焊接工艺对铺管船甲板导轨热力学性能的影响分析*
2018-10-09刘广辉于雁云
刘广辉 叶 超 于雁云
(1. 海洋石油工程(青岛)有限公司 山东青岛 266500; 2. 大连理工大学船舶工程学院 辽宁大连 116024)
为了完成管子的装卸、堆放及管子从堆场转移到铺管作业线输送滚轮的工序,铺管船甲板上需要设置数根导轨,其长度往往达到铺管船或铺管平台型宽的1/3~1/2,往往采取分段焊接的方法。虽然分段焊接能减小建造的难度,但焊接变形的逐段累加会严重影响导轨完工尺寸的精度,甚至会造成导轨的报废[1-2]。
为了解决以上问题,胡卫国 等[2]提出了几种焊接工艺优化方案,并给出了一些依据,但并未进行基于数值或实验的对比或验证;Teng等[3]为了定量评估焊接残余变形和残余应力,首次使用有限元方法对T型焊接接口进行了分析和研究,但并未加入对不同工艺方案的考虑;杨磊 等[4-5]将焊缝的几何参数作为变量加入了有限元分析中,并计算了焊缝的焊接残余应力;廖强[6]对焊后热处理的工艺方法进行了深入探讨。整体而言,目前大多数学者对于导轨焊接工艺方案的模拟和考虑较少。本文根据3种工程上常用的控制焊接变形和残余应力的方法,提出了4种针对导轨T型材的焊接工艺方案,采用有限元结合生死单元法模拟了焊接过程,并对最大等效应力、温度极差和最大变形进行了对比分析,最终通过不同方案下疲劳寿命的计算得到了实际焊接过程中最优的推荐方案。
1 导轨焊接基本数学模型
焊接残余应力和变形的产生是复杂热弹塑性过程作用后的结果,若利用非线性热弹塑性过程来分析焊接,将随温度改变的材料非线性考虑进去,可使得复杂的动态焊接应力、应变过程的分析计算成为可能。为了得到不同时刻焊缝及钢板的材料属性,须分析焊缝及钢板的温度场随时间变化的规律,并估算焊缝和钢板的热流密度。结合傅立叶热传导微分方程,可将固体的能量守恒方程写成微分方程的形式,即
(1)
式(1)中:ρ为材料的密度;c为材料的比热容;t为时间;T为温度场的温度;k为材料的热传导系数;Q为材料内部热源的热流密度。通过式(1)可以在一定的条件下得到钢板和焊缝整体的温度场分布。
考虑导轨的焊接过程包含某种移动热源的输入,本文取较为常用的高斯热源[7],其在一定范围内移动的热流密度关系式为
(2)
式(2)中:Qmax为热源中心的最大热流密度;r为计算点到热源中心的距离;R为电弧的有效加热半径;q为热源瞬时输入热量;η为焊接热效率;I为焊接电流;U为电弧电压。
对式(1)进行求解,其初始条件为在初始时刻钢板和焊缝温度近似等于室温,边界条件为钢板与焊缝和空气接触的部分构成热对流边界条件,即
Tt=0=T空气
(3)
-T材料表面)
(4)
式(4)中:H为空气流动对材料表面造成的热对流的强度系数,和空气流速相关。
将式(2)~(4)代入式(1)求出焊接及冷却过程中的温度场分布后,可进一步考虑焊接区组织转变对应力σ、应变ε带来的影响,将材料的应力、应变关系表示为
{dσ}=[D]{dε}-{C}dT
(5)
式(5)中:D为弹性或塑弹性模量矩阵;C为与温度有关的向量。本文通过有限元方法将焊接热应力场看作材料非线性瞬态问题并加以求解。
为了有效模拟焊接过程中热源的移动,应用ANSYS软件的生死单元法求解导轨的焊接过程。在ANSYS程序中,生死单元通过将其刚度及热传导系数矩阵乘以一个极小的数,使其不具备传递载荷向量的能力。通过这种办法,可以在焊接热源移动到指定单元附近时将该单元激活并参与后续的传热和力学计算。
2 导轨焊接工艺方案数值模拟
2.1 焊接材料基本型式
对于铺管船上用于滚装管子的导轨,其基本型式为工字钢,如图1a所示,一根导轨具有4道焊缝。B1和B2分别为工字钢下面板和上面板的宽度,t1和t2分别为工字钢下面板和上面板的厚度,h和t3分别为腹板的高度和厚度。在施工过程中,首先须对本文T型材形式的钢材进行焊接(图1b),具有2道焊缝。考虑到后续2道焊缝的焊接工艺是参照前2道焊缝的重复过程,假设B2=B1,t2=t1,且焊接后续焊缝时钢材温度回到初始的环境温度,故为了节省计算时间,模拟时只考虑图1b形式的T型材焊接。

