工程软基处理塑料排水板滤膜生产工艺的最优化
2018-10-09
(上海勘测设计研究院有限公司,上海 200434)
工程建设中经常遇到各种形式的软土地基,由于软土地基含水量大、压缩性高、强度低、透水性差,如果施工中处理不当,将直接造成路基失稳或过量沉陷,从而导致重大工程事故。塑料排水板作为软土地基加固的一种经济有效方法,已被广泛应用。
塑料排水板是指用聚乙烯、聚丙烯、聚氯乙烯和丙纶、涤纶等高分子聚合物为主要原料制成的一种排水材料[1],它由具有纵向排水通道的塑料板芯和外覆透水滤膜两部分组成。板芯一般采用聚乙烯、聚丙烯等塑料制成,滤膜一般采用聚酯纺黏热轧非织造布。本文研究了纺黏热轧非织造布的主要生产工艺参数对其性能的影响,并根据性能测试结果,对滤膜的生产工艺进行优化,得出最佳生产工艺。
1 试验方案
聚酯纺黏热轧非织造布的生产过程中,涉及到的并且可以调控的工艺参数很多,本文选取了牵伸气流速度、轧点面积比例和出螺杆口温度,通过试验来寻求这些参数对滤膜干态纵向抗拉、湿态横向抗拉、孔径、渗透系数和塑料排水板纵向通水量性能的影响。
1.1 滤膜的生产工艺设计
对于纺黏热轧非织造布,比较重要的工艺参数有:牵伸气流速度,一般为3000~7000m/min;轧点面积比例,一般为10%~20%;出螺杆口温度,一般为270~290℃。本次试验选取7种不同生产工艺参数,面密度都为100g/m2的涤纶纺黏热轧非织造布,并配备相同的板芯组成A型排水板(见表1)。

表1 滤膜的生产工艺
1.2 滤膜的性能测试
塑料排水板滤膜的主要性能指标有干态纵向抗拉强度、湿态横向抗拉强度、孔径和渗透系数,使用不同滤膜还会对塑料排水板的纵向通水量造成一定影响,因此需测试纵向通水量。
1.2.1 强度测试
强度测试使用微机控制电子万能试验机(CMT6104型,深圳新三思材料检测有限公司),每组滤膜的纵向干态、横向湿态试件数量各6 个。试件宽度应为50mm,有效长度应为l00mm,拉伸速率为50mm/min。滤膜湿态抗拉强度的试件应在水中浸泡24h。
1.2.2 孔径测试
孔径测试使用Galwick溶剂将样品完全浸润,置入美国Quantachrome仪器公司的Porometer 3G型孔径仪进行测试。
1.2.3 渗透系数测试
渗透系数测试使用垂直渗透仪在恒水头下,用量筒接取一定时段内的渗透水量,并测量水量与时间,测量时间不少于30s,测量水量不少于1000mL,由此计算出渗透系数。
1.2.4 塑料排水板纵向通水量测试
纵向通水量测试使用排水板水平通水量测试仪对试样在350kPa侧压力、0.5水力梯度下进行渗流,直到稳定,测读计算纵向通水量。
2 试验结果与分析
通过对A~G七个样品的工艺和性能综合考虑,采用工程最优化设计中模糊决策方法探讨最优工艺。由于纺黏热轧法工艺参数和材料性能指标较多,本文用模糊决策方法中的Borda数法进行分析。7个样品的性能测试结果见表2。

表2 滤膜各性能指标
2.1 Borda数法原理简介
该数理统计方法[2]是让n个成员的团体X分别将论域U={u1,u2,…,um}中的m个元素排成从优到劣的线性序或偏序 (即意见),由获得的n种意见L1,L2,…,Ln,计算U中每个元素的Borda数。
式中X∈U,Bi(X)——在序Li中后于X的元素个数。
U中的元素按Borda数大小就可得到一个新的排序,即为决策结果。Borda数越大,该元素综合效果越优。
为使决策结果更加切合实际,采用加权计算:
式中ωi(X)——意见Li的权系数,即意见Li所代表指标的权系数。
2.2 应用Borda数法探讨最优工艺
7个样品的工艺参数配置见表1中A~G,因而Borda数法中团体X为塑料排水板滤膜的各项性能,团体中的成员数为n=5,论域U中的元素数为m=7,见表2。
采用Borda数法,论域
U={UA,UB,UC,UD,UE,UF,UG}
={A,B,C,D,E,F,G}
团体X=﹛干态纵向抗拉,湿态横向抗拉,孔径,渗透系数,塑料排水板纵向通水量﹜
下面确定各指标的优劣。根据塑料排水板的主要用途,按各指标的优劣对{UA,UB,UC,UD,UE,UF,UG}排序(见表3),得5种意见,由此求得Borda数(见表4)。
表4中的权系数ωj是根据塑料排水板的性能要求和已往的经验对各指标的权重分配数据,加以平均而确定的,不同的试验方案ωj的值不同。根据Borda数的大小重新排序,结果为UE、UC、UG、UB、UA、UF、UD,即滤膜的工艺从优到劣的次序(见表5)。

