浮动环形磁轭结构转子组装工艺浅谈
2018-10-08郭嘉
郭 嘉
(中国水利水电第十四工程局有限公司机电安装事业部,云南 昆明650032)
1 引言
广东清远抽水蓄能电站厂内安装4台立式单级混流可逆式水泵水轮机—发电电动机机组,单机容量(发电工况)320 MW,总装机容量1 280 MW。水泵水轮机额定出力326.5 MW,额定净水头470 m,额定转速428.6 r/min,飞逸转速≤690 r/min。发电电动机采用三相、竖轴、半伞式、空气可逆式同步发电电动机,额定容量(发电)356 MVA,额定容量(抽水)≥331 MW,额定电压15.75 kV。发电机转子由转子中心体、磁轭、磁极及附属部件等组装而成。磁轭由九段环形钢板组合而成,磁轭由7对周向键固定。共14个磁极,磁极采用鸽尾键固定在磁轭上。转子采用平衡梁套轴起吊。
2 转子组装工艺
2.1 施工准备
(1)设备开箱检查
设备到达现场后,及时通知业主代表、监理代表和厂方代表,各代表到场后,对到货设备外观进行检查,检查包装箱有无破损,裸装件外观是否完好,核对设备包装上的标识是否与到货提供的信息相符合,清点核对数量等。
(2)转子工位基础法兰的清洗
清洗安装间转子工位的基础法兰,磨光机去除法兰面的锈迹、氧化层。基础法兰彻底清洗后,检查表面应无毛刺、高点、凸面等。
(3)转子组装平台准备
中心体较高,需要准备好作业使用的工作平台,工作平台的内径可在转子磁轭和磁极的范围内可变化调整。
2.2 组装程序(见图 1)

图1 组装程序框图
2.3 转子中心体安装
(1)转子安装间基础板埋设、清理
在安装间转子工位埋设转子中心体固定基础。要求基础上平面水平符合要求,混凝土浇筑密实。外圆磁轭支撑基础的位置应周向均匀分布,要求混凝土浇筑密实。混凝土养护期到后,清扫基础上平面,无高点和锈蚀后检查基础上平面的水平。在基础上平面均匀涂抹防锈剂如凡士林。
(2)转子中心体就位调整
转子中心体运入安装间后进行认真的打磨清理,尤其是下部法兰面;测量中心体的主要外形尺寸及配合尺寸并记录,如中心体两法兰间距离、止口高度、外径等。利用桥机将转子中心体竖立。
按正确安装方位把中心体吊放在清扫干净的基础上,将中心体固定在基础上。扭紧固定螺栓后测量、调整中心体的水平、垂直度。垂直度达不到要求可在法兰处加垫片进行调整,垂直度和水平必须在0.02 mm/m内。测量转子中心体挂钩至转子下法兰面的距离并作记录,将挂钩上平面的实际高程引至转子外侧作为磁极挂装的高差控制基准点。
