盾构机新型尾盾注浆块改进浅析
2018-10-17郝小冬
郝小冬 黄 建
(济南重工股份有限公司,济南 250109)
盾构机尾盾注浆块是一种盾构机上注浆用管路[1],由于盾构机尾盾注浆块分为两半单独加工,左右对称制作,加工完成后拼焊,二次加工后再焊接盖板(如图1、图2所示),制作过程焊接量大、工艺繁琐,导致加工周期长,成本高,效率低。

图1 盾构机尾盾注浆块结构图
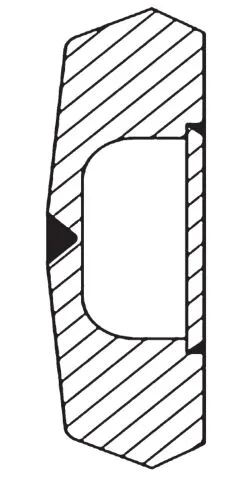
图2 盾构机尾盾注浆块结构图
目前尾盾注浆块的基本结构是长×宽×厚为3850mm×165mm×55mm的长方柱体,中间有输送浆液的注浆孔,孔的总长度为3304mm,制作工艺为分两半单独下料,下料尺寸为3860mm×88mm×60mm,毛坯直线度在2mm以内,通过机加工对称加工两半毛坯中心的注浆孔长槽及坡口,长度为3304mm;将加工好的毛坯按图纸要求组对焊接后再加工观察窗;最后加焊盖板、注浆转换块,焊接完成后即为尾盾注浆块成品。
针对现有技术存在的不足之处,同时在不影响同步注浆的基础上,对结构进行改进,研制了一种新型注浆块。
1 新型注浆块结构[2-3]
与现有的注浆块结构相比,新型注浆块主体为长方柱体结构(如图3、图4、图5所示),长×宽×厚为3850mm×165mm×55mm,毛坯整体下料,下料尺寸为3860mm×168mm×60mm,同时,割出焊接注浆转换块的方孔,尺寸为181mm×82mm,四周留出加工量,毛坯直线度在2mm以内,由机加工整体加工注浆孔槽,尺寸为201mm×92mm,孔槽的总长度为3304mm,然后加焊盖板,再加工观察窗,焊接注浆转换块,焊接完成后即为尾盾注浆块成品。
注浆块主体上设有注浆孔,注浆孔前段与后段的底壁位于同一平面,注浆孔前段端部为封堵段,靠近封端段设有方孔。
前盖板与注浆块主体的前段焊接,并在方孔处留空形成通孔;后盖板与注浆块主体的后段焊接。
前盖板比后盖板的厚度大10mm,焊接后注浆孔内腔前后一致,前盖板比后盖板的上平面分别与注浆块主体的上平面平齐。
前盖板上设有2个观察窗。
注浆块主体由钢板开槽加工制成。
前盖板和后盖板均由钢板制成。

图3 新型注浆块结构图

图4 新型注浆块结构图

图5 新型注浆块结构图
从结构对比可以看出,新型注浆块的结构更加简便,加工制作工艺上会更有优势。
2 注浆块加工比较[4-5]
2.1 原有注浆块加工步骤
(1)下料:首先按照尺寸长×宽×厚为3860mm×168mm×60mm对注浆块主体整体下料,长度留10mm加工量,保证注浆块与尾盾焊接后,尾盾总高有加工量;宽度留3mm和厚度留5mm刀检量,确保注浆块加工后达图纸要求。前盖板下料尺寸2444mm×82mm×15mm,后盖板下料尺寸 860mm×82mm×5mm。
(2)加工:在注浆块主体上加工出后段长850mm,高10mm的台阶。
(3)开槽:在注浆块主体上刀检方孔并加工注浆孔槽,注浆孔槽前段与后段的底壁在同一平面上。
(4)焊接:前盖板焊接在注浆块主体的前段,并在方孔处留空形成通孔;后盖板焊接在注浆块主体的后段。
(5)机加工:在注浆块主体上加工出两侧坡口、背面斜面以及观察窗。
(6)焊接:在方孔位置焊接注浆转换块。
2.2 新型注浆块加工流程
制作工艺为分两半单独下料,分别进行机加工;将加工好的毛坯按图纸要求组对焊接后再加工观察窗;最后加焊盖板、注浆转换块,焊接完成后即为尾盾注浆块成品。
(1)下料:按照图纸尺寸宽度方向分两半单独下料,下料尺寸为3860mm×88mm×60mm,毛坯直线度在2mm以内,转机加工,后盖板下料尺寸860×82×5mm。
(2)加工:对称加工两半毛坯中心的注浆孔长槽及坡口,长度为3304mm,坡口留2mm钝边,方便组点定位;方孔粗加工,单边留15mm余量。
(3)焊接:将加工好的毛坯按照图1组点焊接,要求为水密焊缝。
(4)加工:按照图纸要求在注浆块主体上加工出后段台阶、两侧坡口、背面斜面以及观察窗。
(5)焊接:后盖板焊接在注浆块主体的后段,注浆转换块焊接在方孔位置。
通过比较,新型注浆块具有以下优点:可以减少一道对接焊缝的焊接量,焊缝长度3860mm;新型注浆块下料整体尺寸减小,宽度方向余量减小7mm,省去两块毛坯上活刀检以及加工坡口;可直接留余量割出焊接注浆转换块的方孔,减少方孔加工量。
新型注浆块配用的观察窗及观察窗盖板螺栓孔中心距需加大,避免在焊缝上钻孔。
新型注浆块的加工流程、时间和方法上,能够有效减少焊接量,缩短加工制作周期,降低成本,节约资源。
3 结语
新型注浆块从结构和加工流程上来说,相比目前的注浆块,优点可见:结构简单,节省材料,加工流程简洁,减少加工量,时间和方法上,能够有效减少焊接量,缩短加工制作周期,提高了原材料的利用率。
