选煤厂控制系统的研究与设计
2018-10-23程韶华
程韶华
(霍州煤电集团三交河煤矿, 山西 洪洞 041600)
引言
目前,我国大多数的选煤厂仍然使用的是通过继电器控制的选煤系统,这种选煤系统仍然需要大量的人力操控。通过综合考虑选煤工艺特点及实际生产情况,对选煤厂的选煤系统进行研究设计,旨在提高其选煤系统的信息化和自动化水平。
1 控制系统要求
1.1 设计控制系统的原则
控制系统的设计需要遵循相关的设计原则,主要原则如下:
1)控制系统应该满足选择的选煤方法(即重介选煤)的工艺要求,且系统运行稳定可靠。便于操作和维修。
2)控制系统中的集控系统应可以对整个生产工艺流程中的电气设备进行操纵控制,且设备在启动和停止时都应设置信号预告。为了预防发生堆煤现象,控制系统应设置成可以使设备自动遵循逆煤流启动、顺煤流停车。
3)控制系统需使整个选煤工艺流程中的设备按照流程规定实现闭锁控制,以防在生产过程中,由于操作不当,发生意外事故。
4)控制系统可以选择远程控制和就地控制两种方式,选择其中一种模式进行控制时,另外一种控制方式不可用。如果有紧急事件需要停车时,工作人员可以在控制室进行操控。
5)控制系统可以远距离操控较远的设备,每个设备都有独立按钮,在控制室发出预报信号后,即可进行远程设备的启动。
6)控制系统可以对选煤厂各设备进行远程监测,若正在运转的设备发生异常现象时,控制系统可以通过监测到的设备状况进行智能化分析判断,并根据对应状况发出不同的警示信号提醒工作人员。同时,控制系统可以分析得出设备出现异常状况的原因,严重时可以自动进行设备停车。
1.2 控制系统总体结构
控制系统主要结构有:控制器和上位机。根据实际选煤厂生产工艺、设备状况及工作环境,确定控制器采用型号为S7的可编程逻辑控制器,然后将控制系统分成4个独立的控制分站,利用MODBUS/以太网将分站与主站紧紧联系成一个整体。控制系统采用冗余系统,该系统具有稳定性高的特点。
上位机采用工业交换机和PLC实现通讯,主要设备为:1台工业计算机,配备多台显示器。选煤厂内部设置集中控制室,类似煤矿中的调度室,对选煤厂全厂工作进行集中调度和指挥,内部配备监控计算机、综合式操纵台、预警设备和打印机等。
1.3 重介液密度控制
综合分析选煤厂现有控制系统,发现其主要缺陷是控制重介液密度的精度不够,应针对提高其控制精度,进行系统的重新计算设计。
然后,对清水添加量及介质泵流出的液体密度进行实时监控,确保合格的分选密度。对磁性物料含量计和介质桶液位进行实时检测,确保悬浮液分流量可以实现自动控制,避免出现溢流等其他状况。调节分选密度主要与煤灰分这一参数有关,通过煤灰分可以有效的控制分选密度,确保分选出的产品质量合格。
2 洗煤厂控制系统总体设计
洗煤厂控制系统主要分为原煤翻储系统和主厂房主选系统。选煤厂控制系统的网络是PLC主机和远程控制设备的工业局域网络系统,当使用控制系统进行调度指挥时,发送的各种指令信号通过以太网及PLC运行后,以图形界面等形式快速的运送到工作站和集控室。现场工作站可以通过传输过来的图形界面对实际生产工艺流程中的各设备进行时刻的监控和预警等,集控室的工作人员可以根据收到的图形界面进行远距离控制,针对各种可能发生的问题采取相应的措施。
