基于视觉引导的自动搪锡系统设计
2018-09-25卢海军汤英文徐弈辰
卢海军 汤英文 徐弈辰
(1.闽南师范大学 计算机学院,漳州 363000;2.太仓光电技术研究所,苏州 215400)
变压器是利用电磁感应原理来改变交流电压的装置,搪锡的主要目的是消除接触电阻,做到接触点导通无电阻,因此,使用前必须对引脚上锡。徐弈辰、鲁湛[1]在其研究中对自动搪锡系统的上料采用固定位置的方式,机械臂采用离线编程完成变压器的搪锡任务,这种作业方式大大限制了桌面型机械臂强大功能发挥和智能化“机器换工”生产效率的提升。近年来,随着机器视觉技术的快速发展,柔性生产技术已成为现实,党宏社[2]等人利用orb算法实现对象棋的识别与定位,使用工业机器人完成象棋的自动装配系统,满足象棋装配的实时性要求。张明建[3]等人通过视觉引导SCARA4轴工业机器人,构建了小型电机目标装配零件与装配位置自动识别的单目视觉机器人智能抓取系统。
本文设计了一套视觉引导的桌面型机械臂自动搪锡系统。以视觉引导桌面型机械臂为核心,基于VisionPro的PATMAX算法实现小型变压器的位姿测量,并利用RS-232通信将坐标和姿态数据发送给桌面型机械臂,完成桌面型机械臂对小型变压器进行搪锡操作。
1 系统工作原理
本文设计了基于视觉引导的桌面型机械臂自动搪锡系统,可在线完成对任意摆放的变压器的自动搪锡任务。系统主要由机器视觉系统和桌面型机械臂搪锡系统组成。机器视觉系统包括工业相机、光源、镜头以及图像算法设计;桌面型机械臂搪锡系统包括电脑、桌面型机械臂、焊锡锅、小型变压器。在机器视觉的引导下完成变压器的自动搪锡。
1.1 系统环境搭建
桌面型机械臂采用7bot机器臂,该臂采用全铝车身和6轴设计,保证了7Bot机器臂的坚固与耐用性。工业相机采用德国BASLER公司生产的acA1920-25gm 25FPS 200W像素以太网工业相机,固定安装在工作台上方70cm处,由于工作台面大小15cm×20cm,因此,选择了焦距为8mm的镜头,辅助光源安装于工作台上方50cm处,采用蓝色环形LED光源以达到变压器与背景分离的最佳效果,为使搪锡能很好地上到变压器的引脚上,锡锅温度保持在260~270℃,系统环境如图1所示。
1.2 系统流程图
本系统在C#编程环境下设计了人机交互界面,结合VisionPro视觉算法库实现对小型变压器目标的识别与定位以及相机标定,并利用RS-232通信把姿态数据P1发送给桌面型机械臂,桌面型机械臂从初始位置P0运动到位置P1抓取变压器,并放置在锡锅中P2进行上锡,等待2s后,再将变压器放入料箱位子P3,完成变压器的自动搪锡。工作系统流程如图2所示。

图1 系统环境图

图2 系统流程图
2 相机标定
为实现图像坐标系与桌面型机械臂坐标系统一,需要进行相机标定,相机标定是视觉定位系统中非常重要的环节,一是为了消除相机拍摄过程中产生的失真;二是完成图像坐标系和真实世界坐标系的映射关系[4]。
空间上任意一点,在世界坐标为(xw,yw,zw),相机坐标系为(xc,yc,zc),经过相机成像后,其在相机图像坐标系的二维坐标是(x,y),最终得到在图像像素坐标系的坐标为(,v)u。坐标转换是为了是将计算机得到的像素坐标,p通过逆变换求解得到其对应的世界坐标p'。根据相机小孔成像原理,相机图像坐标系到世界坐标系的变换关系如公式1所示:

