SA-250空气压缩机余热回收与利用
2018-10-30贾霞飞
贾霞飞 徐 荣
(大同煤矿集团轩岗煤电有限责任公司 山西 轩岗 034000)
0 引言
空气压缩机产生的压缩空气清洁、安全、使用方便,成为煤矿安全生产不可缺少的能源动力。但是空压机也是一个能耗较大的动力设备,一般空压机的输入动能除了部分变成了压缩空气的势能以外,有一部分的能量以废热的形式被排放到空气中。同时,为降低空压机的油温,还需要消耗电能开动冷却风机来降低油温,以保证空压机的正常运行。空压机在生产压缩空气的过程中消耗的能源约占空压机运行全部电能的40%以上,其中消耗的96%的能源都转化为热能排放掉了,约2%通过电机等高温部件直接辐射排放,余下94%的热量却要通过专门配置的附属冷却设备间接排放[1-3]。
1 空压机运行热能状况
空气压缩机运行过程中,把电能转换机械能,机械能转换为风能,在机械能转换为风能过程中,空气被强烈的高压压缩,使之温度骤升,这是普通物理学机械能量转换现象,机械螺杆的高速旋转,同时也摩擦发热,产生的高热由空压机润滑油的加入混合成油/气蒸汽排出机体,经空压机各厂商提供的技术参数,空压机产生的热量约为空压机轴功率的110%~115%。
(1)空压机油约含75%~80%的热量。
(2)压缩空气约含20%~25%的热量。
(3)电机、螺杆机头、油分等热辐射10%~15%。
(4)空压机油气的热量约为空压机轴功率的100%~105%。
(5)回收时约有10%~15%的损耗。
由以上空压机热量状态可计算出实际回收热量可为88%。
最重要的是矿用空气压缩机必须长期连续运行,一天24小时不停机。所以,热能回收意义大、效果好。
2 余热回收系统的工作原理及特点
2.1 工作原理
空压机余热回收原理是空压机的热油及高温气体分别引入CHR高效热交换器油通道与水通道的冷水进行热交换,水加温到45℃~80℃直接排到保温水箱待用。热油温度降至65℃后流经油冷却器再进入压缩机。高温气体温度降低后流经空冷却器再排出。空压机余热回收时,油、气冷却的风扇或循环冷却水泵及冷却塔风扇均关闭。
空压机产生的油气混合体经油气分离器,将空气和油分离,空压机的热气进入换热器与水进行热交换,使水初步升温,气体降温后(比进水温度高10℃),再回到原有的气体冷却器,如此完成气体的热回收。空压机热油进入换热器与升温后的水进行换热,水温升高到45℃~80℃,供生产和生活使用,而热油换热后温度约降15℃~20℃,降温后的油回到空压机的机头与气体混合压缩,如此循环,空压机产生压缩空气的同时,热能机完成了冷水变热水(原理见图1)。
CHR高效热能回收换热器,采用低阻力、高效率、高导热性技术设计,具有体积小、重量轻、阻力小、导热性强等特点。顺高余热回收时候的高效换热器采用不锈钢板材质,具有耐腐蚀、耐高温、耐高压等性能,保障热能回收器效率同时保证了空压机系统运行稳定。
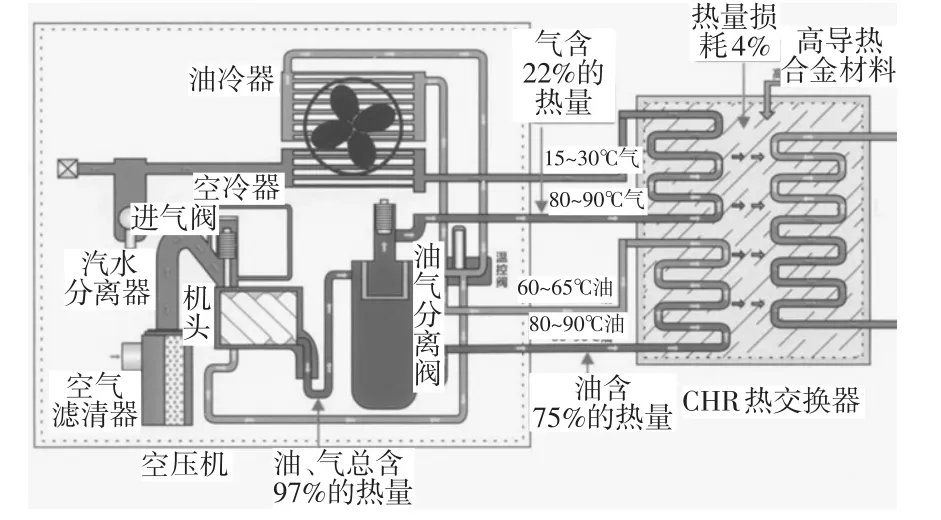
图1 空压机余热回收原理
2.2 技术特点
空压机余热回收改造后对空气压缩机的稳定运行有多项好处。
(1)改造后的空气压缩机油温会相对稳定,压缩机及配件不易产生热涨冷缩效应,降低空压机的损坏率。
(2)余热回收改造后,将原来的风冷系统关闭,大量节约了电能,减少了故障点。
空压机余热回收系统生产热水与其他方式生产的热水相比也有很多的优点。
(1)零成本加热。它本身是一热利用设备,在加热过程中,并没有增加对空压机本身的负载,100%利用空压机的废热能生产热水,不需要任何辅助加热设备。
