基于SIMATIC的水泥厂粉磨控制系统的优化研究
2018-10-23张晓君
张晓君
(山西晋兴奥隆建材有限责任公司, 山西 忻州 036300)
引言
随着各类基础设施的建设力度不断加大,对水泥的需求量与日俱增,因此为满足巨大的市场需求,各水泥生产企业对水泥生产的效率和质量要求不断提高[1]。目前各大水泥生产企业的水泥粉磨控制系统自动化程度较低,粉磨过程严重依赖于操作人员的熟练程度,不仅生产效率低下而且导致水泥产品的质量波动较大,严重限制了水泥生产企业的进一步发展,因此如何对现有粉磨控制系统进行优化,提高粉磨生产过程的自动化程度和水泥产品质量,是摆在水泥生产企业面前的一道难题。
1 水泥粉磨生产线工艺流程
本文以某水泥厂的粉磨生产工艺为例,其粉磨过程主要包括原料段、输送段以及磨机段三个过程,在实际生产时,首先水泥熟料等原料在原料段经过混合处理后由升降送料机将其送入到粉磨的原料料仓内,水泥熟料在料仓内首先经辊压机对其进行碾压、称重,然后将原料传送到烘干机进行烘干处理,最后再由输送设备将其转入到选粉机内进行分选,将水泥熟料粒度超标的部分筛选出来再将其传送到球磨机处进行碾磨处理后进行再次分选,将其中粒度符合要求的部分直接传送到成品区进行打包处理,其中粒度不符合要求的再次进入到球磨机内进行碾磨处理,如此反复循环,直到所有的水泥熟料均完成磨粉处理[2],水泥熟料的粉磨生产过程如图1所示。
由图1可知,料仓位于线体的原料段,在料仓的下端设置有一个自动控制阀门,该处设置的传感器设备可以根据监测到的料仓质量精确换算出水泥熟料在料仓内的粒位,然后根据系统整体的水泥粉磨速度,控制料仓的开启和闭合,实现连续供料。球磨机是用于将大直径的水泥熟料进行碾磨的设备,主要用于将进入球磨机内部的物料进行碾压和研磨,使其满足生产时设定的水泥颗粒的直径要求,球磨机的工作情况直接关系到了水泥产品的质量。

图1 水泥粉磨生产线工艺流程图
2 基于SIMATIC的粉磨控制系统
在对水泥生产的粉磨工艺流程进行分析的基础上,基于目前自动控制、监测、信息化技术的飞速发展,本文提出了基于SIMATIC的水泥粉磨自动控制系统,其包含了工艺过程控制对象、自动化控制站、优化控制决策模块等,整体结构如图2所示。
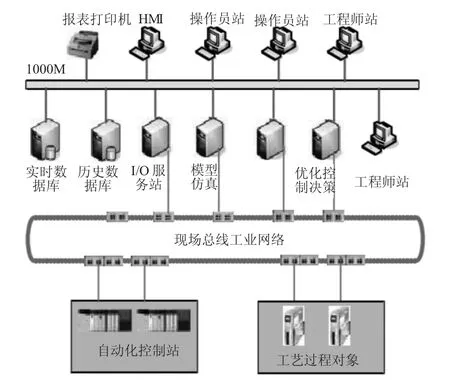
图2 基于SIMATIC的水泥粉磨自动控制系统
在该控制系统中,核心为工程师控制站,它是系统对整个水泥粉磨工艺流程进行控制的核心,在该控制站点,利用集成的SIMATIC控制软件对各监测和控制工作站进行集成控制。
3 粒位监测控制系统的设计
在水泥粉磨处理时如何对料仓内的水泥熟料量进行监测,直接关系到水泥粉磨的效率和质量,料仓内的水泥熟料过多说明下料过少,造成水泥粉磨的效率低下,如果水泥熟料在料仓内过少,则说明同时涌入选粉机内的水泥熟料过多,将导致分选效率下降,造成水泥成品粒度超标,严重影响水泥产品的质量,因此需要对水泥料仓内的水泥熟料的粒位进行精确监测和控制,其整体结构如图3所示。