其中,s为比例因子(s不为0),dX、dY分别为像素在X、Y轴方向上的物理尺寸,u0,v0为主点(图像原点)坐标,f为有效焦距(光心到图像平面的距离),R为3×3的旋转矩阵,t为3×1的平移矢量。
本文采用visionpro中的CogCalibCheckerboardTool进行标定,带基准的棋盘格图片的实际测量边长为5mm,通过对带基准的棋盘格角点提取,标定后的坐标系与桌面型机械臂的坐标系相统一。
3 变压器的位姿确定
视觉引导中目标的准确定位直接影响到机器臂能否抓取成功。由于工业现场环境复杂,视觉成像属于开放式的环境,受现场光照条件影响较大。为去掉周围环境的噪声干扰,首先需要对相机采集到的图像进行预处理,本文使用中值滤波进行去噪处理,中值滤波作为一种非线性的图像平滑方法,能够很好地保护目标图像边缘,对一幅二维图像做中值滤波处理,其公式如下:
g(x,y)=med{f(x-k,y-l),(k,l)∈W} (2)
本系统中采用visonpro视觉工具中的PATMAX算法,其几何模板匹配原理为:粒子在引力场中受力并产生位移的运动学原理。在现场环境下采集的图片如图3所示,原图共有5个任意摆放的小型变压器,通过PATMAX算法,对小型变压器匹配,并将匹配到的像素坐标,通过坐标转换到桌面机械臂的世界坐标,定位结果如表1所示。
从定位结果可知,视觉引导系统计算得到目标的位置与实际位置的误差≤1mm,姿态角度误差≤1°,满足桌面型机械臂执行抓取操作时的精度要求。
4 系统运行效果
为验证该系统是否能够满足预定要求,取60只变压器进行搪锡实验,查看搪锡是否合格。本实验系统在C#环境下建立了人机交互界面,如图4所示,系统运行开始后,锡锅自动加热到260℃保持恒定并触发相机拍摄,相机将采集到的图片在电脑上显示,获取小型变压器的位姿信息并发送给桌面型机械臂,机械臂收到指令后,抓取小型变压器进行锡锅搪锡,完成搪锡后放入料箱中,依此做实验,实验结果如表2所示。
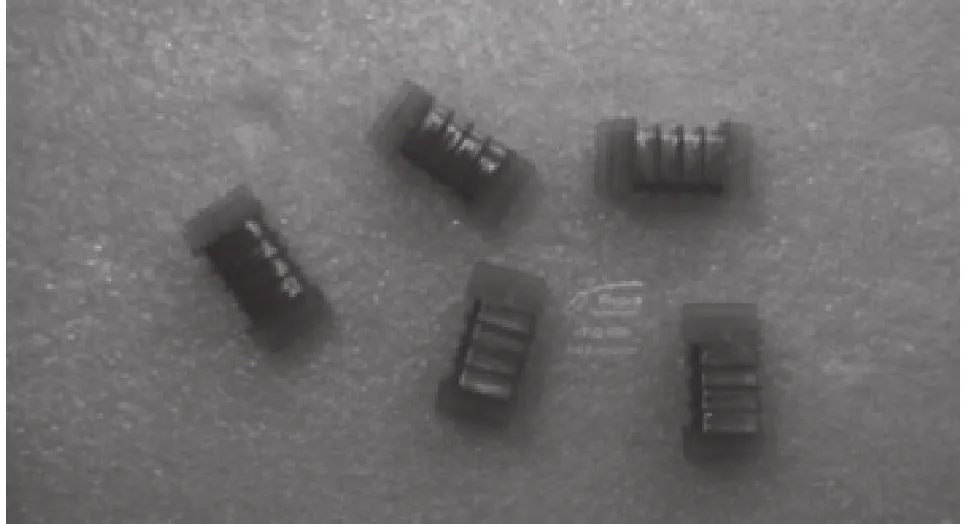
图3 小型变压器

图4 视觉引导搪锡系统

表1 小型变压器视觉定位计算值与实际值数据对比

表2 实验记录表
实验结果表明,视觉引导的桌面型机械臂小型变压器搪锡的准确率在90%以上,能够满足要求,将视觉引导技术运用在桌面机械臂上,极大提高了桌面型机械臂对环境的适应性。
5 结语
本文研制设计了一套基于视觉引导的桌面型机械臂对小型变压器的搪锡系统,基于VisionPro视觉算法库在C#环境下进行开发,通过模板匹配准确地识别小型变压器并进行位姿测量,并通过Rs-232实现与桌面型机械臂建立实时通信,从而引导桌面机械臂完成对任意位置摆放的小型变压器的自动搪锡任务,提高桌面型机械臂对环境的适应性。通过多次测试实验,验证了本文提出的视觉引导方案的有效性和实用性。