(2)不受天气影响。它的热量来源于空压机的废热,煤矿空气压缩机由于安全需要,空气压缩机是24小时运行的,空压机运行余热回收系统就有热水产出,所以它不受天气影响。
(3)运行安全可靠,零排放,无污染。
3 实施方案及应用案例
轩煤公司现使用的压风机为SA-250风冷机组,标准配置是油冷却压缩机,然后由流动空气来冷却机油,将热量排出,针对空压机这一热交换原理,我们同空压机生产厂家联系,对空压机进行内部改造,增加热能回收器,将空压机运行冷却油(润滑油)中产生的大量热量,通过CHR高效热能回收器进行回收利用,将回收的热量用于水温加热,从而用于生活、生产的热水供应。该方式实现废热循环利用,有利于节能减排,保护环境,同时降低企业成本。
3.1 改造后技术参数对比及产能
2017年6月轩煤公司焦家寨矿开始施工改造空气压缩机,8月中旬投入使用,热能回收系统和空气压缩机运行正常。使用热回收系统后,空压机的排气温度降低了10℃~15℃,可以提高4%~5%的产气量,产同样的压缩空气,可以节约4%~5%的输入功率。对风冷空压机可以减少风机运行时间,提高产气量同时因减少了风机的运行,降低了风机的电消耗。焦家寨矿配置四台空压机运行方式,两用两备,每台SA-250风冷空气压缩机,每天运行24小时可生产47.76吨热水。
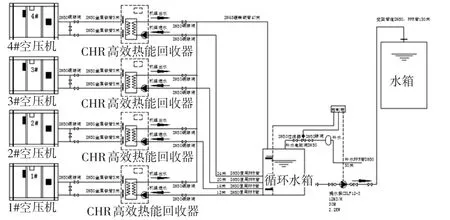
图2 焦家寨矿空压机余热回收系统
3.2 空压机余热回收采用智能电气控制系统
3.2.1 回收系统与空压机实现联动
可与空压机实际运行情况进行联动工作,空压机运行则热回收系统运行,可实现全天候无人值守。
3.2.2 安全可靠性
回收系统包括温度传感器断线、相序保护、温度保护、运行水泵过载保护。可全面监控热回收系统各个物理参数,能够实时监控进出油的温度、进出水的温度以及蓄水箱的水位、相序,防止水泵反转并监视补水水泵的运行情况以及过载保护状态等,自动化程度高。
3.2.3 智能调节及能量统计
可以根据客户实际的需求,按照预先设置好的出水温度进行智能化调节,达到补水与温控的协调,维持用水温度的稳定。可在线统计热回收量,直观反映回收热量的经济效益。
3.2.4 智能故障诊断
具有完备的保护功能与自我诊断能力。一旦报警,控制系统除了在操作面板上发出指示外,还在显示屏上以走马灯形式滚动显示;如果控制系统发生严重故障,影响到了整个热回收系统的安全性,热回收系统会自动停机,把润滑油冷却的控制权交回原有空压机控制系统,对空压机的运行不会产生任何影响。
3.2.5 具备远程控制
可通过RS485通讯方式实现远程多机联控,也可纳入上位机的监控范围。预留风冷控制输出,可控制冷却风扇运行以达到控制油温的目的,从而更好的保护空气压缩机的稳定运行。
3.3 经济效益及节能减排
2014年11月6日国家能源局、国家发改委、环保部等七部委联合发布《燃煤锅炉节能环保综合提升工程实施方案》淘汰10吨/时燃煤锅炉,主要是为了消减大气污染物排放。焦家寨矿空压机经改造,热能回收系统投入使用后拆除了为职工澡堂供应热水用的6吨/时燃煤锅炉一台。每年减少燃煤360吨、排污量87.3吨、灰渣(焦矿5#煤干基灰分平均为24.25%)、二氧化硫排放量约6.73吨(焦矿5#煤空干基全硫量平均为1.87%)、烟尘排放量为65吨。
4 结束语
空压机余热回收技术的应用与国家倡导的节能环保的理念是高度一致的,在节能环保的基础上,提高了机电设备的工作效率和工作可靠性。