图1 甲板导轨焊接材料的基本型式
2.2 焊接工况及材料特性
本文算例中焊接的T型材导轨尺寸和焊接基本参数见表1。考虑到焊接是一个热学和力学的双重瞬态时域分析,在仅对比各工艺方式最终影响的前提下,取较短的钢轨长度进行简化计算。焊接使用的材料Q235B的热力学特性见表2,并认为焊缝材料和钢板材料具有相同的特征。

表1 本文算例中T型材导轨的尺寸及焊接参数

表2 本文研究中焊接所用材料的热力学特性
2.3 焊接工艺方案
参考业内焊接研究成果[2],针对T型材的焊接,总结了以下5种焊接工艺方案。
常规方案:按照顺序焊,从T型材的一端焊至另一端,且先焊接图1b中右侧的焊缝,再焊接左侧的焊缝;
方案Ⅰ:按照顺序焊,从T型材的一端焊至另一端,使用双数焊工同时对称焊接图1b中左右两侧的焊缝;
方案Ⅱ:从构件的中部往两端进行焊接,且先焊接图1b中右侧的焊缝,再焊接左侧的焊缝;
方案Ⅲ:焊接前进行适当预热,焊接后进行适当保温,即初始温度改为预热温度100 ℃,冷却时先用保温温度100 ℃冷却3 600 s,再用室温20 ℃冷却3 600 s,其他操作与常规方案相同;
方案Ⅳ:焊接前的预热及焊接后的保温同方案Ⅲ,其他操作同方案Ⅱ。
为了减少计算成本同时不丧失适用性,本文计算过程假设焊道合并,并通过组合多道焊道来减少焊道数,进而简化焊接过程[8]。
2.4 数值模型建立与结果分析
采用ANSYS软件建立T型材导轨的有限元模型,网格划分整体采用实体映射网格(图2),网格在导轨纵向的分布根据焊接速度而定,在ANSYS中设置每秒激活每道焊缝的一排网格。实际模拟过程中,假设室温为20 ℃,在t=0.01 s时将该温度赋予钢板及焊缝,并在t=0.02 s时将焊缝单元杀死。焊接结束后,每道焊缝给予3 600 s的冷却时间。最后将5个焊接工艺方案所得的温度场结果进行力学处理,其约束方式参考文献[9-10],最后逐个计算相应方案焊接件典型时间点的温度场、应力、应变。