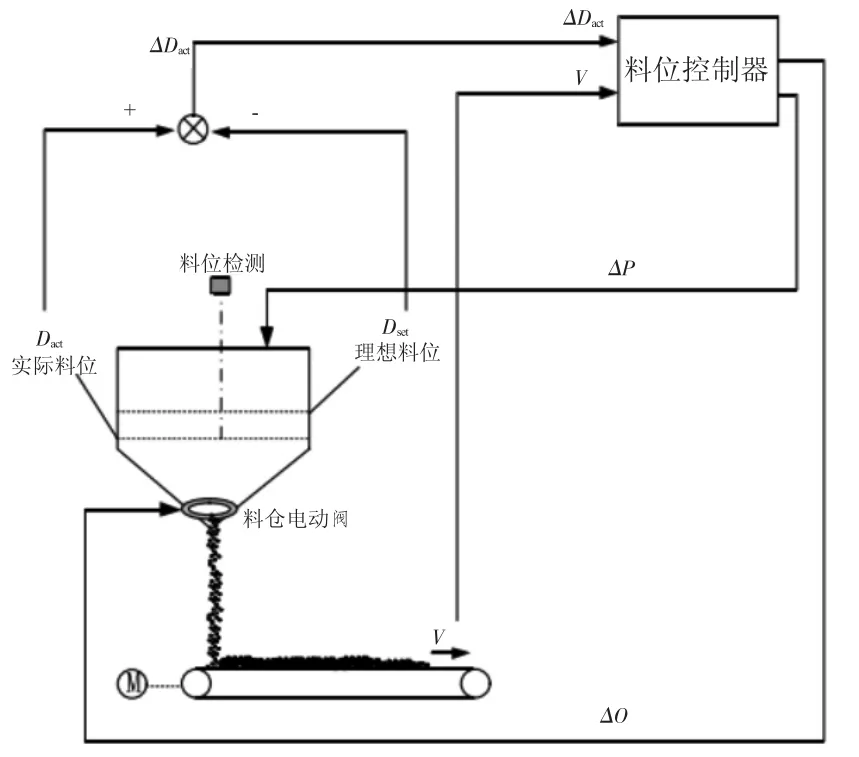
图3 水泥粒位控制流程示意图
在工作时,如果系统实际监测到的物料位置信号为Dact,系统设定的料位信号为Dset,则实际的粒位的偏差为△Dact,由于料仓开启后物料从下落到进入辊道之前仍有距离,因此物料在运输时的速度是一个非常重要的控制值。将△Dact和物料的输送速度设置为粒料控制器的控制参数,经过SIMATIC控制系统的运算后把料仓的控制阀门的调节量△O和水泥熟料的入料速度设置为系统的关键控制信号,实现对料仓控制阀门的动态闭环调整,满足△Dact趋近于零的控制要求。由其控制逻辑可知,料仓的控制阀门在调整的时候必须根据物料下落时的传输速度来确定,避免只保证料位而忽视了下落物料溢出的情况,当物料下落速度为零时,即便是在料仓内处于一个高位,那么为了避免下落物料的溢出,也必须保持料仓处于关闭的状态[3]。
4 出料阀给定与称重仓料位的控制
水泥的粉磨过程是一个非常复杂的基于多变量的耦合生产流程,各流程工序之间需要控制的变量多,传统的仅靠工作人员根据工作经验调节极易导致生产过程的波动,影响产品品质,特别是在粉磨生产过程中出料阀的给定和称料仓位的联合控制方面[4],直接关系到水泥粉磨生产的稳定进行。
称重仓料位智能化控制的意义在于确保粉磨生产过程中整个工艺流程物料供应系统的有机平衡,实现球磨机和选粉机之间物料的连续动态供应,实现水泥熟料连续、稳定的分选,确保水泥分选后的粒度满足生产要求,因此在现有控制流程基础上对料仓出口控制阀门的设定总量给定和料仓料位的关系进行了研究,实现了对整个出料阀给定与称重仓料位的动态平衡控制,其整体控制流程如图4所示。
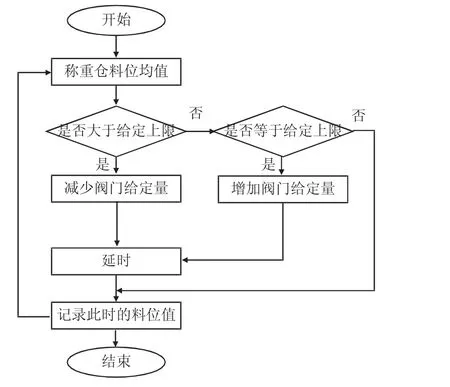
图4 出料阀给定和称重仓料位动态控制流程
在实际的生产中,因位于料仓内的水泥熟料由多种直径的块状物组成,在根据系统反馈信号对料仓的控制阀门进行调节后,其入料的速度将会根据阀门调节的大小进行一个短时间的流速缓存,在流速稳定后才会进入到一个实际的供料平衡状态,因此为了确保供料系统调节的准确性,需要在调节控制阀门的时候,根据开口的大小对其设定一个延时保护时间。由图4可知,当料仓的物料料位位于系统设定的料位上限时,需要控制机构控制降低阀门开启的大小,并根据设定的延时保护时间在保护时间内对其流量进行观察确认,当系统检测到的物料料位的均值小于系统设定的料位下限时,同样由控制系统控制调节阀门的给定量,并进行相应的延时观察,实现物料给定的连续和平稳性。
5 结论
水泥厂的粉磨机是将小的水泥物料颗粒研磨成粉的设备,其工作的稳定性和可靠性直接关系到水泥的生产效率和产品质量,针对水泥厂现有的粉磨控制系统在实际应用中存在的自动化程度低、效率低下,产品质量严重依赖于工人操作的难题,提出的基于SIMATIC的水泥厂粉磨控制系统的优化方案,对水泥生产过程中的各工艺参数及系统进行协调控制,极大提升了水泥厂粉磨过程的自动化程度和产品质量的稳定性,使企业达到降本增效的目的。