激光切割岛的应用方案
2018-10-26徐蓓芬石鹏程徐佳麾
徐蓓芬,石鹏程,徐佳麾
激光切割岛的应用方案
徐蓓芬,石鹏程,徐佳麾
(上汽通用汽车有限公司,上海 201201)
为了降低设备成本,提高车间柔性,文章引入了一种车身车间内的激光切割岛替代冲压五序的解决方案。同时深入研究了将来潜在需要复杂加工的单板零件种类,结合一定的数据分析,在该激光切割岛内预留一定的加工柔性,方案中使用机器人带激光头切割,不仅满足了一般定位孔以及修边的切割需求,并预留了特殊图形切割的能力。此方案在新车型引入时的设备总投资小,改造难度低,对日后单板零件的车身厂内加工提供了柔性方案,省去了冲压车间的设备改造。
激光;切割岛;柔性
前言
现代汽车外观设计越来越多样化,对单板零件的冲压工艺要求也越来越复杂,当引入的新零件所在的冲压车间无钢/铝板五序能力,而对该零件的加工必须五序才能完成,这时为了不牺牲造型及零件设计的实际需求,不得不在冲压车间增加五序压机,这将带来一笔巨大的投资。
为了降低设备成本,提高车间柔性,本文引入了一种车身车间内的激光切割岛替代冲压五序的解决方案。同时深入研究了将来潜在需要复杂加工的单板零件种类,结合一定的数据分析,在该激光切割岛内预留一定的加工柔性。方案中使用机器人带激光头切割,不仅满足了一般定位孔以及修边的切割需求,并预留了特殊图形切割的能力。此方案在新车型引入时的设备总投资小,改造难度低,对日后单板零件的车身厂内加工提供了柔性方案,省去了冲压车间的设备改造。
1 现状分析
1.1 冲压车间现状
一般情况下,冲压车间主要承担着钢/铝外覆盖件的冲压生产的任务,其工艺主要分为分离工艺和成形工序两大类。如果产品单板设计上要求较多较复杂的分离工序,主要为冲孔、修边等,那么潜在的该单板件在所要求的产能下可能无法在冲压四序完成,需要额外的五序来完成整个产品工艺。这样无形间增加了冲压的费用投入与场地占用面积。我们常说的此类零件有四门两盖及翼子板等,那结合现有产品的分析,其中冲压工艺较为复杂的车身单板零件就是侧围外板、后盖外板、后举门内外板、门内外板、翼子板等。
1.2 协同加工分析
根据冲压的现有能力以及潜在的加工需求,在车身车间设立一个具有切孔和修边功能的柔性化切割岛,配合冲压的四序能力,可以大幅提高白车身单板零件加工的工艺能力。
一般地,车身车间对于冲孔、修边的特殊工艺需求,会采用传统的模具类设备,专机专用,这样加工不同的零件特征就需要多套不同的模具组合,设备量较大且不能灵活改造运用,后序引入新零件时设备及场地投入也巨大。本文引入的切割岛使用机器人带激光头进行切割,相比传统的专用模具,不仅可满足产品成型的合格率要求,而且其最大的优势在于灵活运用的柔性,其预留了不同图形加工的可能性,更能实现修边、切边等普通圆形冲头不能完成的任务。
2 方案设计
2.1 工位布局
基于上述现状分析,对于单板零件上冲压四序无法完成的情况,我们提出以下两种车身协同加工的工艺方案:
2.1.1双机器人带激光头切割岛
假设我们将四个门盖类零件(较小)以及两个侧围零件(较大)的切割规划在同一切割岛内,那么四个门盖类零件布置在一个四面转台上,两个侧围类零件布置在一个两面转台上,整个岛的平面尺寸可以布置在14*10米之内,如图1所示。其中,布置两台带激光切割头的机器人对称地摆放在两个带工装转台的之间,整个工位由以下必要的设备组成:1)机器人,2)四面转台,3)双面转台,4)激光器,5)水冷机,6)冷干机,7)空压机,8)集尘器,9)工控机,以及相对应的控制柜等。
