数控自动化加工工艺设计
2018-09-25周瑞鑫
周瑞鑫
(安徽电信工程有限责任公司,合肥 230088)
数控加工既是机械制造业的先进技术,也是一种精度高、效率高、柔性高的自动加工方式,该技术能够解决多种精密、复杂以及批量小的零件在加工中存在的问题,有效满足现代化生产需要,而自动化技术、数控技术和自动检测等高新技术作为其核心技术模块,已经为制造业创造了极高的经济效益,并引起了各国的关注。
1 数控加工工艺分析
1.1 数控加工工艺内容选择
数控机床的特征在于效率高、精度高,但并非全部零件加工都能通过数控机床完成。下述类型对其比较适用,第一是有着复杂形状、具备较高的加工精度等;第二是零件成本较高。
1.2 数控加工工艺的主要内容
首先适当选择加工零件,对其加工工序内容进行明确;然后分析加工零件图纸,并且对加工的有关技术与内容加以明确,进而确定加工方案,并制定数控加工工序和路线;再次对数控加工工序进行合理调整,如刀具、环刀点和针刀点等;最后对数控加工中存在的容差进行分配,并对数控机床上部存在的工艺指令进行有效处理。
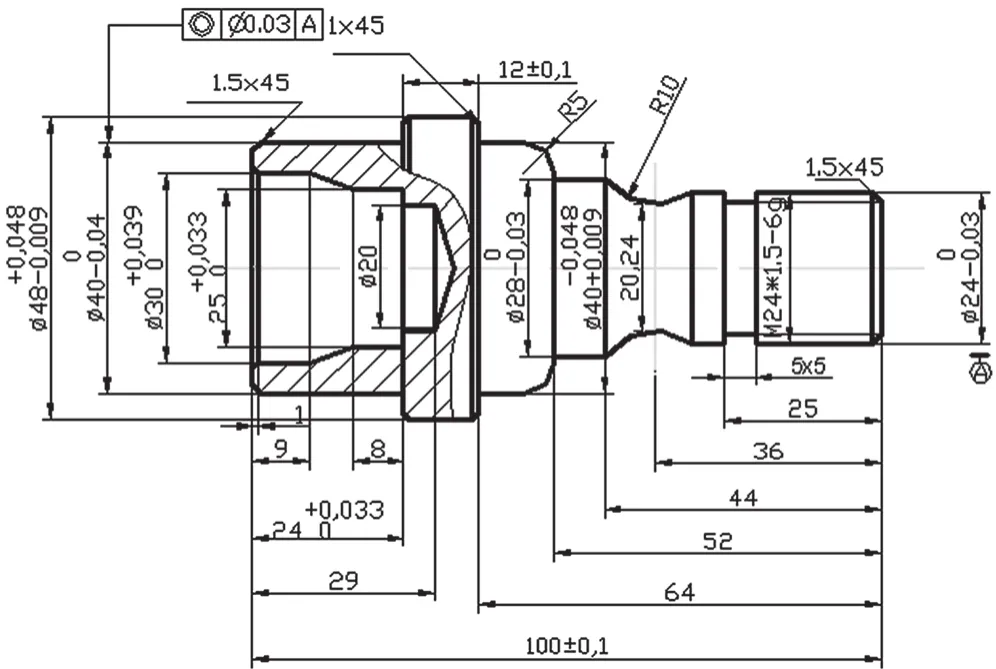
图1 需要加工零件图
2 具体零件的加工
2.1 零件图的工艺分析
如图1所示,零件构成部分主要包括逆圆弧、圆锥面、柱面以及顺圆弧等,其外螺纹较为复杂,且大部分直径尺寸的精度都非常高,表面较粗糙,有着完整的零件图尺寸标注,这与数控加工尺寸标准方面的要求相符。
在选取刀具时,借助φ5mm中心钻对中心孔进行钻削,平端面和粗车则为90°硬质合金又偏刀,且保证副偏角度不可过小,本文便设置Kr´=35°。为能够降低换刀次数以及刀具数量,选择车螺纹和精车时,应用为硬质合金60°外螺纹车刀,其刀尖圆弧半径需要保持比轮廓最小圆角的半径小,选取re=0.15mm。
加工自由曲面的过程中,因为球头刀具端部具备的切削速度值是0,为保障加工精度,我们通常选择顶端距为其切削行距,所以,球头通常在精加工曲面中应用较多。此外,编程工作者则需要对机床使用的刀柄尺寸结构、调整范围以及方法等进行充分了解,以此对轴向尺寸以及刀具径向进行编程。
2.2 确定工件的定位与装夹方法
要保证工件定位和基准同设计基准的一致性,并对过定位进行避免,在箱体工件中,“一面两销”是最好的定位基准,此外,数控机床中要进行找正。因为本文是对实心轴进行加工,其末端要镗30的锥孔,由于轴长短较小,所以选择48的外圆和工件有段面当做定位基准,借助普通三爪卡片对工件进行固定,并将工件右端面中心当做工件坐标原点,(100.1000)为其对刀点。