2.4 转子磁轭装配
清远抽水蓄能电站采用浮动环形磁轭,磁轭内径2 600 mm,外径4 363 mm,高3 570 mm。磁轭共分为九段环形钢板组成。此结构相对于扇形叠片结构好处:①该结构整体刚度较好,能够承担更大的磁极离心力,提高转子的稳定性。②磁轭无需热套,静止时磁轭对支架没有径向箍紧力,转子支架受力情况简单。③环形磁轭分段制成,现场只需逐段挂装无需现场叠片,大大减少了工作量。
(1)转子磁轭环清洗及吊装
对转子环形磁轭的内径侧,磁轭之间的结合面,磁轭键槽等进行打扫、检查及养护,转子磁轭上印有对准标记,所以应从对准标记的NO.1开始按顺序搬运组装(最后一段NO.9)。
另外,转子磁轭最下面的3段,由于受到行车吊装高度的限制,过程中需要更换悬挂钢丝绳。清远电站采用长、短绳替换方法吊装磁轭段(见图2)。
1)插入转子磁轭之前在转子支架立筋的挂钩处涂抹二硫化钼。
2)插入最下面一段的转子磁轭,在与转子支架挂钩处接触之前,在T形键两侧轻轻插入临时打入键(长1 000 mm),配合好后吊入转子磁轭,请确认挂钩处无间隙。
(第一段转子磁轭的内径与转子中心体的间隙非常小只有0.10~0.15 mm,所以吊入转子磁轭的水平度要确保到位。)
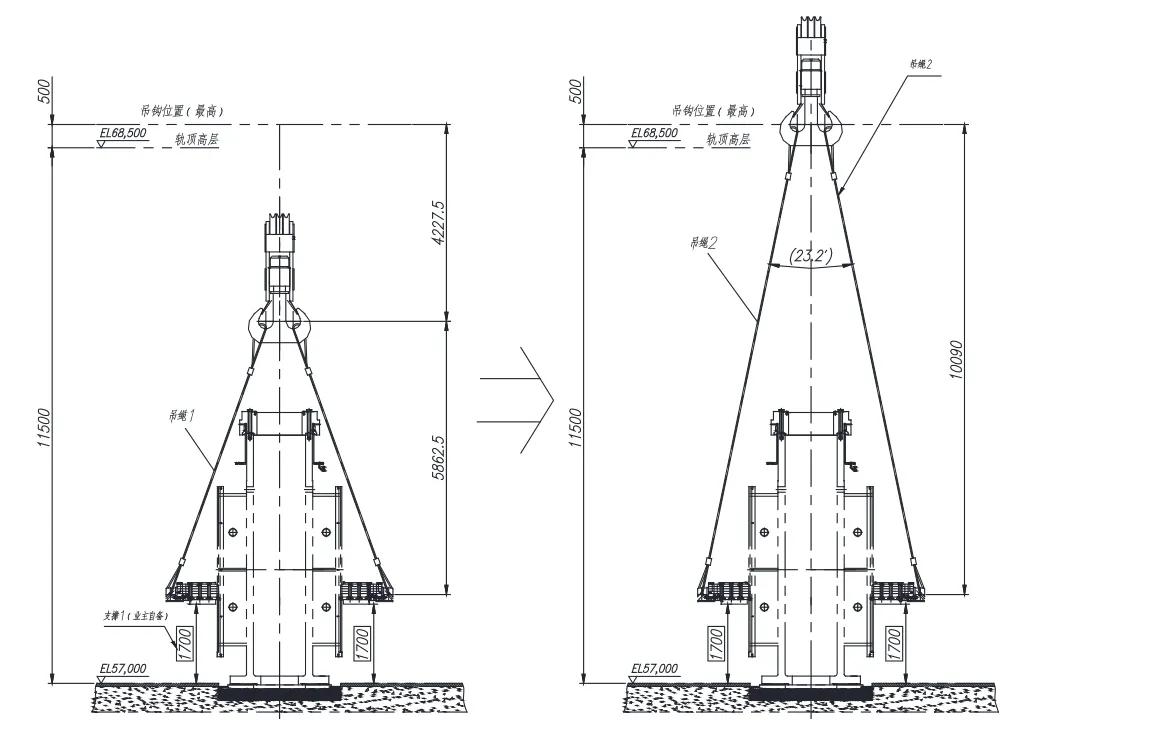
图2
3)从转子转轴处通过千斤顶等顶转子磁轭,调整磁轭与转轴之间的间隙,确定磁轭和转子转轴中心。间隙相对差要调到0.04 mm以内。并且,转子转轴上的千斤顶,在第九段转子磁轭吊入前请勿拆除。
4)最下面一段的转子磁轭中心确定后,在转子磁轭底部布置支撑转子磁轭的支墩。此时要注意避免转子磁轭水平度发生变化以及转子磁轭高出转子支架挂钩的情况出现。
5)最下面一段磁轭调整结束后,依次吊入第二段及之后的转子磁轭,第二段后的转子磁轭在磁极的鸽尾部4处打入2个一组的楔子板,以第一段转子磁轭为基准进行中心定位。
6)第八段转子磁轭插入后,需安装转子磁轭止浮块。另外,用垫片按图纸要求来调整止浮块与转子支架上槽的间隙大小(上侧间隙0.7 mm,下侧间隙 0.3 mm)。
7)第九段转子磁轭插入后,再次确认与转子支架的间隙(相对差0.04 mm以内)。
(2)磁轭键安装
1)打入键的打入,应避免改变转子磁轭与磁轭间的间隙尺寸。
