M坝水轮发电机调试期间发现的问题及解决方案
2018-10-08王小龙
王小龙
(中国水利水电第十四工程局有限公司机电安装事业部,云南 昆明650032)
1 M坝水电站机电设备概况
斯里兰卡Moragahakanda首部水库工程(简称M坝)位于科伦坡东北约190 km的Amban Ganga河上(马哈维利河的一条主要支流),地处中部省(Central Province)东北部,靠近中部省与东部省(Eastern Province)的省界。Moragahakanda首部水库工程为EPC总承包项目,项目总投资252 302 221美元。工程主要包括灌溉、给水和发电等多功能建筑物,由粘土心墙堆石坝、1号RCC副坝、发电厂房、输电线路、施工导流结构组成。
M坝主厂房设置有4台立轴混流式水轮发电机组,有2台7.5 MW机组和2台5 MW机组,总装机容量25 MW。
2 机组调试试运行中遇到的问题及解决方案
2.1 问题1:G2机组下导轴承摆度超标且随着时间延长而增大
第1次启动:5月5日11:20,总指挥发令G2机组(首台机组)首次开机,按程序依次退出检修密封、制动器,启动各辅机设备,退出接力器锁定,缓慢开启导叶致机组转速至10%,各部位无异常声响,停机检查各部位无异常;11:30再次开机至50%转速,短暂停留各部位无异常,11:32升速至100%(272.7 r/min)转速,导叶开度28.4%,水头24.8 m,此时发现下导摆度超标且随着时间的延长在逐渐增加,经观察分析后,12:21总指挥下令停机检查。G2机组首次启动过程中振动/摆度监测数据见表1。

表1 G2机组首次启动振动/摆度监测记录表单位:μm
第1次检查:拆开下导轴承油盆盖板,检查发现个别下导轴承瓦支撑螺栓套筒与轴承体点焊部位断裂,套筒出现松动,根据厂家制造图纸,下导轴承瓦支撑螺栓套筒应在厂内与轴承体进行焊接牢固,属于主机厂制造缺陷,怀疑此为下导轴承摆渡超标的原因。
第1次处理:现场对下导瓦支撑螺栓套筒开焊部位重新进行点焊处理,见图2所示,之后重新抱瓦和调整瓦间隙至设计要求后封盖油盆盖板。
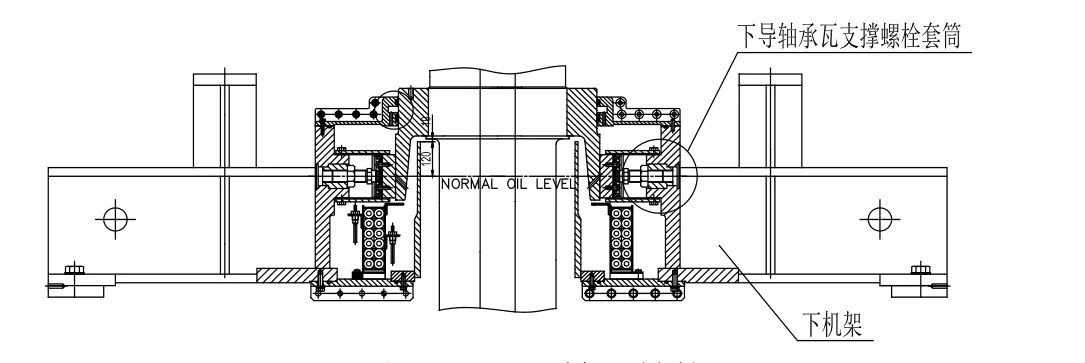
图1 发电机下导轴承结构图
第2次启动:5月6日10:29,总指挥发令开机,退出检修密封、制动器,启动各辅机设备,拔出锁定,10:31机组转速升至100%(272.7 r/min),各部位无异常声响,导叶开度28.4%,水头24.9 m,因下导摆度再次超标且随着时间的延长在逐渐增大,经观察分析后,11:25总指挥下令停机检查。G2机组第2次启动过程中振动/摆度监测数据见表2。