保证数控车床中定位安装工件原则同普通机床的一致性,工件装夹方法对其加工效率和精度有直接影响,为此,要有效发挥数控机床工作特性,进行装夹时,充分考虑下述因素,第一,需要时才将通用夹具用来进行专门夹具的制造设计;第二,结构设计要满足精度需要;第三,装夹和定位较为方便,清理切削简单;第四,对切削力的抵抗刚度足够。
2.3 确定走刀顺序与走刀的路线
所谓走刀线路就是数控加工期间,相对于被加工零件,刀具的运动方向和轨迹,选取合理的加工路线极为关键,因为其同零件加工精度和表面质量之间的关联极为密切。
安排切削加工顺序为:先粗后细,先对粗加工进行安排,然后是半精加工,接着是精加工同光证加工;先主后次,首先对零件装配几面及其表面进行加工,然后进行次要表面加工,如螺纹、槽等的开展;先面后孔,针对支架、箱体等零件;基面先行,要对精基准表面先进行加工。所以,通常将定位面的粗加工和半精加工进行定位,接着借助精基面定位对其他表明进行加工。
2.4 且销量的选择
本文以所需加工零件特征为依据,选择应用外轮廓90°外圆车道,轮廓粗加工则留存精车余量1mm,开展粗加工的过程中,其主轴转速s要在600r/min的水平上,而进给速度Vf则保持在150mm/min;开展精加工的过程中,其主轴速度s保持在1000r/min水平上,给进速度Vf在50mm/min。
3 零件图加工步骤
3.1 输入零件加工程序
第一,机床开机,并进行开机检查,保证无问题后将机床总电源打开,接着是打开数控系统电源,当显示器模块中有机床初始位置坐标出现后,对面板的按钮指示灯的正常性进行检查,若正常则进行其他操作;第二,开展回零操作,若正常开机,回零操作是需首先开展的,然后是输入加工程序,按下主功能键,并编辑加工程序,处于该状态中,借助手工输入数据的方式向机床中输入数据,以此实现修改和编辑程序;第三,检查和校对数据程序。
3.2 进行刀操作
进行工件坐标系设置,并试切刀或是机外对刀,同时将主功能补偿键按下,设置参数,把全部刀具具备的刀偏量X,Z输入参数数据库。
3.3 在自动方式下自动加工并测量修调
一是选择主功能自动执行状态;二是选择执行程序;三是对工件坐标系的显示;四是按下数控启动键;五是若自动加工过程中出现非法事件,则需按下急停键;六是完成加工后将工件取下,并对机床进行清洁。
4 结语
通过本文的研究和设计,笔者将理论知识应用到实践中,并在实践中对数控机床有了更深的了解。针对某零件,并不是其所有加工工艺过程都可以通过数控机床来完成。通常是零件加工仅有一部分工作与数控加工相适。这就要求我们深入分析零件图样,进行适当的加工工序和内容选择。需要特别注意的是,对走刀路线进行确定时,最好绘制工序简图,此便编程工作有效开展。