2.1 原煤翻储系统
控制系统中对洗煤厂C型翻车机、原煤仓皮带输送机和重调机进行控制的系统,即为原煤翻储系统。其控制器选用的是西门子公司生产的西门子系列PLC。该系统工作原理为:通过工业局域网络系统实现各生产设备的监控,通过远距离I/O方式,将PLC主站和分站联合起来进行通讯系统的扩展,其上位机使用的为KingSCADA软件,该软件可以实现运输系统和翻车机的启停、监测设备的运行状况和故障查询。
重调机和翻车机的主电机采用的是ABB公司生产的ACS800系列变频器,该变频器可以实现多段速度控制。本控制系统采用PLC编程软件,可以利用其主电机的特性,对这些设备进行控制,完美的实现重调机和翻车机的自动化运行。
2.2 主厂房主选系统
本次控制系统设计研究的重点之一为主厂房主选系统的电气改造,本次改造主要从原煤分级,原煤分选、选煤产品入仓和洗水系统等相关设备及其配电控制进行了改造。实现了原煤入洗,末煤旋流器恒压入料和介质桶液位等主要环节的自动化控制。
2.2.1 重介选煤主要环节的PID自动化控制
重介选煤主要环节的PID自动化控制主要包括重介质密度的控制及介质桶液位的控制。其关键技术主要在于控制重介质液体的浓度,该选煤方法的选煤效率相对其他方法较高。
采用该选煤方法的选煤工艺主要采用闭环控制,通过感应重介质密度、液位以及选煤环境的变化进行自动化条件,使其一直保持在最优的工作状态。本系统的闭环控制,主要通过PID控制器实现,该控制器具有容易操作、简单实用的特性,被广泛应用于各工业行业。如图1所示,为本次密度工艺的示意图。
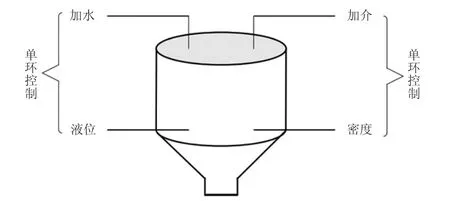
图1 密度工艺图
本次控制系统中采用的PLC可编程控制器同样具有PID自动化控制功能,通过将现场采集的传感信号与PID功能块中的给定值进行比较,输出相对应的信号,即可实现现场设备的自动化控制。如图2所示,为PID的工作原理图。

图2 PID工作原理图
2.2.2 控制系统的网络构成
当前,选煤厂大部分控制系统选用的集控式网络。该控制网络主要以工业以太网为基础,以PC机与PLC控制器组成上下机位控制系统,用以实现选煤设备的显示和监控等功能。利用信息化、智能化工序,实现选煤厂设备的自动化运行。图3所示为选煤厂控制系统网络拓扑图。
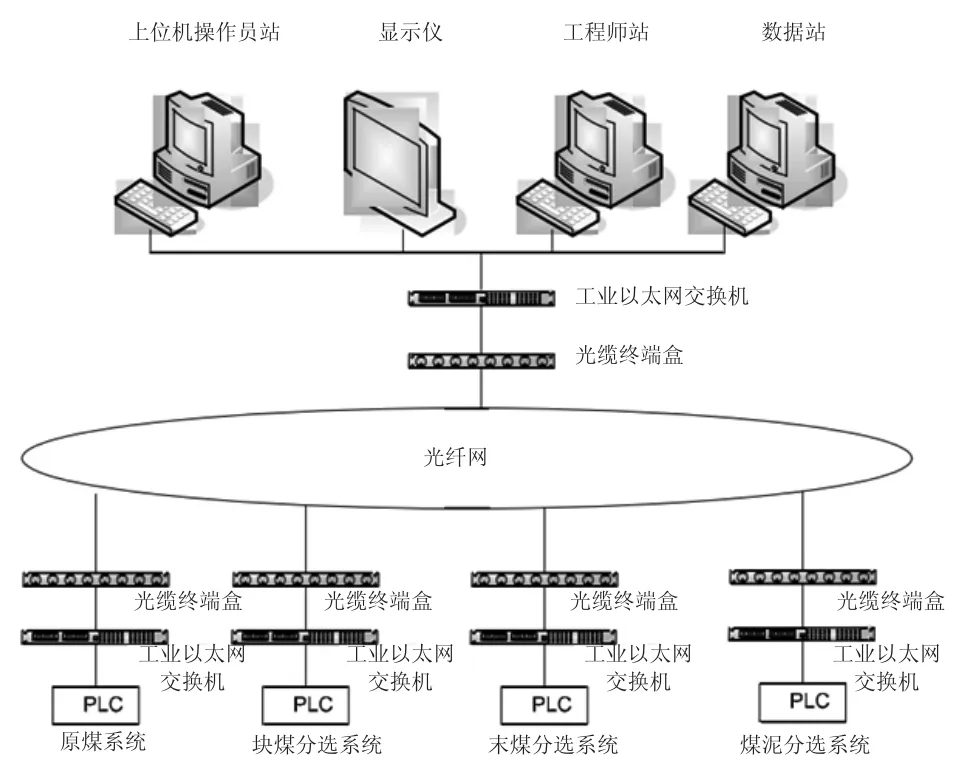
图3 选煤厂控制系统网络拓扑图
3 结论
根据原煤初产矿区的煤质赋存特性及其分选的困难程度,综合考虑选煤工艺特点及实际生产情况,设计的选煤厂控制系统,即原煤翻储控制系统和主厂房主选控制系统,显著提高了选煤系统的信息化和自动化水平,生产效率具有较大提升,降低了人力与时间的投入,研究结果具有较大的实用价值。