图2 T型材导轨的有限元模型
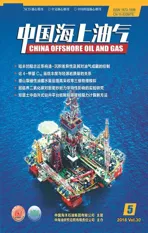
通过对具体焊接工艺方案的力学分析,对比不同方案冷却后钢板的温度极差、最大等效应力和最大变形等3个指标(表3),以此评判各工艺方案的优劣。同时,为了更好地对比各方案对焊接结果的影响程度,各方案指标相对于常规方案指标的变化率也一并列于表3。
表3 各焊接工艺方案冷却后的温度极差、最大等效应力和最大变形结果
从表3可以看出:①在温度极差方面(表征最终温度场的均匀程度),方案Ⅰ是通过2道焊缝同时焊接完成,相比于双道焊缝顺序焊而言,其在焊接过程中焊缝的热通量产生了叠加,故其最终的温度极差比较大,甚至超过了常规方案,而其余方案相对于常规方案都有所减少,其中方案Ⅳ的温度极差最小。②在焊缝最大等效应力方面,方案Ⅱ的最大等效应力值最大,但未超过常规方案,其原因是同时对焊缝施以2个方向的加热,温度场在整个钢板上进行了叠加,从中部开始焊接虽然相比于方案Ⅰ减少了温度极差,也降低了变形量,但是因为仍然存在骤热后温度场的叠加效应,在冷却后可能使得焊缝最终的等效应力值变得更大;由于同时采用了“预热+保温”的措施,缓解了焊接骤热后温度场的叠加效应,方案Ⅳ焊缝的最大等效应力最小;整体上看,4个焊接工艺方案焊缝的最大等效应力差距不大,后续的研究应针对力学和热学的耦合效应进行更多的敏感性分析,以达到更优的最大应力减少效果。③在钢板最大变形方面,方案Ⅰ—Ⅳ相对常规方案都能使变形减小,其中方案Ⅲ、Ⅳ因为初始焊接位置取在钢板中央,对两端的变形叠加量最少,对变形结果的减小效果较好。
3 铺管船导轨疲劳寿命影响分析
金属材料在热加工过程中,由于局部产生了永久变形,又受到相邻部分的牵扯,易形成残留于金属内部的残余应力,会使结构的疲劳寿命下降,导致构件在全生命周期中的有效使用时间减少[11-12]。铺管船在铺管过程中,柔性管或刚性管须从甲板导轨的两边滚至导轨的中间,此过程中每一次滚动都会对导轨造成一定的变形压力,若导轨本身就有较大的残余应力,对导轨的使用寿命将会产生非常不利的影响。
对铺管船甲板导轨进行疲劳校核时,为了简化计算,认为在衡量疲劳极限方面残余应力起到平均应力的作用[13]。按照2018年最新出台的《船体结构疲劳强度指南》[14]进行疲劳寿命评估,简化处理后设计应力S与最大残余应力Sh的关系为
S=fmftSh
(6)
式(6)中:Sh为焊接节点的最大残余应力;fm为平均应力修正系数,取0.98[14];ft为板厚修正系数,板厚小于22 mm时取为1.0[14]。
选取指南[14]中的D型S-N曲线(图3),该曲线取自英国能源部修正的非管节点的基本S-N曲线,对分段曲线的前半段(N<107)进行插值计算[15],对不同方案的应力循环次数进行估计,得到各焊接工艺方案的应力循环结果(表4)。

图3 D型S-N曲线[14]

方案N相对常规方案的变化率/%常规方案2401510方案Ⅰ28371718.14方案Ⅱ26511910.40方案Ⅲ36435351.72方案Ⅳ38550460.53
从表4可以看出,在焊接的过程中通过改变焊接工艺来降低残余应力,对铺管船甲板导轨的使用寿命会产生直接影响。根据式(6)可以看出,最大残余应力对疲劳寿命的上限可以产生直接影响。在冷却充分长时间后,可以认为钢结构中仍然残留的应力就是残余应力,故通过施以不同的焊接方案对焊接时的最大等效应力的影响,可以看作是对疲劳寿命的影响。在表3中,方案Ⅳ对最大等效应力的改善幅度最大,相应地对这一小段T型材的使用寿命也可产生约60.53%的增幅。这对于运营寿命达到10~20 a的海上大型结构物而言,具有较大的实际工程意义。
4 结论与建议
1) 对比不同的焊接工艺方案结果表明,通过在焊接前预热和焊接后保温的办法,可使甲板导轨的温度极差明显下降,但焊接所需时间增加。
2) 通过降低温度极差可以使得焊接后的最大等效应力和最大变形均相应降低,因此结合了非常规焊接顺序和预热、保温措施的方案Ⅳ有较小的最大等效应力和最大变形量,而且在最后的疲劳寿命计算中也取得了较常规方案增幅约60%的应力循环次数。
3) 本文提出的4种针对铺管船甲板导轨T型材焊接工艺优化方案应在一定条件下根据需求配合使用,方可使导轨最后的质量和焊接效率得到充分的保证。由于本文中对于导轨分段数量(分段长度)尚未考虑,建议下一步应针对导轨的分段数量及导轨横截面尺寸展开进一步的研究。