此布置方案的想法是可以满足六个以上不同零件的加工,假设工人的上料时间是0.5分钟,人工上料的同时机器人在另一个转台工作面进行加工。理论上按照最大切割速度10米/分钟,平均切割速度5米/分钟的数据计算,在等效10个孔及2.5米总加工长度内,一对转台工装的最大产能为42.5JPH。如果单车需要加工两个门盖类零件和两个侧围零件,则单车的最低工艺能力为20JPH。
所以此方案可以满足多车型、高柔性、高节拍的车身车间厂内加工需求。

图1 双机器人带激光头切割岛
2.1.2单机器人带激光头切割岛
考虑到厂内空间、设备成本、加工对象及节拍需求等因素的综合影响,上述双机器人带激光头切割岛的方案可以简化为单种零件的小型切割岛,即单机器人带激光头切割岛。那么该切割岛的最大能力即是将四个小型零件规划在同一切割岛内,将两个双面转台布置在机器人的相邻两方向,分别为图2中的工位一及工位二,每个转台可摆放两个小型零件,整个岛的平面尺寸可以缩减到10*9米之内。此方案中,仅需要布置一台机器人带激光切割头以及两个带工装双面转台,比上述双机器人带激光头切割岛节省了一台机器人及激光头,其他的必要设备和上述最优方案相似。
此布置方案可以满足四个以上门盖类零件的加工,所以此方案可以满足小型产品、扩展要求低、节拍要求低的车身车间厂内加工需求。同时此方案也具备将来扩展至6种零件的可能,单费用将高于双机器人激光切割的方案。(详细的信息将在2.3中阐述)
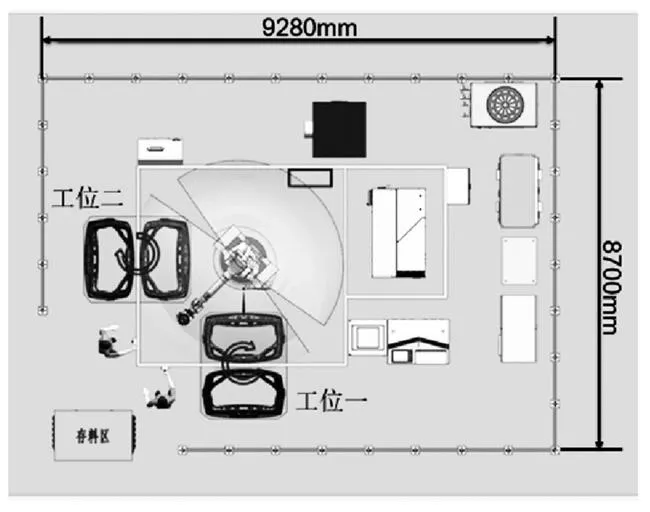
图2 单机器人带激光头切割岛
2.2 精度分析
整个激光切割岛的总加工精度由机器人精度、切割头设备精度、转台的精度、工装的精度组成,现假设选用的各设备及精度如下:
假设选用高精度的机器人,那么在机器人最远运动半径之内,机器人的重复定位精度为±0.07mm;同样,选择较高精度的切割头,切割头本身的重复定位精度为±0.1mm。在工装设计上,保证转台的重复定位精度为±0.06mm,保证定位工装的重复定位精度为±0.1mm,所以整个机器人带激光头切割岛的工艺能力,根据表1的各设备精度累计误差粗略计算,切割岛的总位置精度为:

表1 各设备精度(±/mm)
更优化地,如果被切割的对象图形集中在50*50mm的平面内,则可以保证机器人在到达加工位置后停止,由带有三维运动功能的激光头自行进行运动切割,那么在此平面内的加工图形的相对精度可以不考虑机器人、转台、工装的精度误差,即在50*50mm平面内的相对位置度为±0.1mm。
同样地,考虑设备成本和实际需求,上述方案中的设备也可以相应地选择不同的型号,选择更低精度的设备以降低成本。总精度则需根据低配的设备精度及功能重新计算。
2.3 成本分析
随着汽车行业的竞争加剧,成本控制越来越受到各主机厂的重视。下面我们来对比下冲压5序与单/双机器人激光切割总费用。
首先此案例如果使用传统五序,以六种零件为例冲压将增加设备投入近2600万,主要包括种零件的模具及相关控制系统。接着使用双机器人激光切割方案六种零件的总设备投入为855万;最后简化后的单机器人激光切割方案的设备总投入为997万。相关对比信息如下图3。
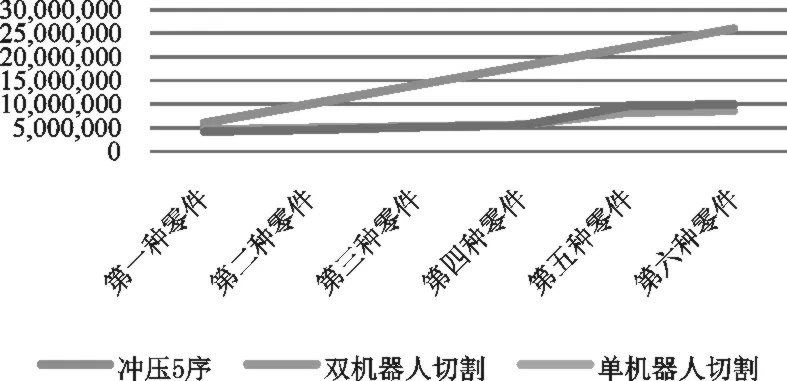
图3 激光切割各阶段价格对比
从表中我们不难发现,无论使用双机器人方案还是单机器人方案,各阶段的总费用投入均比冲压五序的投入费用大大降低。而双机器人的方案当随着第五种和第六种零件的引入开始逐步体现出其费用优势,更适合目前多车型,高柔性,智能化制造的要求。
2.4 方案小结
根据以上分析对比,对于现代化车身车间,多车型、高柔性、高节拍更符合智能制造对车间的规划与未来的预留方向的要求。因此车身车间设备的一次性投入会随着后续车型的引入多样化而更显示其价值的方案将更被青睐。所以,本文优选地推荐使用第一种方案,即双机器人带激光头切割岛的方案。与此同时,为满足将来潜在零件设计的可制造性、易制造性,在设备精度选择上,也推荐尽量选取高精度、高柔性的设备来保证定位孔的加工可行性。