表3 各性能指标从优到劣排序
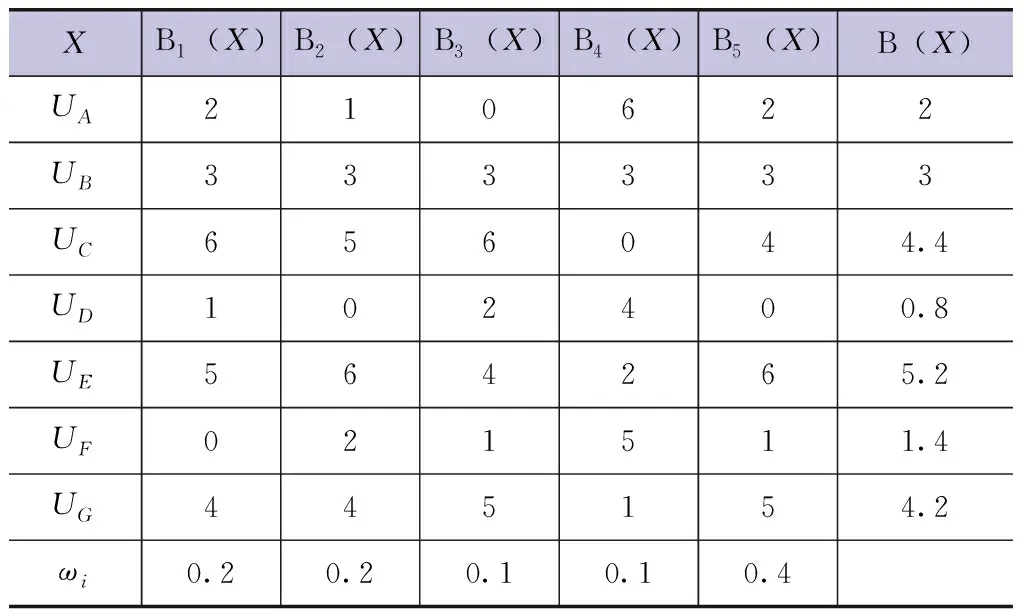
表4 7个样品的Borda数

表5 工艺参数从优到劣的排序
2.3 生产工艺对滤膜性能影响分析
纺丝过程中牵伸气流速度越小,纤维结晶度越小,纺出的纤维越粗,导致滤膜的孔径和渗透系数变大,另外牵伸气流速度越小,分子链取向度越低,纺出的纤维强力越低,使得滤膜的整体强度降低。
轧点是采用一对加热钢辊对原本蓬松的纤网进行热轧,该部分纤网被熔融黏合,黏合区域比未黏合区域强度高,更硬挺,因此随着轧点面积比例的增加,滤膜整体力学性能得到提高。同时,黏合区近似薄膜,没有孔隙,因此随着轧点面积比例的增加,孔径和渗透系数减小。
纺丝过程中出螺杆口的温度低,容易产生料滴滴落,这样纺出来的丝不均匀,强力低,所制得的滤膜强度低。同时所得的纤维粗,滤膜的孔径和渗透系数大。
滤膜对排水板纵向通水量的影响主要是滤膜的延伸率,延伸率大,滤膜在侧压力的作用下就容易内嵌到塑料排水板板芯的通道中,导致通道变小,通水量变小。在三个参数中,对滤膜延伸率影响最大的是轧点面积比例,比例越高,所得的滤膜越硬,延伸率越小,塑料排水板的纵向通水量越大。
3 结 论
本文通过研究滤膜生产过程中主要的三个工艺参数,即牵伸气流速度、轧点面积比例和出螺杆口温度对滤膜整体性能的影响,采用工程最优化设计中模糊决策方法中的Borda数法进行分析,最终确定其最优生产工艺,即牵伸气流速度为5000m/min,轧点面积比例为20%,出螺杆口温度为280℃。