图2 下导轴承瓦支撑螺栓套筒与轴承体点焊开裂后重新点焊
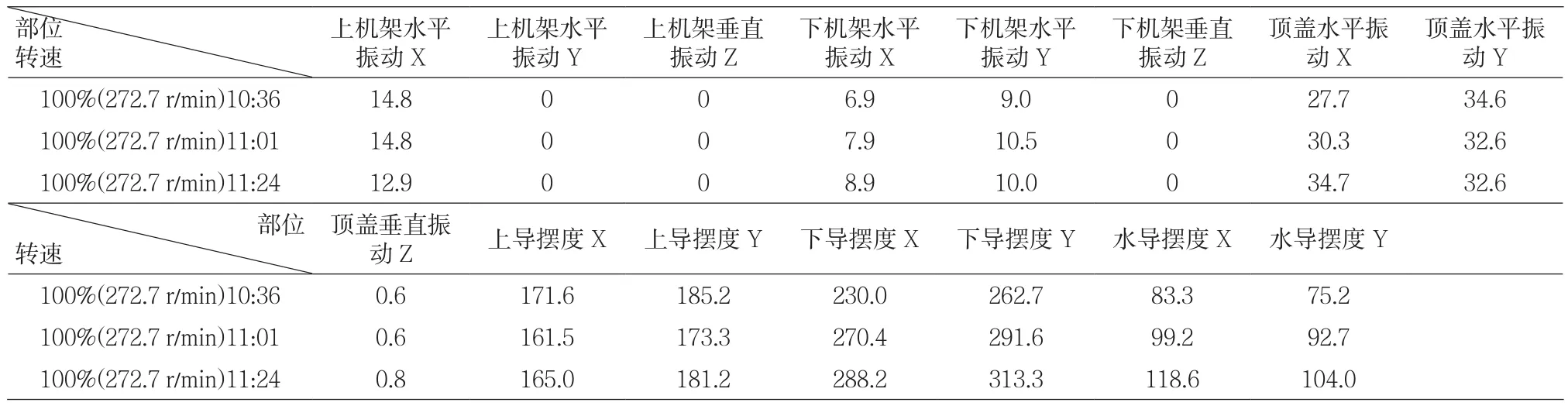
表2 G2机组第2次启动后振动/摆度监测记录表单位:μm
第2次检查:再次拆开下导轴承油盆盖板,检查发现下导轴承瓦支撑螺栓套筒点焊之后个别瓦间隙仍然增大,再次查阅机组原始盘车记录和安装图纸,均没有发现问题,现场安装技术人员一时陷入了困惑。
经过两天时间的检查和分析,安装程序和质量检验数据均没有问题。求助主机制造厂提供下机架和下导轴承体的加工图,从制造环节分析,因为有的制造环节的细节从外观检查是看不到的,例如下导轴承瓦支撑螺栓的套筒底部的焊接质量等,根据加工图,下导轴承瓦支撑螺栓的套筒底部与轴承体应该满焊,该部位受力较大且对摆度能产生影响,因此怀疑下导轴承瓦支撑螺栓套筒底部未按加工图满焊,因为该部位是隐蔽部位,从外观无法直接看到,建议从轴承体外部把套筒封板刨开后检查,如未满焊则进行满焊处理。
用碳弧气刨刨开所有下导轴承瓦支撑螺栓套筒的封板,检查发现果然全部下导轴承瓦支撑螺栓的套筒底部与轴承体都没有进行满焊,只是进行了点焊,此部位受力较大,因此怀疑套筒底部没有进行满焊处理导致该套筒存在柔性缺陷,是导致下导摆度超标且随着时间延长而增大的原因。
第2次处理:对所有的下导轴承瓦支撑螺栓套筒底部圆周方向与轴承体进行满焊处理,最后再把每个套筒的封板进行封焊,见图3所示。
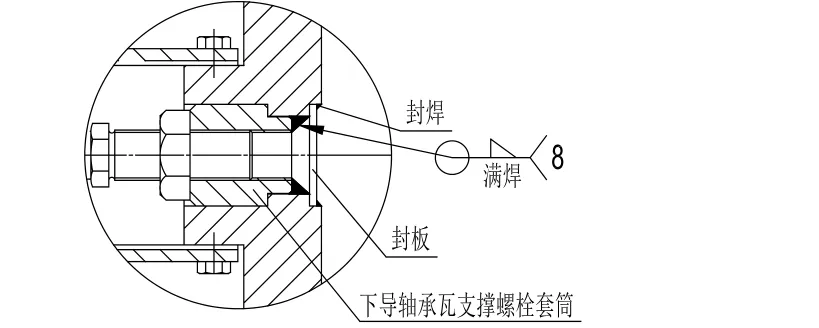
图3 下导轴承瓦支撑螺栓套筒底部满焊处理
第3次启动验证:5月9日10:16,总指挥发令开机,退出检修密封、制动器,启动各辅机设备,拔出锁定,10:21机组转速升至 100%(272.4 r/min),各部位无异常声响,导叶开度26.9%,水头24.9 m。本次开机检查验证下导轴承瓦支撑螺栓套筒的处理效果,发现下导摆度相比之前2次已大大降低,长时间运行后摆度值稳定在178 μm左右,低于报警值225 μm。处理G2机组第3次启动过程中振动/摆 度监测数据见表3。
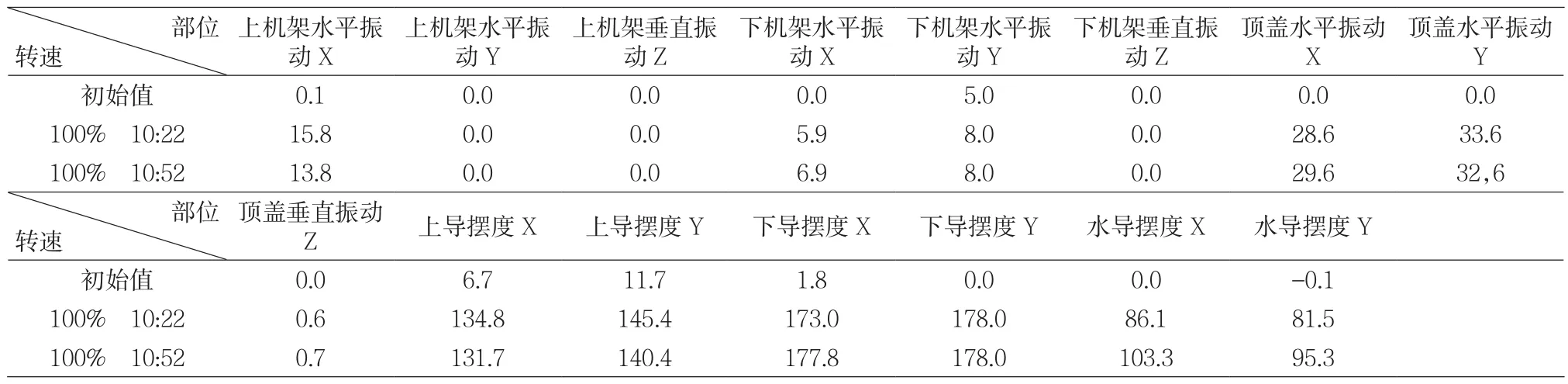
表3 G2机组第3次启动后振动/摆度监测记录表单位:μm