2)在打入键上涂上一层很薄的红丹粉,对准装配记号插入键槽轻轻的打入,然后拔出确认磁轭键的匹配情况。必要时进行精加工,接着再次进行同样操作,确认磁轭键的接触情况(整体的70%以上)。
3)确认打入键的接触情况后,考虑打入余量后再打入键上划线,将多余的长度切断。(切除打入键的两端)
4)边相互比较打入量边打入,使各个磁轭键基本相等。另外,使用7.5 kg左右的锤子,尽量打紧。
5)磁轭键的最终打紧应同1人操作,并确认磁轭键全部都被均匀的打紧。
6)磁轭键充分打紧后,应对突出立筋上表面的部分进行切断并用砂轮机打磨。
7)在立筋的两端安装防止键拔出的磁轭键压板,应使用矩形止动片对安装键压板的螺栓进行可靠止动。
8)转子磁轭装好后,对圆面及内周面的漆膜剥落处进行补漆。
2.5 磁极挂装及附件安装
磁轭相关数据测量完成合格后,清扫整个磁轭和中心体。检查磁轭鸽尾槽平直度和环与环间错牙情况。磁极摆放位置清扫干净并单独隔离,准备好磁极摆放用的木方与吊具。磁极开箱清扫后按常规进行绝缘电阻、交流阻抗、直流电阻的测量和线圈耐压工作,核对磁极编号与重量。将试验合格的磁极按静配重编号对称挂装,注意磁轭的引出线与极性方向。磁极挂装完后的中心高程偏差、同心度、半径及圆度符合规范与设计要求。
磁极挂装完成且调整磁极高程符合设计要求后,将磁极键打入磁极键槽内(磁极键打键方法与磁轭键打键方法相同),安装磁极键压板。复核转子相关尺寸,合格后进行磁极引线、磁极与磁极间连线、阻尼环、磁极线圈支撑块、磁极间挡风板等附件安装。要求每个固定螺栓必须进行力矩检查。严格按照核心部件安装要求进行检查验收。
安装制动环:磁极附件安装完成后,清扫、检查制动环板。用手推叉车和自制工具进行安装,应保证制动环与磁轭在轴向和离心力方向无间隙。
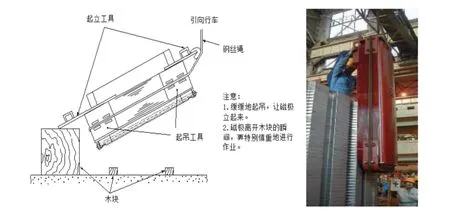
图3
2.6 转子耐压试验
测量转子绕组整体绝缘电阻和交流阻抗后,进行转子整体耐压试验。所有工作全部完成,并联合检查合格后,才能进行试验。待试验完成且合格后,对转子进行全面清扫、检查、喷漆。
3 结语
清远抽水蓄能电站浮动环形磁轭结构转子均已成功完成各项试验,并已投入商业运行,现运行情况良好。由于浮动环形磁轭与扇形叠片磁轭在设计、制造、安装上有很大区别,本文通过对清远浮动环形磁轭结构转子的组装工艺介绍,可以给同类型结构机组提供一定借鉴。
