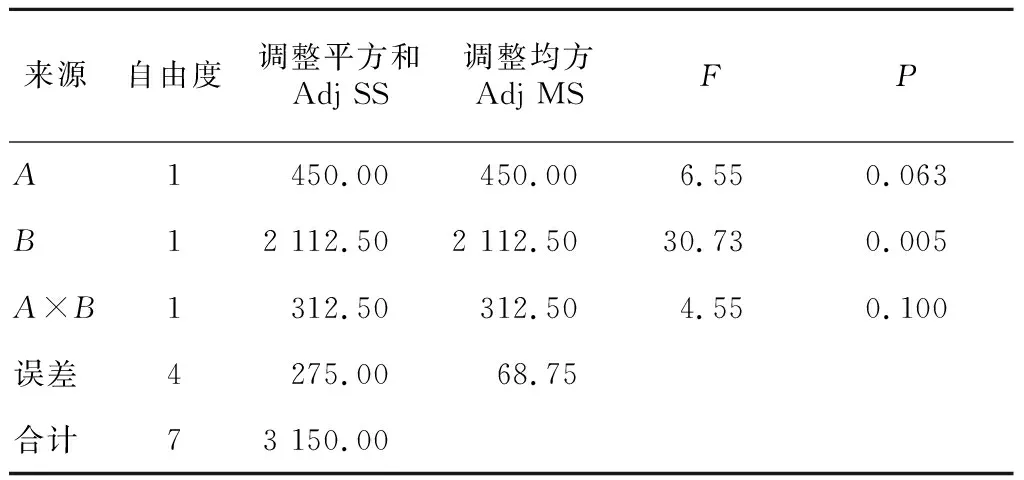
表9 方差分析表Tab.9 Analysis of variance
注:S=8.291 56,RSquared=91.27%(AdjustedRSquared=84.72%).
对于显著因素B,从表8可知,k1=1 925,k2=1 795,由于k1>k2,因此,因素B取1位级比较好,即质量为3 151.2 kg.因素A不显著,可任意取,在这里取1位级比较好,即内径为11.20 mm.
当钢材质量越轻时,企业获利越大;钢材内径越小,可以提高企业的利润,即当质量和内径都为最小时,企业能获得最大的利润.在符合国家标准和顾客要求的情况下,钢材的内径与质量分别为11.20 mm,3 151.2 kg时为企业交付钢材的最优组合,可以为企业带来最大利润.
表10为企业实际的钢材内径与质量偏差表,是在综合考虑国家标准以及企业利益的情况下,实际交付时使用的钢材抽样检验标准.质量偏差控制在负偏差之内,这样既能满足企业利润,也能满足国家要求.

表10 企业内径与质量偏差表Tab.10 Internal diameter and weight deviation table
2.3 问题与分析
对上述内容,运用数理统计方法对钢材进行检验,并运用方差分析法对与钢材质量有关的参数——内径与横肋高进行分析,得到钢材内径对质量有显著影响;然后运用正交试验法寻求钢材内径与质量的最佳配比,其中,最佳配比是在满足国家标准和顾客要求的情况下,以实现企业利润最大化为目的的实际执行的企业标准,即内经为11.2 mm,质量为3 151.2 kg.
对于一个生产企业来说,生产同时符合国家标准和用户要求的产品,才能最终给企业带来实际效益.为保障HRB400E钢材在使用中的安全性,钢材的尺寸和质量偏差必须同时符合标准.虽然国家标准规定钢材的质量与内径都有正负公差范围,但在市场交易时,钢材的交货质量是按照理论交货质量来计算的,所以对企业来说,在满足国家标准及顾客要求的前提下,钢材的质量越轻,生产企业的利润就越大;但是质量越轻时内径也随之减少,钢材的受力程度就会大大降低,这会严重降低建筑物、大桥及房屋的安全性能.所以在满足国家标准的内径与质量的负公差内,钢材生产企业也要规定一个范围,这个范围:内径为11.1~11.4 mm,质量偏差为-5.54%~-2.90%.
3 结语
本文主要针对热轧带肋钢材的内径与质量进行了研究,运用方差分析法得到热轧带肋钢材的内径对于钢材质量有显著影响,并有强相关关系;然后运用正交试验分析法找到热轧带肋钢材内径与质量的最佳搭配以实现成本降低.该方法可以推广到圆钢、弹扁钢等不同钢种的研究中.但是本文只考虑了钢材的物理性能,未考虑其化学性能,所以还需做进一步的研究;其次对于钢材内径与质量的位级是否可以进一步细分,仍有待进一步研究.