楔横轧件内部质量提升的工艺研究
2018-10-08王超
■ 王超

扫码了解更多
楔横轧是一种轴类零件成形新工艺、新技术,与传统切削、锻造零件成形工艺比较,具有生产效率高、节约材料、生产成本低等优点,被公认是当今先进制造技术的组成部分。但由于楔横轧工艺的成形特点,轧件心部极容易产生中心疏松和孔洞,引起零件失效。
模具影响情况分析
1. 影响因素
楔横轧是热态坯料在楔形模具的带动下,做连续径向压缩和轴向延伸的一种成形工艺,同时受到径向的压应力和轴向的拉应力作用,当轴向的拉力大于材料心部抗拉强度的时候,就会出现疏松,甚至缩孔和孔洞。国内外多位专家对楔横轧件心部疏松和缩孔的形成机理进行了研究和分析,其根本原因是轧件在变形过程中心部受力过大而造成。
笔者是从事楔横轧零件生产的技术人员,生产中也接触到缩孔缺陷,分布在对称轧制件中心锯断处、单件零件轴身处,现场主要从模具、轧制温度和原材料方面来控制楔横轧件内部质量的合格与稳定。
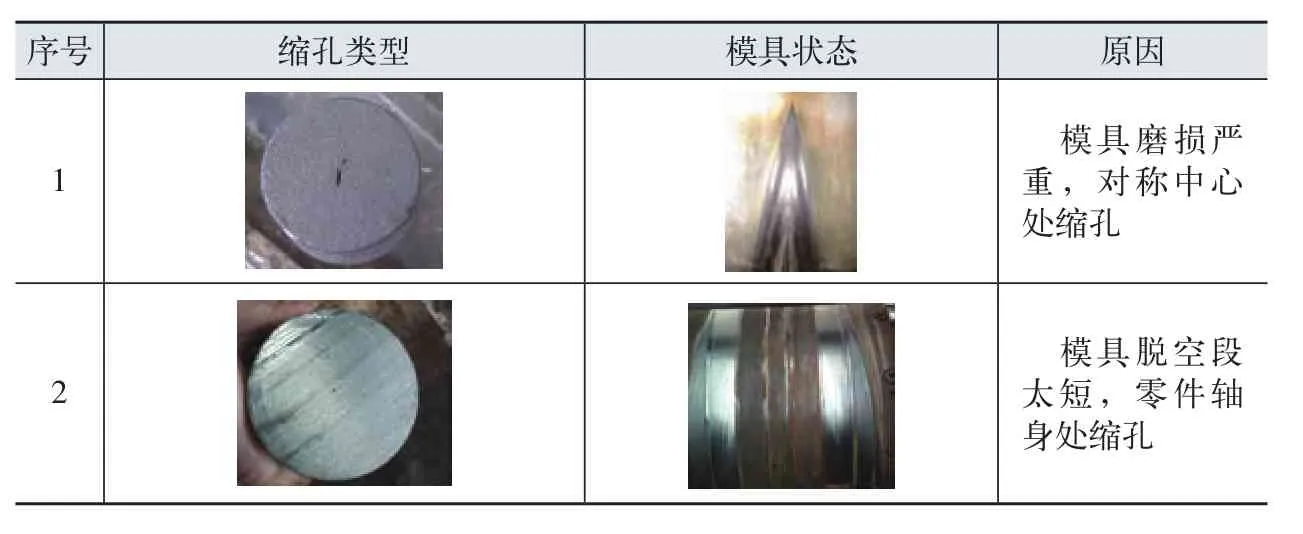
(1)模具的影响 模具楔入段磨损严重,进入模具型腔的金属增多,坯料不能尽早排出,在模具的反复辗压作用下,中心部位受力时间太长,最终被撕裂,然后扩张形成缩孔;模具脱空段太短,成形过程中,坯料与模具接触时间过长,在金属晶粒反复被滑移,拉开和压合,晶格畸变会迅速增加,孕育着微观裂纹的发生和发展,造成轧件心部长时间受力而导致心部撕裂,形成缩孔;模具参数设计不合理,造成楔横轧成形过程中,坯料受力不合理,心部产生较大的拉应力,容易产生疏松和缩孔(见附表)。
解决办法:合理修磨模具楔入段,修出合适的楔顶和R角;在模具使用过程中,楔顶和R角磨损后,及时补焊修复,可以从根本上解决轧件的中心缩孔缺陷。在模具展宽段和精整段之间设计脱空段,坯料在展宽成形后进入脱空段,不再与模具接触,减少了坯料与模具的接触时间,可以极大地降低轴身部位产生缩孔的风险。设计楔横轧模具时,必须根据零件断面收缩率选择合适的成形角、展宽角,以及是否需要二次起楔,这需要大量的实践探索和不断的积累经验。
(2)轧制温度的影响 加热是为了提高钢材的塑性,减少轧制过程中的变形抗力。当加热温度不够时,钢材心表温度差较大,内部塑性差,在外力作用下极容易受到破坏,产生裂纹,进而在成形过程中扩张形成缩孔。当加热温度超过了临界温度Ac3,晶粒就开始长大,晶粒过分长大后,力学性能下降,成形时容易产生裂纹(见图1)。
解决办法:严格控制加热温度,保证符合工艺要求。现场采用无纸记录仪实时监控坯料在加热炉出口的温度,通过脉冲采集每根坯料的实时温度,一旦温度高于500℃,开始触发记录,显示仪中出现一次波峰,设定轧制温度工艺参数,温度不合格时发出报警信号,并通过温度分选系统把料温不合格的坯料排出。该仪器可以连续记录3个月,以备检查,从根本上排除了由于加热造成轧件缩孔的影响。
(3)原材料的影响 原材料本身会存在夹杂物、疏松等内部缺陷。低熔点的夹杂物在加热后熔化,此时,该部位晶粒是不连续的,成为零件成形时低强度的源头,在后续成形过程中,以此处为裂纹源,逐渐拉伸扩展而成缩孔。原材料疏松等级较高时,内部整体致密度差,更增加了轧件心部疏松的风险。
解决办法:要求原材料在低倍检测时,不允许有缩孔、气泡、裂纹、夹渣、翻皮和白点,一般疏松≤2.0,中心疏松≤2.0。出厂前,按照GB/T4162对原材料进行超声波逐根100%全覆盖检测,符合B级标准方可接收。

