基于S7—400PLC的镀锌生产线控制系统研究
2018-10-19赵闯

摘要:由锌的标准电极电位负于铁,在潮湿环境中可以起到保护钢基的作用,因此镀锌工艺在防腐蚀领域中得到了广泛的应用。热镀锌工艺由于成本低、质量高、工艺简单等优点成为了目前的主流镀锌技术。然而热镀锌工艺对温度和生产工艺速度的控制要求较高,只有采用先进的控制技术才能满足新工艺的控制要求。本文设计了一套以西门子S7-400 PLC为核心的热镀锌生产线控制系统,在提高生产效率、提升产品质量方面发挥了重要作用。
关键词:S7-400PLC;热镀锌;生产线控制
在工业生产领域中,觉的镀锌工艺包括热浸镀锌、电镀锌、机械镀锌和热镀锌几大类,其中热镀锌是当前最为成熟的工艺,在钢铁的减蚀延寿、节能节材中发挥了巨大的作用。但是热镀锌工艺对温度和生产工艺速度的控制要求较高,必须采用先进的控制技术才能满足要求。本文就镀锌生产线控制的相关问题进行了深入探讨。
1.镀锌技术概述
对于传统的冷轧镀锌厂而言,只需要在原有生产线的基础上进行简单改造,即可实现热镀锌工艺。一般仅需增设一台中频无芯感应炉用于制备中间合金,并在炉顶安装一套搅拌设备,将合金与锌锭按一定比例混合搅拌均匀进行浇铸即可[1]。显然,与其它镀锌工艺相比,热镀锌具有成本低、韧性强、全覆盖、工艺简单、检验方便、防锈防腐质量好等优点,因而在冷轧镀锌厂中得到了极为广泛的应用。然而,尽管在生产线改造上投入的成本不高,但热镀锌工艺对温度和生产工艺速度的控制要求较高,传统的控制设备必须进行更新升级才能满足新工艺要求[2]。本文设计了一套以西门子S7-400 PLC为主控核心的热镀锌生产线控制系统,在提高生产效率、提升产品质量方面发挥了重要作用。
2热镀锌生产工艺分析
热镀锌是汽车板和家电板生产的重要环节,高质量的热镀锌可以使汽车板和家电板的表面更加光泽、防止生锈和腐蚀,进一步延长使用寿命。不同产品的热镀锌工艺稍有不同,但其基本原理是类似的[3]。为了分析热镀锌生产工艺的关键控制点,本文以汽车板和家电板热镀锌工艺为例进行说明。
常规的汽车板和家电板热镀锌工艺主要涉及的工序和设备包括:机组上料焊接、酸碱清洗、退火处理、热镀锌、光整处理,钝化防锈处理、机组下卷等等。可见汽车板和家电板的热镀锌与其它产品的镀锌工艺一样具有复杂性,因此具有典型性。在生产线的运行过程中,整个工艺过程必须严格控制,把控好关键工艺环节,具体包括以下几点:
(1)机组上料焊接。机组上料焊接是将汽车板和家电板送入镀锌生产线的过程,它通过是由开卷机传动带将带钢送到焊机等待位,将前后两卷带钢焊接完成的,与生产线末端的卷取机共同协调工作。
(2)酸清洗。清洗是为了把汽车板和家电板表面脏污和杂质去除,使镀锌更加均匀平滑牢固。作为一道重要的工艺环节,酸清洗的工作应由PLC与现场的变频电机进行全程控制。
(3)碱液清洗。该工艺是通过对电阻丝通电加热来实现碱液的升温的,由于涉及到精密的温度控制,因此也由控制系统进行统一控制,并具有报警功能。
(4)退火。退火本质上也是一个温控过程,它通过需要采用可控硅等精密温控器件的参与,在规定的温度条件下再由氢氧混合气将汽车板和家电板表面的氧化层除去。
(5)热镀锌。热镀锌是整个工艺的核心环节,它需要采用锌层控制设备、加热镀锌设备和下锌锭设备等的参与方能完成,是PLC控制系统的关键控制点。
(6)机组下卷。机组下卷是生产线的最后一个工序,它与生产线的开卷工序共同控制着汽车板和家电板的前进速度。
3热镀锌生产线控制系统设计
3.1 总体方案设计
本文设计的热镀锌生产线控制系统以西门子S7-400系列PLC为主控核心,配合一套HMI生产操作画面以及一套WinCC监控服务器机。操作者通过现场的HMI操作画面向PLC发送控制指令或查看控制参数,从而实现对热镀锌生产线的控制。控制对象包括生产线上的酸碱清洗段、退火炉、热水清洗机、热镀锌锅、助镀设备、光整机等,这些设备的启动、运行和停止均由PLC进行统一控制,开卷、卷取工序的开卷、卷取机由于需要进行精密转速控制,因此还需要另外引入变频器实现变频调速。WinCC服务器则可以完成各种生产操作及管理工作,例如报表的生动生成、数据统计与查询等等。
