平岗洗煤厂技术改造效益分析
2018-09-26高志英
高志英

摘要:结合平岗洗煤厂浮选工艺系统所存在的问题,分析改造后给企业带来的经济效益。
关键词:存在问题;技术改造;效益分析
平岗矿洗煤厂是一座设计处理能力为1.2Mt1年的炼焦煤矿井型洗煤厂。工艺系统采用全重介和浮选联合流程,尾煤采用浓缩、压滤工艺回收。主要设备基本上为进口设备,洗水实现闭路循环。主导产品为10级冶炼精煤,主要销往鞍钢、本钢等大型钢厂。
该厂投产三年来,累计生产精煤近80万吨,为集团公司实现又好又快发展,做出了积极的贡献。但是,作为主要分选设备之一的进口詹姆森浮选机,由于国内至今未有配套使用的浮选药剂,虽经各方人士多次反复调试,各项指标均未达到设计要求,严重影响了精煤回收率。因此改进、优化工艺系统及设备,进一步提高精煤回收率,实现精煤回收率和效益最大化,成为一个急待解决的新课题。
一、改造前工艺系统运行现状及存在的问题
(一)改造前浮选工艺流程
(二)存在的问题
1.该浮选机在国内推广时间短,无成熟经验和技术。
2.各项指标存在“两高一低”。据统计,药耗平均高达2.6Kg/吨干煤泥。尾矿浓度平均在30g/l,浮选精煤抽出率平均不足40%。
3.增加了后续作业的负荷。由于尾煤量大,使压滤作业停气滞后于洗煤2-3小时,成为影响洗煤厂达产的“瓶颈”。
二、改造措施
针对实际生产中存在的问题,并通过参观学习、调查、论证,决定对煤泥水系统进行技术改造,即把现使用的进口浮选机更换成目前国内应用较普遍的XJM-S16型浮选机。浮选精矿采用快开隔膜压滤机处理。
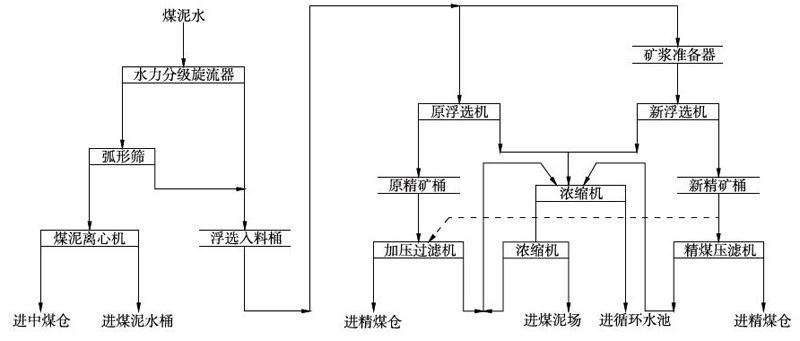
(一)改造后煤泥水工艺流程
(二)改造后工艺主要特点
1.XJM-S16型浮选机采用先进的入料方式一“假底底吸,周边溢流”,该入料方式即克服了直流式入料礦浆易发生短路的现象,又克服了自吸式矿浆量通过量小的特点,且气泡在槽内分布均匀,流态合理,并可实现分室加药的工艺要求。
2.工艺系统具有灵活性。浮选系统改造,老系统依然保留,当新建浮选系统不正常时,可重新恢复老系统,以确保洗煤生产。
3.减轻了后续作业的压力。由于浮选精煤回收率的提高,势必减少了浮选尾煤的产量,解决了尾煤压滤作业制约生产的“瓶颈”,为洗煤厂的增型创造了条件。
4.采用直接浮选工艺。
三、效益预测
(一)基本数据
1.为便于计算和分析,入洗原煤量按100万吨/年计算。
2.精煤售价为847元/吨(龙煤目前收购价格,不含税)。
3.煤泥售价为110元/吨(目前售价)。
4.改造后,精煤回收率将增加3.5个百分点,但煤泥同时将减少3.5个百分点。
5.预计需投入技改资金910万元。其中购买设备需370万元,土建工程需260万元,安装及材料费需280万元。
(二)计算过程
1.年增加销售收入2964.5万元
100万吨x3.5%x847元=2964.5万元
2.年节省浮选药剂70.72万元
技改前药耗2.5kg/t·干煤泥,技改后药耗1.2kg/t·干煤泥
100万吨×17%×(2.5-1.2)×6000元=132.6万元
3.年增加支出170万元
其中,新增负荷740KW,年增加电费115万元:增加员工10人,年增加工资费10万元:年增加维修费45万元。
4.煤泥减少收入385万元
100万吨×3.5%×110元=385万元.
5.年可创效1216.72万元
2964.5+132.6-170-385=2542.1万元
由此可见,改造后仅4.3月的时间即可收回全部技改投资,经济效益是显著的。
四、结语
平岗矿洗煤厂针对浮选系统运行状态存在“浮选精煤回收率低、药耗高、尾矿浓度高”的实际情况,严重影响经济效益这一实际情况,有的放矢的对浮选系统进行了技术改造,此工程在投入较小的情况下可取得良好的经济效益,同时必将为集团公司实施的精煤战略作出一定的贡献。