图1 无纸记录仪
2. 缩孔检测
生产中主要是使用超声波探伤仪来检测轧件内部质量,可以在不破坏轧件完整的前提下对零件内部质量来进行检测,判断是否存在中心疏松和孔洞。检测原理是:超声波以持续时间极短的发射脉冲发射到被测试件的内部,利用被测试件的内部缺陷或者地面反射回来的回波信号来探知反射源的具体位置和大小,从而判断被测试件的完整性,即判断其是否有缺陷存在,并且可以进一步探知缺陷位置和大小。
使用CTS-1002plus型号的超声波探伤仪来进行轧件内部质量检测,在被测轧件表面均匀涂抹耦合剂(全损耗系统用油),用2.5MHz的探头在轧件表面通过扫查的方式来进行检测。
有研究发现,锻件缺陷低倍检验图与检测波形存在对应关系,利用该对应关系,可以预判轧件的缺陷类型。生产中发现缩孔及其对应的缺陷波形,如图2所示,易产生粗晶的钢种,在探测时会出现高的噪声,生成回波,应该仔细研究回波是来自缺陷还是由粗大晶粒散射引起,通常是在缺陷波位置处取样做金相分析,如图3所示。

图2 缩孔及其对应的伤波

图3 晶粒粗大及其对应的伤波
3. 结语
生产中通过维护模具的合理状态、控制加热温度和原材料全探伤的方法,保证楔横轧轧制产品内部质量合格、稳定。
用超声波探伤仪来检测,可以在保证轧件完整的情况下,发现内部缺陷,并帮助判定缺陷类型,是有效的质量控制手段。