3.2温度控制系统
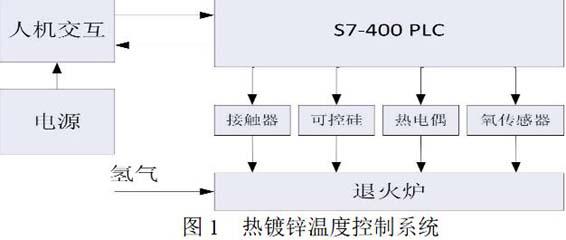
在热镀锌生产线中,大量设备都是基于温度控制原理而工作的,因此温度控制成为整个生产工艺的首要控制任务。PLC需要统一完成对退火炉、镀锌锌锅和镀锌铝合金炉等设备的精密温度检测与调节,保证镀锌产品符合相关标准要求。热镀锌生产线温度控制系统如图1所示。
退火炉的加热是通过现场煤气加热器的加热来实现的,由于加热器以均匀的状态分布,因此整个炉膛温度也呈相对均匀的分布。PLC控制温度传感器以一定的频率对炉膛温度进行检测,当发现温度低于参考设定值时,立即接通接触器回路给煤气开关阀门通电,使炉膛温度逐渐升高。考虑到退火工艺对温度的控制精度极高,仅通过接触器对温度进行控制是远远不能满足要求的,因此本文还采用了可控硅器件实现精密温度调节。PLC仅需向可控硅器件施加4-20mA的电流信号即可实现对温度的精细控制。由于氧气的比例也对退火工艺有较大影响,因此还通过氧气传感器件对炉膛内的氧含量进行动态检测。退火炉与镀锌锅的温度控制与此原理相似。
3.3 卷取控制系统
卷取工艺是通过卷取机组的旋转来完成的,它位于整条镀锌生产线的末端。为了对机组的运行速度进行控制,本文采用目前使用最广泛的变频调整技术,在PLC的控制下,由西门子6SE系列变频器完成对卷取机组的转速控制。热镀锌生产线卷取控制系统如图2所示。
卷取机可以把自身的转动变换为汽车板和家电板的卷取运动,并且两种运行形式的速度之间有着特定的换算关系。因此可以采用接近开关对卷取机的转动速度进行测量,转换为电信号后传给PLC,进而换算出汽车板和家电板的实时进给速度,并对其进行计米。PLC可以根据预定的参数对电机转速进行调节,保证整条生产线的运转速度始终保持在最佳状态。为了使产品长度可以得到精确控制,可利用接卷小车对产品进行临时储存,通过电磁阀来控制卷取机进行周期性工作。
3.4人机交互系统
在本系统中,生产线的操作人员可以通过HMI操作画面与PLC进行交互,实时查看退火炉、镀锌锌锅的温度,还可以根据工艺需要对各项控制参数进行修改。PLC的控制状态和检测到的信号参数将在HMI操作画面上实时显示出来,并在后台与预设的参考值进行对比,一旦超出阈值,将发生报警信号,提醒操作人员及时处理。如果监测到严重的事故,PLC将自动停止整条生产线的运行,并持续发出声光报警,避免造成设备的损坏和人员的伤亡。人机交互功能的实现为操作者与PLC控制系统的搭起了沟通的桥梁,是现场管理的重要工具。
3.5数据处理系统
热镀锌生产线中涉及到大量的数量,包括硬件控制参数、报警阈值、传感器计数、生产管理信息等等。这些数据必须在高效的组织下才能发挥其作用,为实时监控和后期的生产优化提供服务。本系统中的实时数据和控制信号由PLC进行统一处理,并将所有参数上传到WinCC服务器,并最终科存储在PDA数据库中,由WinCC服务器实现存储、读取、查询、修改、删除、统计分析、报表生成等功能。
4結束语
本系统在本钢浦项冷轧公司进行了为期三个月的试运行,期间系统运行稳定、各设备动作准备到位、温度控制精度符合行业标准、未出现漏镀现象。系统的应用使生产线的安全性、稳定性和经济性大大提高。随着我国经济社会的快速发展,各种材料镀锌的需求将越来越多,热镀锌作为当前最流行的镀锌工艺,结合PLC控制技术进行综合应用,可以发挥出巨大的作用,有着广阔的应用前景。
参考文献:
[1]黄跃娟,周爽,肖葳.PLC在镀锌生产线控制系统中的应用[J]. 城市建设理论研究(电子版),2017(16).
[2]张立超.基于PLC的热镀锌生产线及变频器控制系统探讨[J]. 中国标准化,2018(8).
[3]陈德升.PLC技术在热镀锌生产线控制中的应用[J].工程技术:文摘版:00318-00318.
作者简介:
赵闯,男,出生1990年4月7日,汉族,籍贯:山东省诸城,工作单位:本钢浦项冷轧薄板有限责任公司,职称:助理工程师,主要从事工作:热镀锌生产线点检员
