夹片机床自动上下料机构控制系统设计
2018-09-25杨旭卓
钟 华 杨旭卓
(1.柳州市威尔姆预应力有限公司,柳州 545005;2.重庆奥易克斯科技有限公司,柳州 545007)
夹片广泛应用在高速铁路、城际铁路、普通公路铁路、城市地铁、大型天文台、大型桥梁建设等基础建设项目中。夹片年需求量3亿件以上。夹片有多个主要参数,如锥度、牙形、刚度、表面粗糙度等,其中,锥度是最重要的设计指标,它表明了在允许锥度变化范围内的情况下,夹片所产生的夹紧力用以克服缆索承受桥梁重力所需要的拉力,同时不至于产生过大的载荷而使夹片变形。
现有加工机床加工流程主要包括以下9道工序:锯→锻造→车锥①→车端面②→冲字→磨外锥→攻螺纹→锯弹性槽→锯开(分为均匀两片)。其中,上标为①~②数字的工序工人人工将夹片送上数控车床高速旋转主轴上的胀紧套上。由于车床主轴高速旋转,对手工上料的操作工人,存在极大安全隐患。工人每天劳动8h,不断重复上料、下料、检测工作,很容易造成疲劳,一旦分神将会威胁到人身安全。
1 PLC控制系统设计流程
PLC控制其核心部分就是内部程序的编辑,通过程序优化可以使工作效率提升近50%,为达到全自动化目的,在本次程序编辑中,我们用到了定时控制功能、技术控制功能以及步进控制功能,涉及关于PLC的硬件功能、输入输出点的合理分配、I/O地址分配等。
夹片机床自动上下料机构的PLC控制系统工作步骤为:初始状态→启动机构→送料气缸工作→接近开关接收到信号→升降气缸下降→升降气缸下位传感器感受到信号→推料/拨叉气缸工作→推料气缸前端传感器收到信号→推料气缸收回同时升降气缸上升→升降气缸上端传感器收到信号→推料/拨叉气缸工作将加工好的夹片送入收料槽。在这套系统里我们满足了全自动化生产要求,并且在程序步骤上也做了大量优化,缩小了字节容量,方便日常维护。表1为输入输出设备介绍表,表2为输入输出分配表。

表1 输入输出设备介绍表
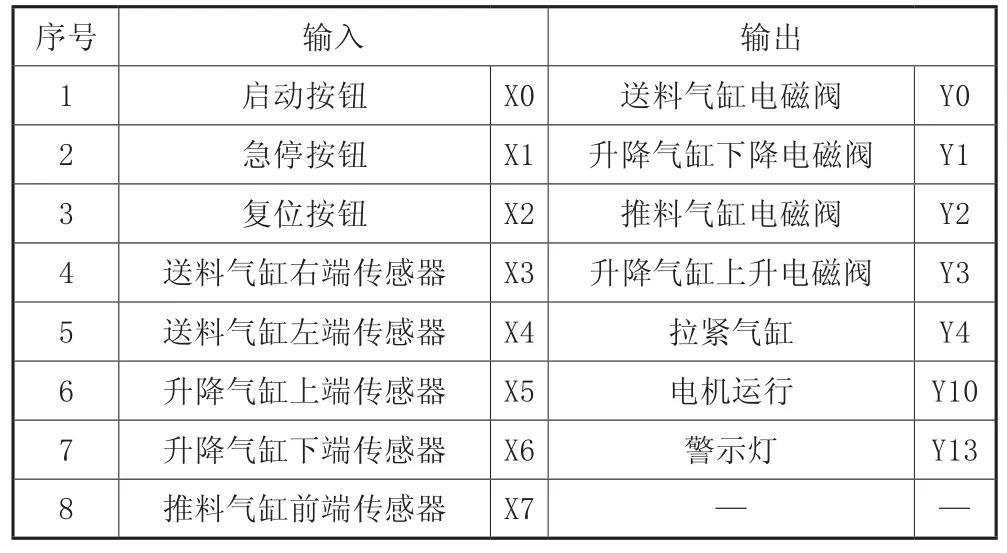
表2 输入输出分配表
2 PLC气缸动作定位系统
夹片机床自动上下料机构,使用了多种气缸来配合动作,改变夹片的状态最终到达指定的加工位置,而在这些配合中关键点在于能否使气缸准确将夹片推到指定位置,在经过反复实验后,确定夹片能否准确到达指定位置的关键在于气缸的伸缩量以及节流阀、调压阀的配合是否合适。将调压阀的压力设置在5Mpa、节流阀开口调制最小。启动按钮按下后首先检测送料气缸前端传感器信号X3信号,在有信号的情况下激活电磁阀控制送料气缸工作待运动到后端之后,后端传感器X4激活,此时,送料气缸电磁阀被关闭送料气缸复位,将夹片送入升降板。夹片在倒向升降板时由接近开关检测信号,之后激活升降气缸下行电磁阀,升降气缸下行,到达位置后下端传感器X6激活,上料气缸电磁阀工作夹片推上加工轴并拉紧,上料气缸前端传感器X7激活,延迟1S后升降气缸上升同时上料气缸复位。机床开始加工,加工完毕后拨叉运动将加工好的夹片送入送料槽。之后重复之前的整套动作。
众所周知,自动化生产所强调的是在符合安全的环境下,提高生产效率、加快生产节奏,为企业带来高效益。所以,在上述程序中通过使用传感器发出信号传递给PLC,PLC驱动气缸进行推动这一动作。但这一动作在控制笔型气缸的工作行程上还无法精准到达指定工作位置,有时会出现离指定位置偏离过大的情况。针对上述控制笔型气缸动作定位所出现的问题,在气缸中加装一个磁性开关,与三位五通电磁阀相呼应,达到精准控制气缸定位动作的效果。工作原理是磁性开关作用于气缸中,当气缸伸出一定行程到达预设指定位置后磁性开关就会发出信号给PLC,PLC收到信号后驱使三位五通电磁阀配合,将其电磁阀关闭,随即气缸就可以实现精准定位了。
3 PLC的程序设计
在这套夹片机床自动上下料的机构中,首先需要安排气缸的工作顺序,依次为送料气缸、升降气缸、推料气缸,这几个气缸按顺序工作。在这些气缸配合工作时必须确保其稳定性不会出现错误。为保证气缸工作的稳定性,增加了延时工作指令,以确保不会出现加工失误。
而在工作运行中,不可避免地会出现一些机构运行错误的情况,为防止这种情况发生后损害夹片和人员安全,在程序中增加了报警系统,使机构运行错误时整套机构可以自动停止,与此同时,我们还增加了急停功能,以保证在加工运行过程中出现程序无法自动控制的情况时,可以人工停止,但在急停功能的实用上,急停无法控制正在加工的机床,因为机床在加工时处于高速运行状态,如果急停可以控制加工机床,那么就会使拉紧气缸松开,而夹片此时还在高速旋转状态,有可能会发生更大的安全隐患。此次设计的工作流程如图1所示。
4 结论
现代工业逐渐壮大,发展趋势稳步上升,发展问题也随之而来。生产力与需求之间的关系日渐紧张,传统人工的生产方式已经无法满足现代工业的高效率、高质量要求,自动化技术应运而生,自动化设备以高精度、低成本、高料率、高质量、生产周期低等优势,逐渐取代传统的人工加工方式,从而给现代工业带来更高的产业利润和更好的发展方向。

图1 工作流程图