问题1的分析和处理结论:G2机组首次开机发现的摆度超标问题,通过现场安装技术人员2次的检查分析和处理,特别是在第1次处理之后问题没有解决的情况下,现在安装技术人员一时间陷入了困惑,期间花费了2 d时间,通过分析原始盘车数据和安装图纸均没有找到出现该问题的原因,最后求助于主机制造厂提供下机架和下导轴承体的加工图纸,通过对加工图纸的分析,找到了下导摆度出现问题的疑点。第1次是从外观直接发现的问题,第2次是从结构内部发现的问题,问题的根本原因是设备在主机制造厂内制造过程中没有严格按图纸制造而产生的质量缺陷。现场对问题的处理过程符合常理,对下导摆度超标问题的分析正确,处理方法得当,处理效果令人满意。
因G2机组是首台启动的机组,该问题的解决也为其他3台机组提供了现成的经验,在其他3台机组启动前就提前把该问题进行了检查和处理,因此其他3台机组直接避免了该问题,节省了宝贵的调试工期。
2.2 问题2:G2机组在做机械过速试验时的甩油问题
问题的发生:5月9日下午,M坝机组启动试运行小组对G2机组进行了瓦温试验和调速器空载试验,并于17:36开始进行过速试验。因库区水头(24.7 m)低于额定发电水头,导叶开至全开时转速上升至额定转速的146.7%,未能达到150%的机械过速值,过速时上导油盆盖上的呼吸器和测温电阻出线孔出现溢油现象,停机检查发现定子铁心和线棒上沾有少量油渍。
甩油处理:停机后安排人员对转子和定子上面的油渍进行了清理,擦干了转子内部的油渍,用干净的白布清理转子间隙和定子上下线棒上的油渍,短时间内将溢出的全部油渍清理干净。
问题分析:现场安装技术人员和厂家代表共同进行了分析,分析后共同认为厂家设计的上导油盆呼吸器比较矮,测温电阻出线孔未设计任何封盖装置,机组过速时上导油盆中的油扰动较大,油位升高后从呼吸器和测温电阻出线管中溢出。
解决措施:根据上述分析,现场采取加高呼吸器高度和测温电阻出线管加装密封盖的办法,并进行了验证,此方法正确有效,并在其他机组上进行了同样的改造,后续机组在做机械过速试验时未再出现甩油问题。

图3 上导油盆呼吸器加高处理
3 结语
水电站水轮发电机组启动试运行是一项非常重要的工作,试运行过程中会遇到各种各样的问题,有的是施工问题,有的是设备制造问题,还有的是设计问题,无论是什么问题,都需要现场试运行人员在机组试运行中仔细观察,提前发现问题并认真思考、深入分析问题的原因及解决办法,以避免发生事故,对提高水轮发电机组设备的安全运行和使用寿命有重要意义。