3 总结与展望
随着工业4.0的来临,激光切割技术在汽车行业的应用将更为广泛,势必成为智能制造的基础。
本文创新的介绍了一种用车身车间内的激光切割岛替代冲压五序的解决方案,在独立切割岛内使用激光切割,具备了对多种车身单板件切孔、切边的能力。采用机器人带切割头,使该切割岛具有柔性高,车型引入投资小,调试难度低等优越性,不仅满足了一般孔、边的切割需求,并预留了特殊图形切割的能力。
由冲压五序冲孔切边改为车身厂内激光切割,可以降低冲压模具费用投入,并解决冲压成型无法解决的问题。利用激光切割的柔性,在未来可以拓展出更多的应用,比如,对总成零件的切割、钢铝共线切换切割、特定形状特定位置的切割、刻线弱化等。相信在产品设计不断多样化的同时,白车身零件的制造能力也必然紧跟着时代的步伐。
[1] 郭建,兰天亮,陈康.激光切割钣金件时的工件变形分析方法[J].激光杂志,2011.01.
[2] 赵秀侠,赵明.浅谈前期车身冲压件质量控制问题[J].模具制造, 2015(2):11-14.
[3] 唐刚,于海波.浅析冷冲压工艺与模具制造技术的发展[J].科技创新与应用,2015(10):117-117.
Laser cutting cell application proposal
Xu Beifen, Shi Pengcheng, Xu Jiahui
( SAIC General Motors Co., Ltd., Shanghai 201201 )
In order to decrease the manufacturing cost and improve the body-shop flexibility, we introduce one cutting proposal in body-shop to replace the 5-step stamping. And we have deep study on the potential sheet metals which need complex stamping process. With enough data support, we reserve the cutting flexibility in the laser cutting cell. This cell includes robots attaching with laser cutting head, which can not only cut the normal hole and edge, but also have the ability of cutting complex shape. This proposal have less cost and less difficulty when new product is introduced. So it’s a flexible proposal for further use in body-shop and it will save much cost in stamping shop.
laser;cutting cell; flexibility
B
1671-7988(2018)20-215-03
U468.2
B
1671-7988(2018)20-215-03
U468.2
徐蓓芬,毕业于同济大学车辆工程(整车)学士学位,现担任上汽通用汽车整车制造工程部工程师。
10.16638/j.cnki.1671-7988.2018.20.078
